转向架用SMA490BW钢焊接接头超高周疲劳性能的影响因素
2018-04-04 07:27于影霞丁江灏谢学涛张枝森何柏林
中国铁道科学 2018年1期
于影霞,丁江灏,谢学涛,张枝森,何柏林
(华东交通大学 机电与车辆工程学院,江西 南昌 330013)
传统疲劳设计理念认为,结构件在服役期内承受交变载荷超过107次以上而不发生疲劳失效,则说明该结构件具有无限疲劳寿命,并以该循环周次所对应的疲劳试验数据作为疲劳强度设计依据[1]。然而随着高速铁路的发展,机车上某些结构或零部件的实际使用寿命需要达到107~1010次。例如,欧洲之星快速列车以334 km·h-1的速度运行,其转向架在250万km的大修服役期内疲劳寿命要达到108~1010次[2]。诸多试验结果表明:许多工程材料在承受了108次的循环应力后依旧会发生疲劳破坏[3-8]。因此使用传统的疲劳设计规范进行转向架的疲劳强度设计并不安全。由于超声疲劳试验技术的发展,大幅推进了人们对材料的超高周疲劳性能研究。为保障机车安全性的需要,有必要对转向架用SMA490BW钢的焊接结构进行超声疲劳试验,以获取超高周疲劳数据,并探索其超高周疲劳失效的机理和延长寿命技术。这项工作对高速列车转向架的疲劳强度设计、安全性能评估具有重要的工程意义。
超声冲击处理方法是改善焊接接头综合性能最有效的方法之一[9-10]。焊接钢结构经超声冲击处理后,其疲劳强度可以接近甚至高于母材的疲劳强度。超声冲击处理方法通过改善焊趾的几何外形,增加焊趾的过渡半径,降低焊趾的应力集中程度[11]。通过超声冲击使焊趾表层金属的晶粒尺寸细化,排列致密,并消除部分焊接缺陷[12]。通过超声冲击还可以使焊接接头表层发生严重塑性变形,将拉应力转换为数值较大的压应力,重新调整冲击区域的应力场[13]。以上因素改变的综合作用可极大提高焊接接头疲劳强度,但每个因素的改善对提高疲劳强度的贡献值尚不明确。并且,目前超声冲击提高焊接接头常规疲劳性能和寿命的研究较多[14-16],而对车辆结构转向架用焊接接头超高周疲劳性能的研究却很少。
本文通过设计对比试验,分析应力集中、晶粒细化、残余应力等因素分别单独作用时,对焊接接头超高周疲劳寿命的影响程度,并得出占据主导作用的影响因素。
1 试验材料及方法
1.1 试验材料
