火焰清理机熔渣快速冷却装置开发
2018-04-04 08:59:36胡念慈
武汉工程职业技术学院学报 2018年1期
刘 洋 王 毅 刘 傲 胡念慈
(1.宝钢股份中央研究院武汉分院(武钢有限技术中心) 湖北 武汉:430080; 2.宝钢股份武钢有限公司冷轧厂设备部 湖北 武汉:430081)
随着制造业的不断发展,市场对钢板表面质量要求越来越高[1],而现有生产工艺已很难再提高板材的表面质量[2]。特别是在板坯连铸生产过程中,连铸坯表面不可避免会出现横纵裂纹、皮下针孔、夹渣、凹陷等各种表面缺陷[3]。为获得高表面质量产品,减少产品质量缺陷,需要对板坯进行清理,去除板坯表面可见缺陷[4],因此钢坯表面清理技术的应用成为必然[5]。
为了提高产品质量和市场竞争力,武钢有限公司于2014年初从美国L-TEC公司引进了一台新一代板坯火焰清理机。新设备投用后,有效降低了铸坯改判和质量异议量,效果显著,但是在运行中时常会发生“放炮”的现象,给现场安全生产带来了巨大隐患,同时由于钢花飞溅也带来了辊子包钢、烟罩积渣和烟罩挡板烧损等问题,增加了备件成本。因此开展熔渣飞行轨迹研究,解决钢渣飞溅问题,对实现安全生产和降低备件费用意义重大。
1 板坯火焰清理机工作原理简介
火焰清理机主要是利用氧气-燃气热化学反应产生的热量对铸坯进行表面清理的一种装备(如图1)。

图1 火焰清理机工作原理示意图
1.1 火焰清理机工作原理
铸坯首先经过预热:

然后通过化学反应放出大量的热量使钢坯熔化形成熔池,之后铸坯开始移动进行清理,清理时主要是清理氧气与钢坯中的Fe发生反应达到清理的目的:
1.2 火焰清理机设备简介
火焰清理机主要由清理机本体、烧嘴、能源介质、冷却装置和辊道等(如图2)。

图2 火焰清理机三维结构图
整个板坯清理过程如下:板坯通过辊道运输到火焰切割机清理位之后停止,然后通过清理机本体上的两条轨道将烧嘴移动到板坯四周,打开能源介质利用火焰对板坯四个面继续熔融清理。在火焰清理机烧嘴的后方安装有喷嘴,主要用来对清理过程中产生飞溅的熔渣进行快速冷却,防止熔渣在辊道表面富集或通过除尘系统抽到烧嘴上方的烟罩当中引起火灾。
2 熔渣运动轨迹仿真分析
通过火焰清理机工作原理和清理过程分析,在清理机生产过程中发生“放炮”的原因只可能是高温未粒化渣块与常温水接触,导致部分水瞬间汽化产生的物理性爆炸。因此只有了解熔渣运动轨迹,并针对性开发熔渣快速冷却装置才能彻底解决“放炮”问题。
2.1 数学模型的建立
在利用火焰清理机烧嘴对板坯表面进行清理的过程中,由于钢渣主要随高速气体一起运动,而且钢渣颗粒较小,因此只需要研究烧嘴气体的运动轨迹就可知道熔渣的飞行轨迹。同时,为了计算的方便性,在计算中没有耦合氧气、天然气和钢坯的化学反应,仅研究气体运行轨迹,并按照现场实际情况对模型参数进行了设定(如表1)。
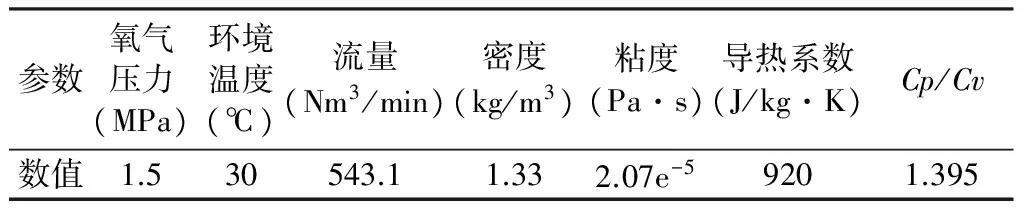
表1 模型参数设定表
2.2 模型网格划分
为了计算方便,以6个烧嘴孔为研究对象,同时在烧嘴孔四周建立了一个2m×1m×0.5m的长方体作为密闭空间,其中长方体的下表面为板坯的上表面。为了提高模型建立和计算的准确性,对长方形氧气部分进行网格加密处理,共划分125674个网格。
2.3 仿真计算及结果分析
通过计算发现(如图3),烧嘴气体(熔渣飞溅)最高速度为310m/s,在离烧嘴出口水平距离0.4m处气流开始加速发散(最右边的截面),而且随着离烧嘴出口处距离越远,其发散越快。其中离烧嘴出口水平距离0.5m时发散高度达到0.3m,离烧嘴出口水平距离0.6m时发散高度达到0.65m。因此要想解决熔渣飞溅后发生“放炮”的问题,必须在熔渣呈大面积放射状散开之前利用冲渣水对熔渣进行快速冷却,避免熔渣逃逸。

