四缸发动机曲轴批缝清理机床
2018-04-09 07:59:39刘洪纬
中国铸造装备与技术 2018年2期
刘洪纬
(中国汽车工业工程有限公司,天津 300113)
目前国内对于铸件自动化清理主要采取四种形式,分别是冲压清理、非标机床清理、机器人清理和机床与机器人组合清理。冲压清理需要配合相应的模具,适用于小铸件的孔洞和外形轮廓批缝的清理。非标机床清理适用于铸件形状规范,需要清理的批缝位置相对简单,机床刀具可以达到的铸件清理,例如简单缸体、轮毂和四缸曲轴。机器人清理适用于铸件批缝毛刺位置复杂,机床无法实现的铸件清理,例如三缸曲轴、桥壳等。而对于一些复杂铸件,如复杂缸体的清理,既需要清理缸体的端面又需要清理缸体的内部,为了提高清理的效率,则需要采用机床和机器人组合来进行清理。对于现在小型轿车上不同品种的四缸曲轴,由于其分型面批缝位置在同一平面内,再者非标机床清理较机器人清理具有生产效率高的优点,故采用非标机床的形式进行四缸曲轴批缝的清理。

图1 四工位四缸曲轴批缝清理机床示意图
1 加工流程
如图1所示,本设备由上料小车、工件转运车、机架、出料小车和清理中心组成。设备加工工艺是:首先机器人(或人工)将四根四缸曲轴放在上料小车卡具上,然后上料小车将放好的铸件转运到上料工位,再通过工件转运车将四根曲轴放到清理中心。之后,清理中心开始进刀对四根四缸曲轴同时进行毛刺批缝的清理。当清理完毕后,四个刀具退回原点位置,然后,工件转运车同时抓取加工好的曲轴和新上的四根待加工曲轴,实现下料和上料。通过出料小车将加工好的四根曲轴运出。
2 技术特点
(1)本设备可以同时实现四根四缸曲轴(见图2)正反面复杂轮廓曲线的同时清理(见图3),显著地提高了加工效率;几乎可以胜任各种型号的小型轿车四缸曲轴毛刺批缝的清理,通用性强。
(2)本设备加工刀具采用金刚砂轮片(见图4),寿命高,与铣削刀具相比,大大降低了刀具单件加工成本。加工刀具可以实现X、Y、Z三个轴的移动,各个轴均由伺服电机控制,自由度高。
(3)本设备配备西门子手持触摸操控屏,操作调试方便;并且操作屏上可以对刀具X、Y轴进行微调,提高了设备操作的灵活性。通过操控屏上设置的配方功能,可以实现加工不同品种曲轴的快速轨迹切换。
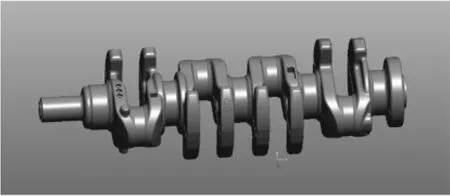
图2 四缸曲轴

图3 被加工的四根四缸曲轴

图4 金刚砂轮片
3 结语
该设备已投入使用,运行良好。随着国内制造业日趋繁荣,节约人力成本、清洁环保在钢铁铸造行业的发展中变的日趋重要,相信本设备在行业内会得到广泛应用。
参考文献:
[1]张志红.砂芯辊道输送线[J].中国铸造装备与技术,2009(1):50-51.
[2] 蔡创辉,彭元萍,吴斯炽,等.曲轴锻件输送线的设计[J].机械设计与制造,2014(2):14-20.
[3] 陈跃程,刘伟.铸件清理打磨自动化技术及其应用[J].铸造设备与工艺,2015(5):1-6.
[4] 现代机械设备设计手册第三卷,非标准机械设备设计[M].北京:机械工业出版社,1996:260.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:33:34
装备制造技术(2020年4期)2020-12-25 05:26:20
装备制造技术(2020年4期)2020-12-25 05:26:14
装备制造技术(2020年3期)2020-12-25 05:22:32
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年7期)2019-07-22 03:42:48
制造技术与机床(2019年4期)2019-04-04 12:21:34
石油化工建设(2018年3期)2018-11-30 02:03:08
制造技术与机床(2017年5期)2018-01-19 02:48:53
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39