试验材料采用的是高速列车转向架用钢SMA490BW,属于低合金、高强度的热轧耐候钢。钢板尺寸为300 mm×150 mm×12 mm,预开的V型坡口角度为60°,组焊间隙为2.5 mm,钝边为2 mm。焊接方法选用富氩混合气体保护焊,保护气体的体积比分别为φ(Ar)=80%,φ(CO2)=20%,流量为18~22 L·min-1。焊接材料选用直径为1.2 mm的国产实心焊丝(牌号为TH550-NQ-Ⅱ)。焊缝采用3道三层焊,焊缝打底层的电流强度为110~140 A,电弧电压为16~19 V;焊缝中层和盖面层的电流强度均为240~280 A,电弧电压均为25~30 V;电流的种类和极性为直流/正极性。焊接接头的坡口形式及施焊顺序如图1所示。
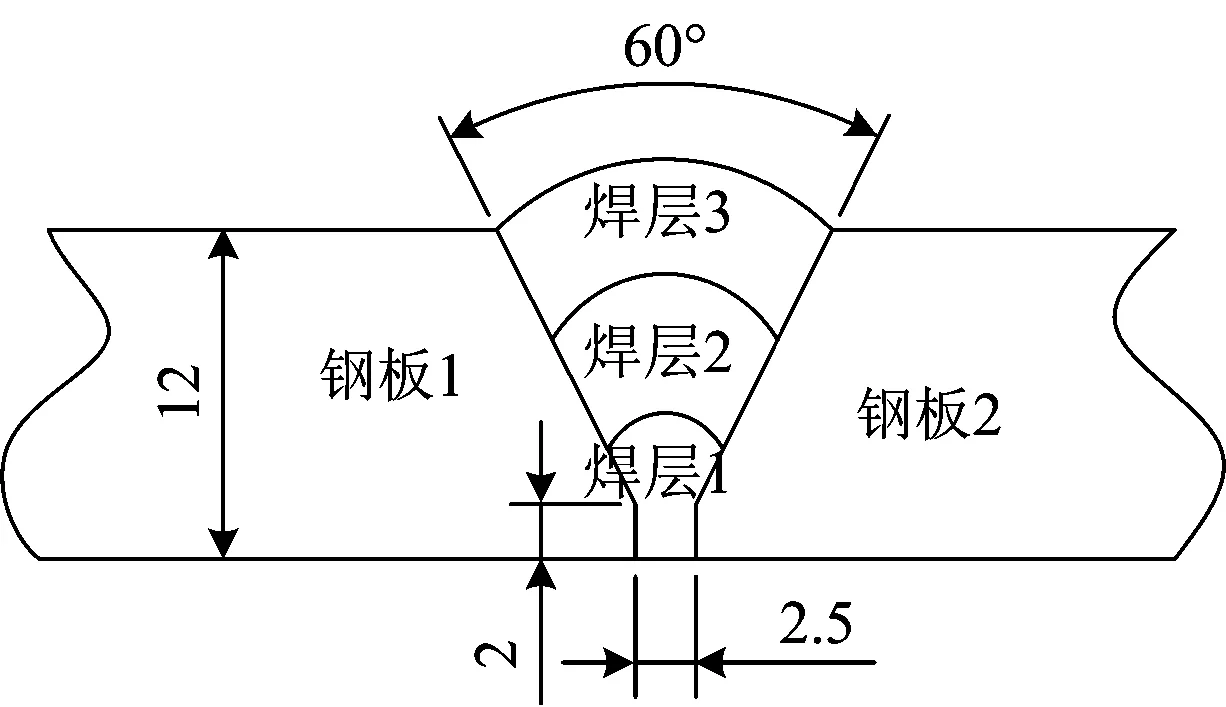
图1 焊接接头的坡口形式及施焊顺序(单位:mm)
加工疲劳试样时,保证焊接试样的中心与焊缝中心重合,母材试样的取样方向与钢的轧制方向平行,疲劳试样的取样位置如图2所示。
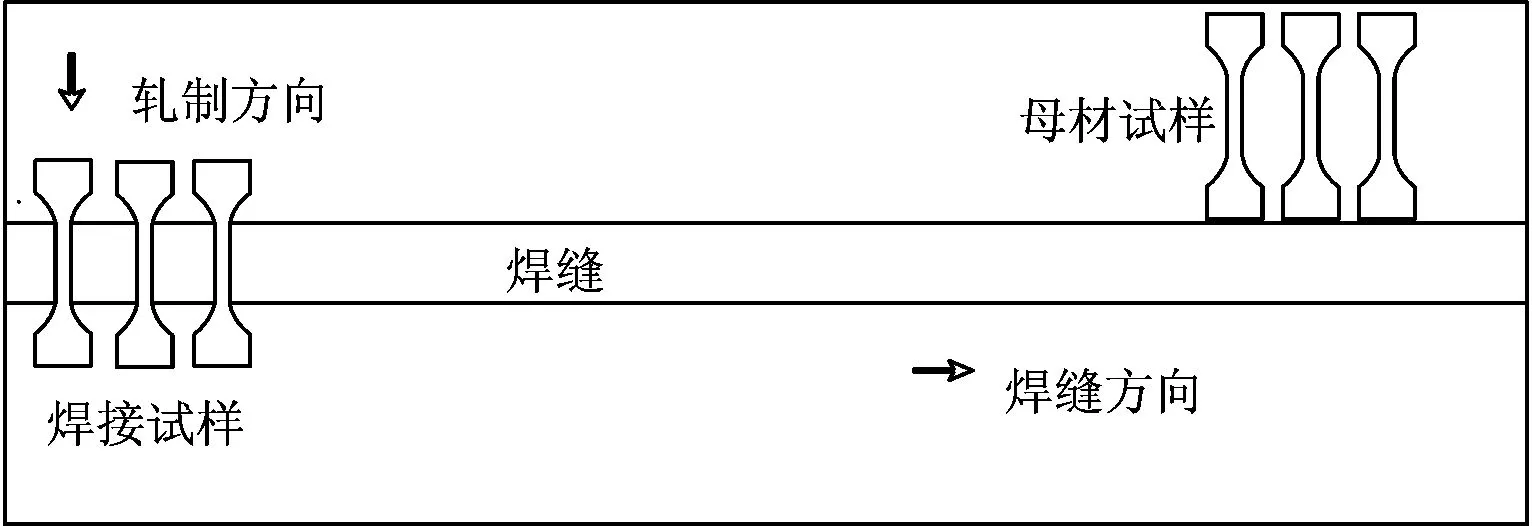
图2 疲劳试样的取样位置示意图
对焊接钢板进行不同参数的超声冲击处理,再按照图3所示疲劳试样的形状尺寸要求,利用线切割在超声冲击前和冲击后的焊接钢板上制备毛坯试样。为提高疲劳试样的表面光洁度,对毛坯试样先进行机械打磨,再依次采用600#,800#,1000#和2000#水磨砂纸进行精磨,加工成型的疲劳试样实物如图4所示。
根据加工制备条件的不同,将疲劳试样分成13个组。其中第1—第12组为焊接试样,第13组为母材试样。每组4根试样,将其统一编号,如第1组试样的编号为1-1,1-2,1-3,1-4,依此类推。各组疲劳试样的加工制备说明见表1。
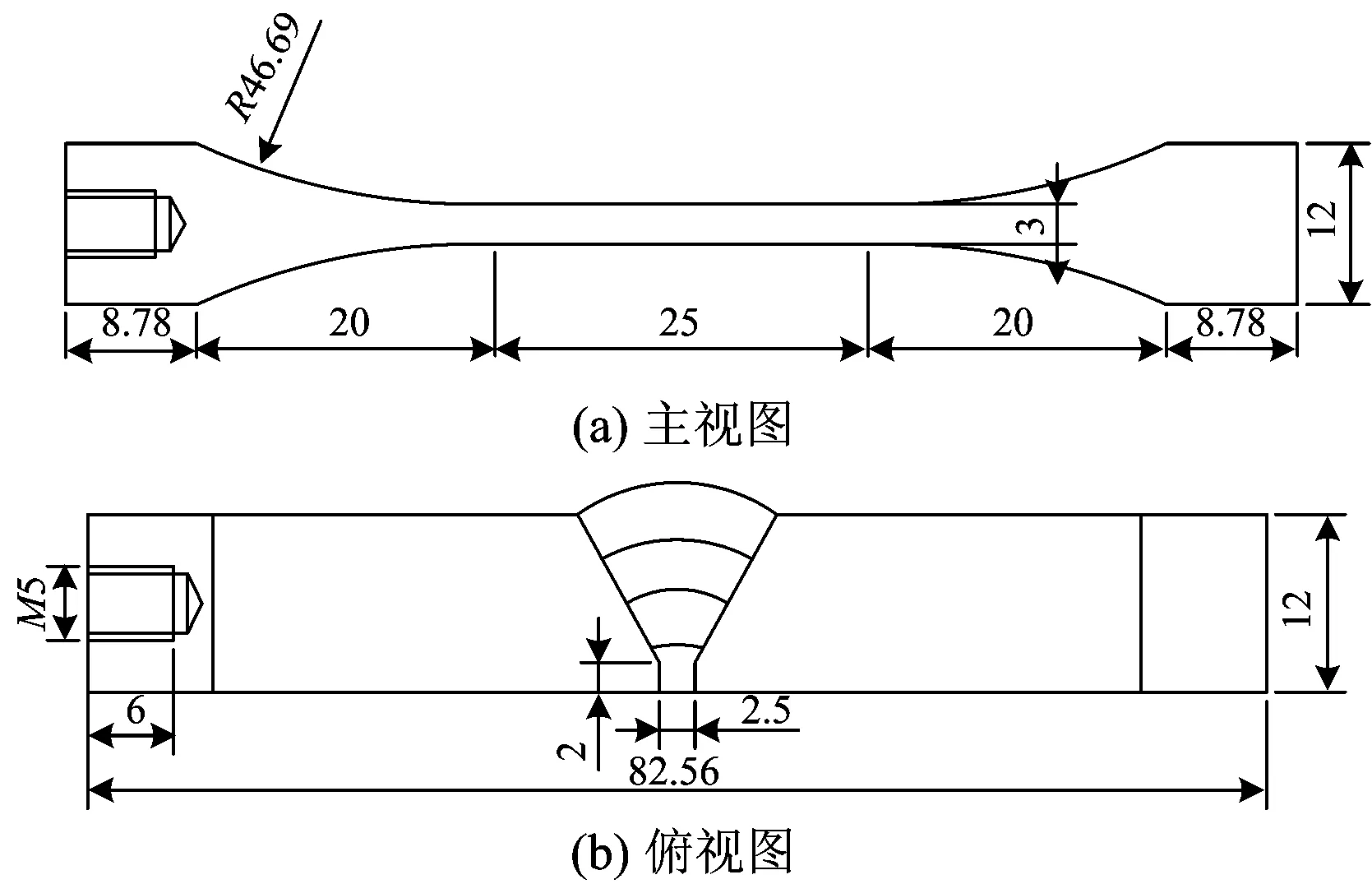
图3 疲劳试样的形状尺寸(单位:mm)

图4 疲劳试样的实物图

组别处理方式1焊接试样,不做处理2热处理3局部超声冲击处理(冲击参数为15A/5min)4局部超声冲击后再热处理(冲击参数为15A/5min)5全覆盖冲击再热处理(冲击参数为15A/20min)6局部冲击再热处理(冲击参数为15A/20min)7局部冲击再热处理(冲击参数为15A/10min)8机械打磨成与第7组具有相同的焊趾过渡半径,再热处理9机械打磨成与第7组具有相同的焊趾过渡半径10磨平焊缝余高11磨平焊缝余高后超声冲击处理,再热处理(冲击参数为15A/20min)12磨平焊缝余高后超声冲击处理,部分试样热处理(冲击参数为15A/15min)13母材试样,不做处理