图3 烧嘴气体运动轨迹图
从熔渣飞行轨迹来看,当离烧嘴出口处越近,需要冲渣水的高度越低;离烧嘴出口处越远,需要冲渣水的高度越高。但如果冲渣水距离烧嘴太近,容易导致熄火或燃烧不畅。为此,综合考虑两方面问题,最终确定在距离烧嘴出口水平距离0.5m处加装冲渣水最合适,其高度只要超过0.3m即可。
3 熔渣快速冷却装置开发
基于熔渣飞行轨迹的分析结果,提出了一种组合式多孔积渣快速冷却自排装置,即在高压水枪前又增加了一组高压水喷嘴,对熔渣进行阻截。根据铸坯上下熔渣特性,采用实验方式完成了积渣快速冷却自排装置结构设计。即在铸坯上方采用4个大型喷嘴(如图4),通过大流量喷嘴中的柱状水流将积渣快速打击冷却,避免熔渣逃逸;为了避免水将熔渣直接冲到铸坯下方进而与辊道发生粘连,在铸坯下方采用9个呈双排纵向排列的小喷嘴对积渣进行冷却阻隔,这样有利于积渣快速脆化,迅速与辊道分离。

图4 双层组合式熔渣快速冷却 自排装置三维结构示意图
4 效果分析
利用40小时的停机时间完成了双层组合式熔渣快速冷却自排装置的安装(如图5)。该装置上机使用后,有效对清理机产生的熔渣进行粒化和堵截,彻底杜绝了熔渣“放炮”现象的发生,避免辊子包钢、烟罩积渣、烟罩挡板烧损等问题,解决了生产中的安全隐患。
图5 双层组合式熔渣快速冷却自排装置实物图
5 结论
(1)利用有限元仿真分析软件对火焰清理机熔渣飞行轨迹进行了深入研究,找到了熔渣飞溅这一导致“放炮”的主要原因问题;
(2)通过实验研究,提出了双层组合式熔渣快速冷却自排装置,并完成了装置结构设计;
(3)新装置上机后,彻底杜绝了熔渣“放炮”现象的发生,解决了生产中的安全隐患,成效显著。
[1]吴峰茂.板坯清理方法的优化[J].河北冶金,2012,(11):51-53.
[2]倪有金,张颖华,亢小敏,等.火焰清理机在迁钢公司汽车板生产中的应用[J].首钢科技,2012,(3):33-35.
[3]韩俊,陈涛.火焰清理机在板坯连铸生产的应用[J].连铸,2012,(3):38-41.
[4]董金刚,章远杰,施春月,等.提升火焰清理机生产能力的措施及实践[J].宝钢技术,2014:369-372.
[5]张力.钢坯表面火焰清理设备及工艺介绍[J].山东工业技术,2016,(7):1.
猜你喜欢
艺术品鉴(2020年1期)2020-01-19 06:00:42
中国棉花加工(2018年5期)2019-01-18 02:34:22
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
中国棉花加工(2015年4期)2015-12-19 06:40:58
中国棉花加工(2015年4期)2015-12-19 06:40:56
中国棉花加工(2015年4期)2015-12-19 06:40:56
爆笑show(2015年5期)2015-07-09 19:23:56
上海金属(2014年2期)2014-12-18 06:52:45
湖南安全与防灾(2014年3期)2014-02-21 07:15:17