对比表1中各组试样的疲劳试验结果,可以分别得到残余应力、应力集中、晶粒细化单独作用时对焊接接头超高周疲劳寿命的影响程度。其中,通过第1组与第2组的对比和第3组与第4组的对比可得出残余应力的作用程度;第7组与第8组的对比和第11组与第12组的对比可得出晶粒细化的作用程度;第5组与第6组的对比和第1组,第9组与第10组的对比可得出应力集中的作用程度。第13组起参照作用。
1.2 试验方法
热处理试验设备为SX2-4-13型箱式电阻炉,为了保证超声冲击处理后的细晶组织不长大,热处理温度选为200 ℃,保温2 h后随炉空冷。采用HJ-Ⅲ型超声冲击设备对焊接大板进行超声冲击处理。利用Stress3000型X射线应力仪对13组疲劳试样和第14和第15组焊接钢板的焊趾表层进行测试,测3个位置的残余应力、取平均值。借助超声疲劳试验系统对13组疲劳试样进行相同应力水平下(应力载荷σmax=300 MPa)的疲劳对比试验。载荷类型为对称轴向拉压载荷,实际加载频率19.65 kHz。试验中采用循环水冷的方式,将试样温度控制在室温左右,以避免异常升温对材料疲劳损伤过程的影响。通过ΣIGMA型扫描电子显微镜观察疲劳断口,探究转向架用SMA490BW钢焊接接头冲击前后的疲劳失效模式。
2 试验结果及讨论
2.1 超声冲击试验结果
1)焊趾和焊根形貌的修整
有余高焊接接头超声冲击前后的形貌对比如图5所示。由图5可见:有余高焊接接头的焊缝整体均匀、美观,没有发现明显的夹杂、咬肉、未熔合等缺陷;但是由于焊缝余高的存在,焊缝与母材连接处具有明显的鱼鳞纹形貌,导致过渡区域比较尖锐,相应的应力集中系数较大;从超声冲击后焊接接头的表面形貌看,因超声冲击去除了焊缝表面的鱼鳞纹、锈层、焊渣等,母材与焊缝间形成了相对连续、均匀、光滑的过渡圆弧,有效降低了该区域的应力集中程度;相比局部冲击,全覆盖冲击的处理面积大,形成的过渡圆弧半径也更大,但从外观看,全覆盖冲击和局部冲击的差异并不明显;由于焊根区域较窄,焊缝余高较低,在冲击针的高频撞击下发生了严重的塑性变形,并最终致使焊缝与母材几乎平齐过渡。
无余高(磨平焊缝余高)焊接接头超声冲击前后的形貌对比如图6所示。由图6可见:利用磨床将余高部分的焊缝金属去除后,接头表面留下了尖锐的磨削痕迹,焊缝金属与母材间仍未能实现平齐过渡,甚至应力集中程度要大于磨削之前;但经过超声冲击后,焊缝表面尖锐的磨削痕迹被消除,形成了压缩塑性变形,焊缝金属与母材基本实现平齐过渡。
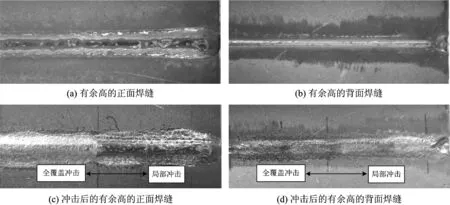
图5 有余高焊接接头超声冲击前后的形貌
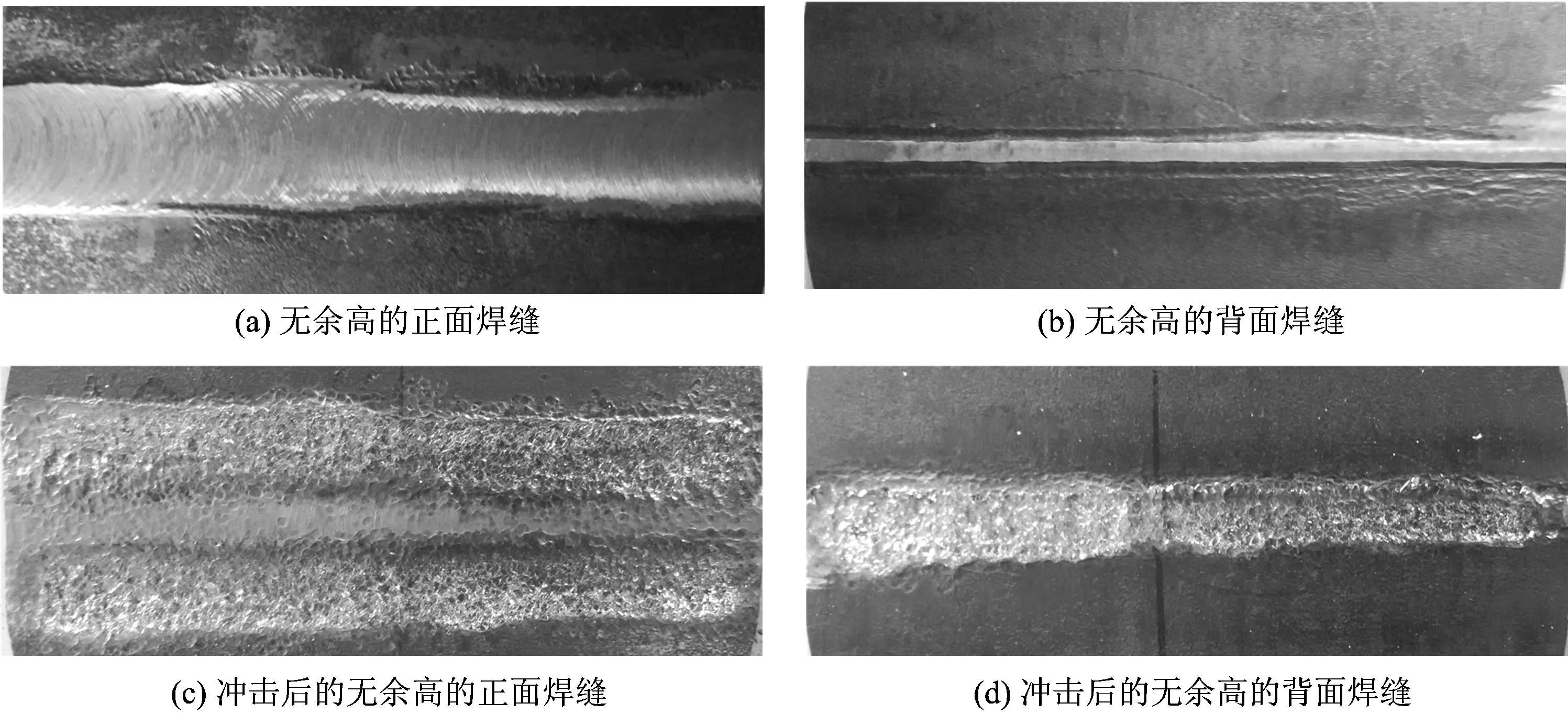
图6 无余高焊接接头超声冲击前后的形貌
2)残余应力测试结果
焊接接头焊趾表面残余应力测试结果见表2。表中:σx为沿焊缝方向的应力;σy为垂直焊缝方向的应力;正为拉应力,负为压应力。
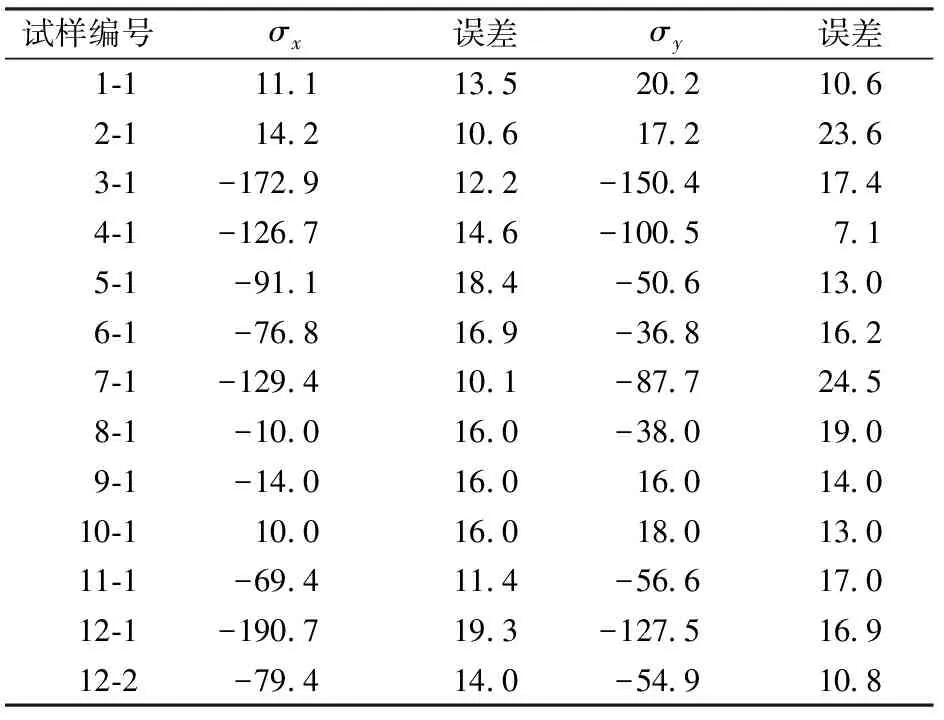
表2 各组试样焊趾处的残余应力 MPa
为了更好地研究各种因素对焊接接头疲劳性能的影响,将焊接钢板及超声冲击后焊接钢板也进行了残余应力测试。焊接钢板沿焊缝方向和垂直于焊缝方向的残余应力分别为245.2和266.7 MPa,均为较高的残余拉应力;而超声冲击后焊接钢板沿焊缝长度方向和垂直于焊缝方向的残余应力分别为-227.0和-113.0 MPa,均为较大压应力。由表2可见:将焊接钢板加工成焊接试样后,焊趾表面处的残余拉应力值下降显著,其中焊接试样焊趾处的残余拉应力基本被释放,如1-1,2-1,8-1,9-1和10-1所示。超声冲击后的焊接钢板加工成冲击态试样,其焊趾表面处的残余压应力值降幅较小。12-1和12-2分别为未热处理和热处理试样,由12-1和12-2对比可知,x和y方向的残余压应力分别降低了58%和60%。低温热处理可以消除部分残余应力。
2.2 超声疲劳试验结果
以上各组试样的超声疲劳试验结果见表3。
对表3的数据进行整理,剔除异常的数据,得到各组试样的平均疲劳寿命如图7所示。由图7可见:除第2组外,焊接试样的平均疲劳寿命最低,仅为0.26×107次;其他各组试样的平均疲劳寿命均高于焊接试样,其中第10组的疲劳寿命最高,达到了22.46×107次,相较于焊接试样提高了86.4倍,这说明将焊缝余高彻底磨平对焊接接头疲劳寿命的增益效果极为显著,甚至高于超声冲击处理,这项工艺可为工程应用提供借鉴。
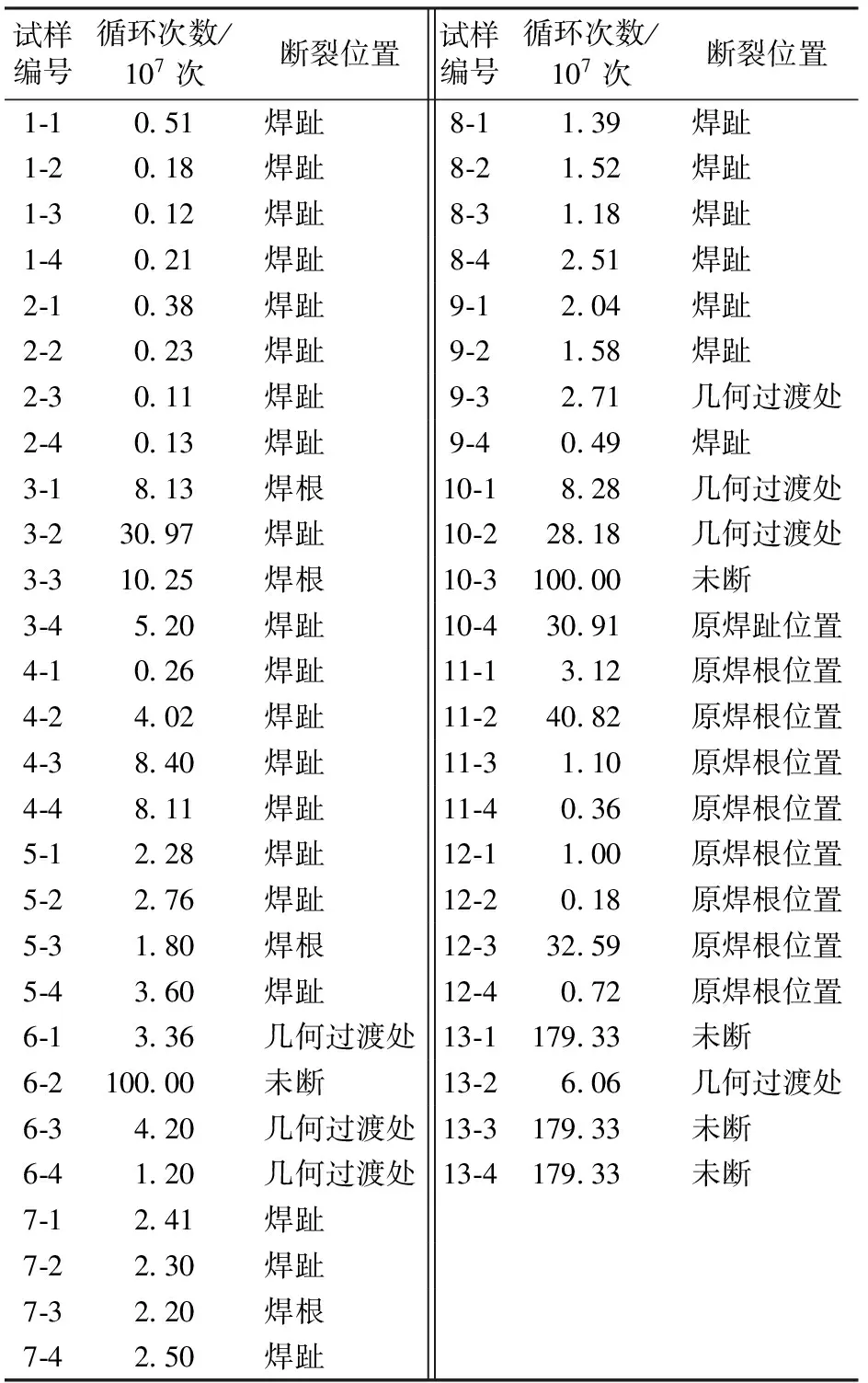
表3 超声疲劳试验结果汇总(σmax=300 MPa时)
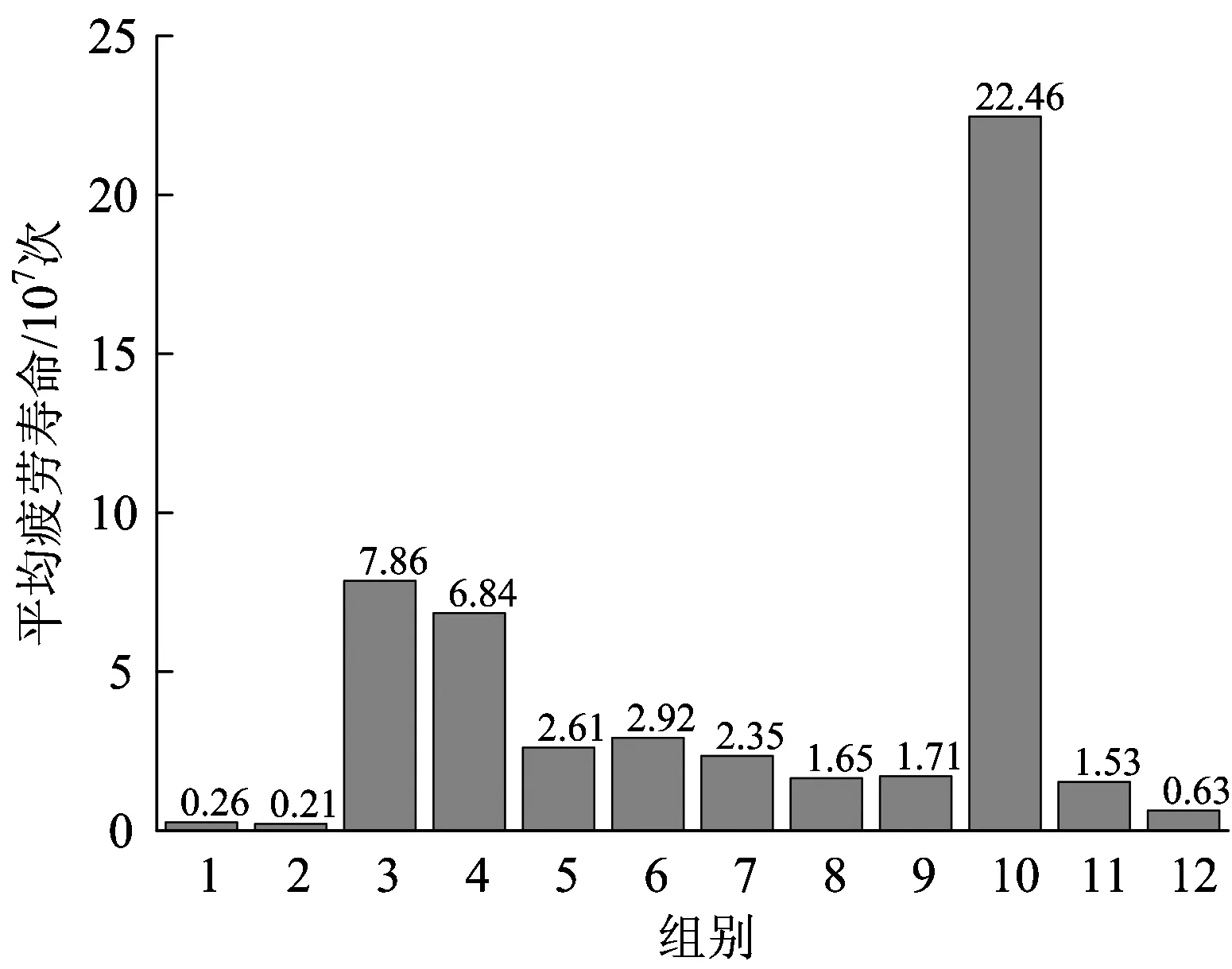
图7 各组试样的平均疲劳寿命图
1)残余应力的影响
由于选取的保温温度较低,热处理既不会改变接头焊趾处的几何形貌,也不会对材料的表面状态产生破坏性的影响,因此可认为低温热处理前后只有试样中的残余应力发生了变化。
通过第1组和第2组的试验结果对比,可得残余拉应力对焊接接头疲劳寿命的影响。由表2可知,焊接试样热处理前后的表面残余拉应力均较小。第1和第2组的平均疲劳寿命分别为0.26×107和0.21×107次,两者的数值相近,因而热处理对残余应力的作用并不明显。
通过第3和第4组的试验结果对比,可得残余压应力对焊接接头疲劳寿命的影响。由于超声冲击的方式与参数相同,第3和第4组试样的焊趾形貌类似(如图8所示),即焊趾倾角与圆弧过渡半径大致相同,可认为这2组试样的应力集中程度相近。低温热处理只改变试样表面的应力状态,不改变冲击后晶粒组织的大小。由表2可知,这2组试样热处理前后的残余压应力下降明显;由图7可知,平均疲劳寿命降幅达13%,说明残余压应力对焊接接头疲劳寿命的贡献为13%,残余压应力对试样疲劳寿命的增益作用并不显著。
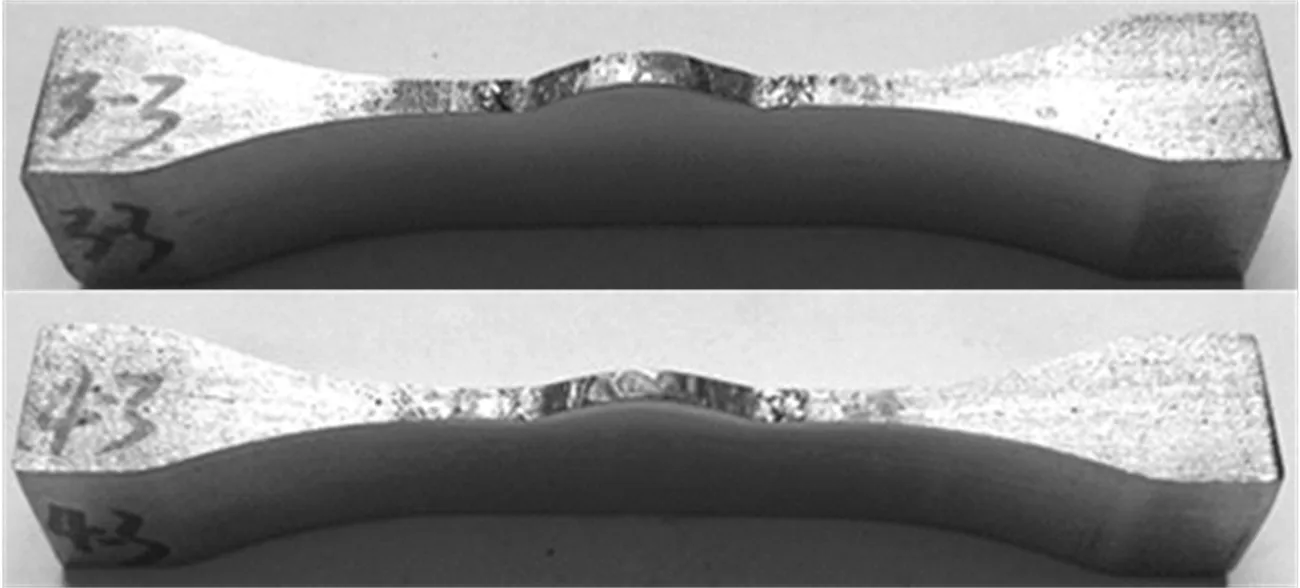
图8 第3和第4组试样的形貌对比
2)晶粒细化的影响
通过第7组和第8组的试验结果对比,可得晶粒细化对焊接接头疲劳寿命的影响。如图9(a)所示,第7组为冲击态试样,第8组为焊接试样,都进行了低温热处理,2组试样具有相近的焊趾倾角和圆弧过渡半径,焊趾区的应力集中系数相近。但是由图7可知,相比于第8组,第7组的平均疲劳寿命提高了42.4%,这归功于焊趾表层晶粒细化的作用。
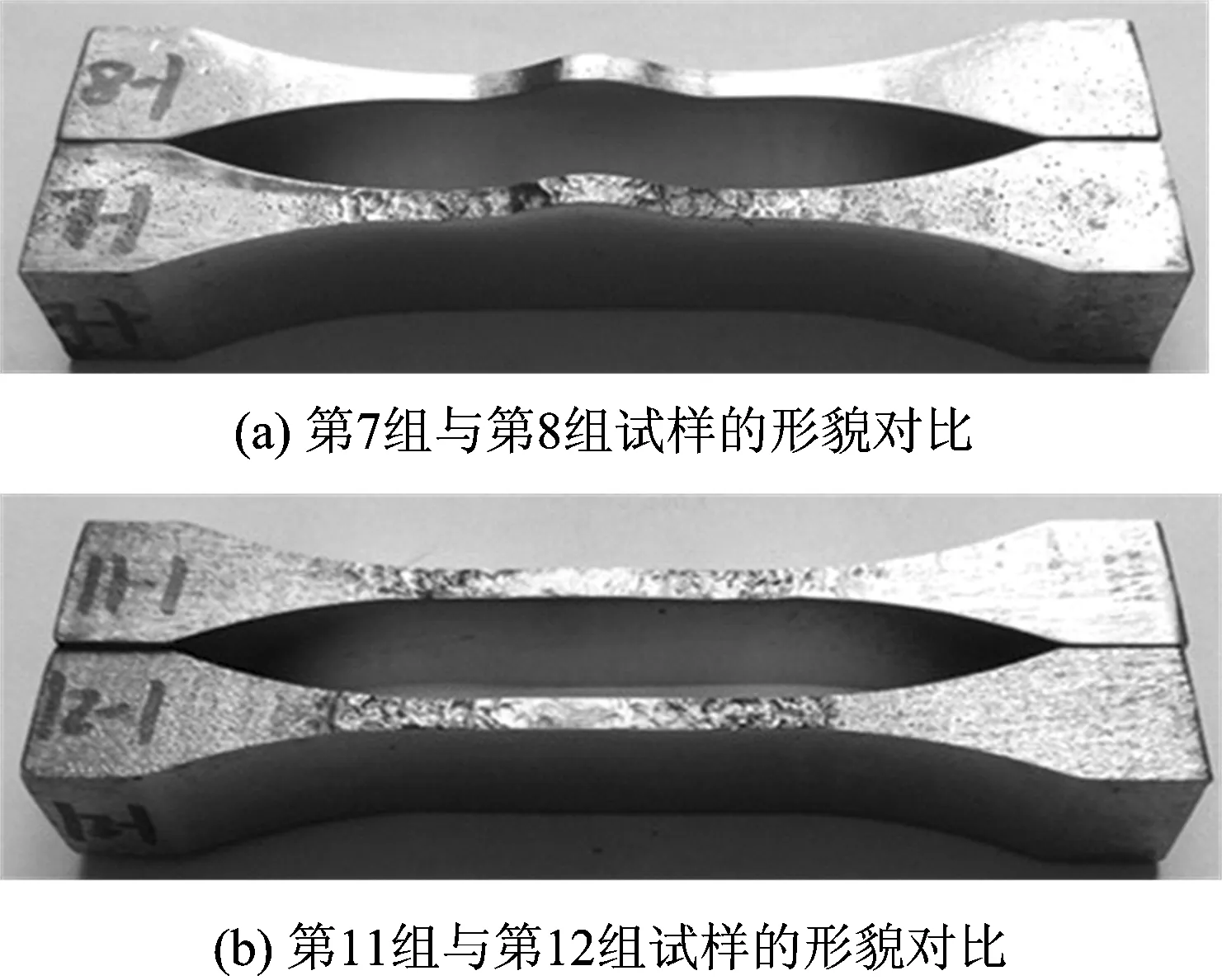
图9 各组试样的形貌对比
通过第11组和第12组的试验结果对比,可得晶粒不同细化程度对焊接接头疲劳寿命的影响。如图9(b)所示,第11组和第12组分别为冲击20和15 min的冲击态试样,低温热处理后这2组试样焊趾区的残余压应力均较小(见表2),可忽略它对疲劳寿命的影响。而由图7可知,相比第12组,第11组的平均疲劳寿命提高了142.9%,说明该组的超声冲击参数更佳,即20 min冲击时间下的表层塑性变形更强烈,晶粒细化的程度越高,大量的晶界和高密度位错有效地抑制了疲劳裂纹的萌生与扩展。
3)应力集中的影响
通过第5组和第6组的试验结果对比,可得应力集中对冲击态焊接接头疲劳寿命的影响。第5组与第6组均为冲击态试样(如图10所示),这2组试样的冲击参数(1.5 A/20 min)相同,且都进行低温热处理;区别在于第5组采用全覆盖冲击,焊趾过渡半径较大,第6组采用局部冲击,焊趾过渡半径较小。由于冲击参数相同,可认为冲击区域的晶粒细化程度相近。由表2可知,2组试样热处理后焊趾表面的残余压应力值较小,可忽略它对疲劳寿命的影响。因此2组试样的差别主要体现在焊趾处应力集中系数的不同。
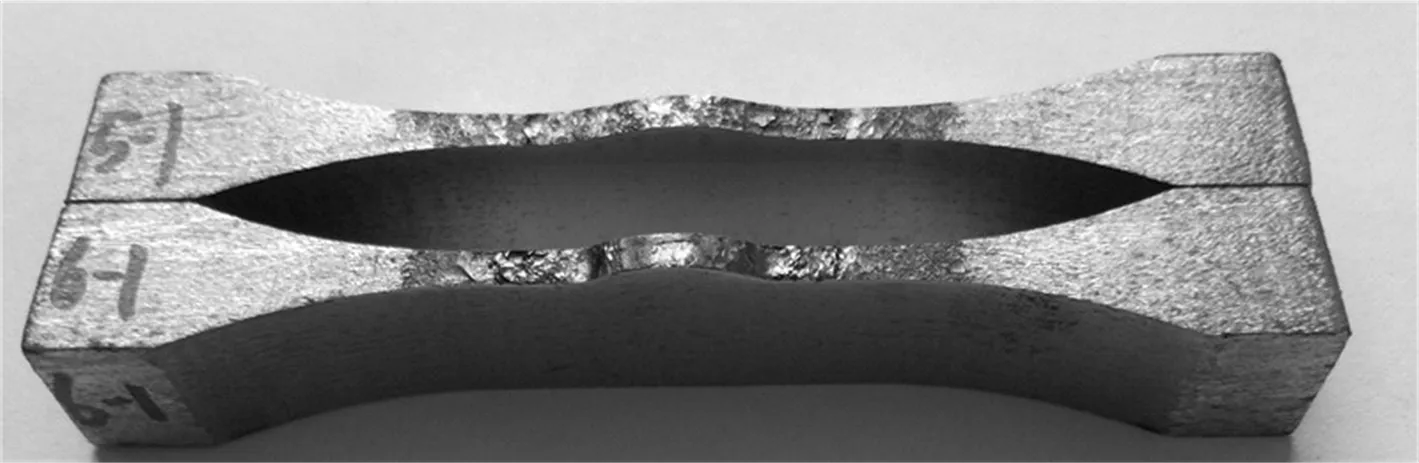
图10 第5组与第6组试样的形貌对比
由图7可知,第6组的平均疲劳寿命相比于第5组,提高了11.9%。理论上,应力集中系数更小的第5组应该具有更高的疲劳寿命,但结果恰好相反。原因可能是,此时决定焊接试样疲劳寿命的因素不再是焊趾形貌变化带来的应力集中改变,试样上其他缺陷带来的应力集中程度可能更严重。第5组试样大多断裂的在焊趾处,而第6组试样大多断裂在几何过渡处(母材)。这是因为第6组采用局部冲击,其冲击的摆动倾角较小,在相同的冲击时间里,作用在同一位置的时间更长,有利于消除焊趾处的焊接缺陷。超声冲击极大降低了第6组焊趾处的应力集中系数,此时表面上加工微痕产生的应力集中更为严重,疲劳裂纹更倾向于在加工缺陷处萌生。
通过第1组,第9组和第10组的试验结果对比,可得应力集中对焊态接头疲劳寿命的影响。对比这3组的平均疲劳寿命,说明降低焊趾处的应力集中系数,可极大地提高焊态试样的疲劳寿命。磨平焊缝余高后的焊接试样,其疲劳寿命相对于原始的焊接试样提高了86.4%,但仍然低于母材试样,因在相同载荷下母材试样未发生疲劳断裂。
4)3个因素的贡献比
应力集中、晶粒细化、残余应力3个因素对焊接接头超声疲劳寿命贡献比的分析如图11所示。

图11 3个因素贡献比的分析图
热处理后焊接试样(第2组)的平均疲劳寿命为0.21×107次,其经超声冲击后(第3组)的平均疲劳寿命为7.86×107次,再经热处理后 (第4组)的平均疲劳寿命为6.84×107次。由图11(a)可见:由这3组试验结果相互对比,可得残余压应力的引入提高了焊接接头约13%的疲劳寿命,剩余约87%的贡献值由应力集中改善和晶粒细化的综合作用提供。
热处理后焊接试样(第2组)的平均疲劳寿命为0.21×107次,其经热处理和超声冲击后(第7组)的平均疲劳寿命为2.35×107次,经线切割和热处理的第8组具有与第7组相同的焊趾倾角及过渡半径,其平均疲劳寿命为1.65×107次。图11(b)可见:由这3组试验结果相互对比可得,在排除残余应力作用的情况下,应力集中的改善可提高焊接接头约68%的疲劳寿命,剩余约32%的贡献值由晶粒细化的作用提供。
综上,残余应力的引入可提高焊接接头疲劳寿命的13%左右,应力集中的改善可提高焊接接头疲劳寿命的59%左右,晶粒的细化可提高焊接接头疲劳寿命的28%左右。
2.3 断口分析
试样的疲劳裂纹源大多位于焊趾表面的缺陷处,部分冲击态试样的裂纹从材料表面的机加工微痕处萌生,少数从材料内部的缺陷处萌生。
疲劳裂纹不同的萌生位置如图12所示。由图12可见:裂纹从焊趾表面萌生,裂纹源区呈现出不同程度的腐蚀现象,裂纹的萌生和早期扩展可能受腐蚀与交变载荷的共同作用,常见于焊态试样和部分冲击态试样;裂纹从试样的表面缺陷处萌生,说明焊接试样的焊趾表面经超声冲击强化后,疲劳裂纹转而从应力集中系数更大的表面缺陷处萌生,如试样6-1和10-1。图12(d)表示疲劳裂纹从材料内部的气孔处萌生,具有典型的“鱼眼”形貌,表现为超长的疲劳寿命,如试样11-2及12-3。
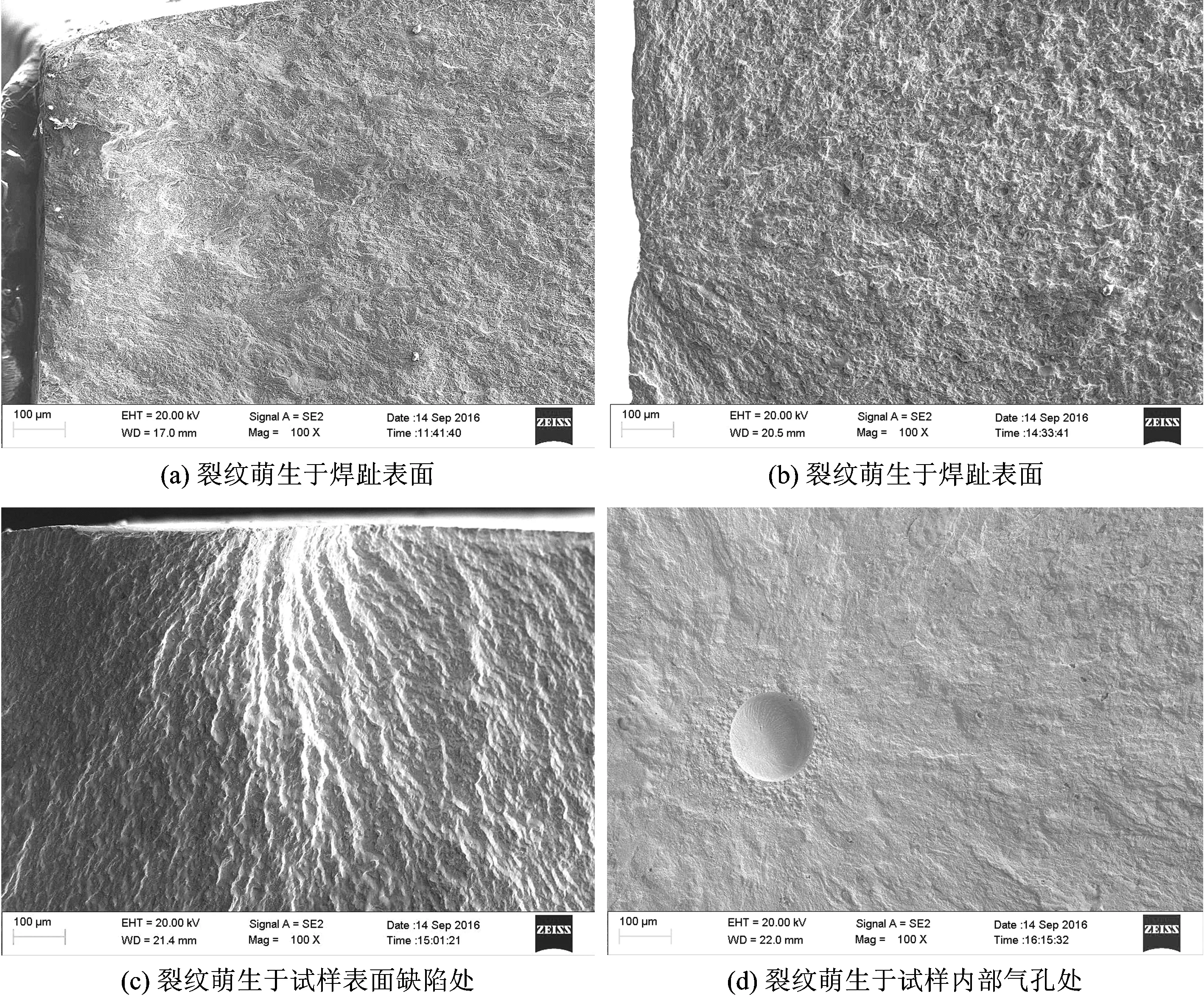
图12 疲劳裂纹的萌生位置
3 结 论
(1)经超声冲击或机械打磨后,试样的疲劳寿命均得到不同程度的提高。将焊缝余高彻底磨平对接头疲劳寿命的增益效果最为显著,相对于焊接试样,其疲劳寿命可提高86.4倍。
(2)改善应力集中、细化表层晶粒、引入残余应力对焊接接头延寿的贡献比分别约为59%,28%和13%。
(3)焊接试样及冲击态试样的疲劳裂纹大多萌生于焊趾表面,部分冲击态试样的裂纹转而从表面的机械加工的缺陷处萌生,少数试样从材料内部缺陷处萌生裂纹并扩展至失效。
[1]沈彩瑜.铁道车辆转向架构架疲劳强度研究[D]. 成都:西南交通大学,2014.
(SHEN Caiyu. Fatigue Strength Analysis of the Welded Bogie Frame for Railway Vehicle[D]. Chengdu: Southwest Jiaotong University, 2014. in Chinese)
[2]丁然. 认知不确定性下高速铁道客车转向架焊接构架疲劳可靠性研究[D]. 成都: 电子科技大学,2013.
(DING Ran. Study on Fatigue Reliability of Welded Bogie Frame for High-Speed Railway under Uncertainties[D]. Chengdu: University of Electronic Science and Technology of China, 2013. in Chinese)
[3]何柏林,张枝森,谢学涛,等.加载环境对合金超高周疲劳行为的影响[J]. 华东交通大学学报,2016, 33(5): 51-57.
(HE Bolin, ZHANG Zhisen, XIE Xuetao, et al. Influence of Loading Environment on Ultra-High-Cycle Fatigue of Alloy Material[J]. Journal of East China Jiaotong University, 2016, 33(5): 51-57. in Chinese)
[4]HONG Y S, LIU X L, LEI Z Q, et al. The Formation Mechanism of Characteristic Region at Crack Initiation for Very-High-Cycle Fatigue of High-Strength Steels[J]. International Journal of Fatigue, 2016, 89:108-118.
[5]SUN C Q, LEI Z Q, HONG Y S. Effects of Stress Ratio on Crack Growth Rate and Fatigue Strength for High Cycle and Very-High-Cycle Fatigue of Metallic Materials[J]. Mechanics of Materials, 2014, 69:227-236.
[6]CRUPI V, EPASTO G, GUGLIELMINO G, et al. Analysis of Temperature and Fracture Surface of Aisi4140 Steel in Very High Cycle Fatigue Regime[J]. Theoretical and Applied Fracture Mechanics, 2015, 80:22-30.
[7]HUI W J, ZHANG Y J, ZHAO X L. Very High Cycle Fatigue Properties of Cr-Mo Low Alloy Steel Containing V-Rich Mc Type Carbides[J]. Materials Science & Engineering A, 2016, 651:311-320.
[8]闫桂玲,王弘,康国政,等.高速列车用6065A铝合金超高周疲劳性能试验研究[J].中国铁道科学,2014,35(1):67-71.
(YAN Guiling, WANG Hong, KANG Guozheng, et al. Experimental Study on the Very High Cycle Fatigue Properties of 6065A Aluminum Alloy for High Speed Train[J]. China Railway Science, 2014,35(1):67-71. in Chinese)
[9]滕诚信,左松,赵琨,等.焊接接头表面改性的研究进展[J]. 表面技术,2014,43(4):149-157.
(TENG Chengxin, ZUO Song, ZHAO Kun, et al. Progress in Surface Modification of Welded Joints[J]. Surface Technology, 2014,43(4):149-157. in Chinese)
[10]MORDYUK B N, KARASEVSKAVA O P, PROKOPENKO G I. Structurally Induced Enhancement in Corrosion Resistance of Zr-2.5%Nb Alloy in Saline Solution by Applying Ultrasonic Impact Peening[J].Materials Science & Engineering A, 2013,559: 453-460.
[11]王东坡,龚宝明,吴世品,等.焊接接头与结构疲劳延寿技术研究进展综述[J].华东交通大学学报,2016, 33(6): 1-14.
(WANG Dongpo, GONG Baoming, WU Shipin, et al. Research Review on Fatigue Life Improvement of Welding Joint and Structure[J]. Journal of East China Jiaotong University, 2016, 33(6): 1-14. in Chinese)
[12]HE Bolin, XIONG Lei, JIANG Mingming, et al.Surface Grain Refinement Mechanism of SMA490BW Steel Cross Joints by Ultrasonic Impact Treatment[J]. International Journal of Minerals, Metallurgy and Materials, 2017,24(4):410-414.
[13]王桂阳,王海斗,张玉波,等. 超声冲击法提高焊接接头疲劳特性研究进展[J]. 材料导报 A:综述篇,2016,30(5):87-94.
(WANG Guiyang, WANG Haidou, ZHANG Yubo, et al. Development of Research in Improving Fatigue Properties of Welded Joints by Ultrasonic Impact Treatment[J]. Materials Review A: Review Articles, 2016,30(5):87-94. in Chinese)
[14]HE Bolin, YU Yingxia, YU Huanghuang, et al. Grain Refining Mechanism and Fatigue Properties of Bogie Welded Cruciform Joints Treated by Ultrasonic Impact [J]. Current Nanoscience, 2012, 8(1):17-22.
[15]HE Bolin, YU Yingxia, LIU Jing, et al. Research about the Effect of Ultrasonic Impact on the Fatigue Property of Cruciform Joint of 16MnR Steel [J]. Rare Metal Materials and Engineering, 2012, 41(Supplement 1):283-286.
[16]何柏林,于影霞,史建平,等.超声冲击对转向架用16MnR钢焊接接头疲劳性能的影响[J].中国铁道科学, 2011,32 (5):96-99.
(HE Bolin, YU Yingxia, SHI Jianping, et al. The Effect of Ultrasonic Impact on the Fatigue Properties of 16MnR Steel Welded Joint for Bogie[J]. China Railway Science, 2011,32 (5):96-99.in Chinese)
猜你喜欢
西部交通科技(2022年1期)2022-03-21
哈尔滨铁道科技(2020年4期)2020-07-22
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
航空制造技术(2020年11期)2020-07-01
制造技术与机床(2019年12期)2020-01-06
计算机辅助工程(2019年4期)2019-12-20
中国修船(2017年1期)2017-06-23
中国科技纵横(2016年6期)2016-05-14
中南大学学报(自然科学版)(2014年5期)2014-04-01