
水泥能耗标准的修订与节能降耗技术(上)
2018-04-02 05:54狄东仁陶从喜柴星腾
水泥技术 2018年1期
狄东仁,陶从喜,柴星腾
1 前言
21世纪以来,我国水泥工业持续快速发展,水泥工业产业结构调整取得了明显进展,生产技术水平有了显著进步。截至2017年上半年,全国有水泥企业3 465家,其中熟料生产企业46家,含熟料生产的水泥生产企业1 234家,水泥粉磨站企业2 173家,水泥配置站企业12家,全国熟料实际总产能20.2亿吨,水泥产能38.30亿吨。在国家的相关产业政策和国家标准GB 16780-2012《水泥单位产品能源消耗限额》的引导下,目前我国水泥工业的产业结构有了明显改善,产业集中度、能耗水平以及技术发展水平都有了明显提高。通过推广先进烧成、节能粉磨、有害气体减排及废渣综合利用等技术,水泥行业能耗水平、固体废物利用量和配置脱硫脱硝装置的生产线数量等方面有了明显进步,水泥生产的能耗与2012年标准制订时的指标相比发生了较大变化,原标准中的能耗限额指标满足不了目前水泥工业节能减排的要求。从我们长期对水泥企业运行情况的跟踪来看,虽然最近几年我国水泥企业能耗逐年降低,但是企业之间能耗水平相差较大,少数水泥企业的能耗水平达到了国际先进水平,但仍存在大量水泥企业能耗偏高,能源利用效率低,CO2、NOX及SO2、粉尘等有毒有害气体和物质超标排放的情况。
从目前水泥工业技术发展的趋势分析,国家标准GB 16780-2012《水泥单位产品能源消耗限额》已经不能适应水泥工业发展的要求,需要对标准中的部分内容进行修订。通过实施新修订的标准,淘汰一些能耗较高的水泥生产线,可全面提升生产工艺、设备和质量等方面的管理水平,促进水泥生产企业采用先进的节能降耗技术与装备,促进水泥工业的可持续发展。
下面将拟修订的水泥能耗标准的主要内容,结合目前先进的节能降耗技术作一介绍。
2 水泥能耗标准的修订
2.1 水泥工业高能耗现状
水泥行业作为传统产业,在促进经济发展的同时,也带来了高能耗、高排放的问题。2014年,我国能源消费总量为37.6亿吨标准煤,其中,建材行业总能耗为2.87亿吨标准煤,占全国能源消耗总量的7.63%;水泥行业能源消耗总量约为1.87亿吨标准煤,占全国能耗总量的4.97%,占建材行业能耗总量的65%。
2.2 水泥能耗标准修订的主要内容
国家标准GB 16780-2012《水泥单位产品能源消耗限额》(在当时国内不同规模水泥生产线的实际运行情况及对有代表性的生产线热工标定的基础上)确定了现有水泥企业水泥单位产品能耗限额限定值、新建水泥企业水泥单位产品能耗准入值和水泥企业水泥单位产品能耗先进值。具体见表1、2、3。
随着现代新型干法技术的发展,技术装备的不断创新,带来了烧成系统煤耗及电耗、粉磨系统电耗的持续降低,无论是现有水泥企业还是新建水泥生产线,其能源利用水平都有大幅提升。河南孟电两条5 500t/d生产线、泰安中联5 000t/d生产线的系统标准煤耗均在95kg/t熟料以下,有的生产线熟料电耗<45kWh/t,上述表中的相关数值均需结合目前生产线的实际情况做必要的修订。
距水泥能耗标准GB 16780-2012实施已过五年,期间存在的一些问题也很有必要做出相应的修订,以适应时代发展的要求。

表1 现有水泥企业水泥单位产品能耗限额限定值

表2 新建水泥企业水泥单位产品能耗限额准入值

表3 水泥企业水泥单位产品能耗限额先进值
3 水泥工业节能降耗技术
水泥工业生产包括石灰石等原料开采、破碎、水泥生料粉磨、水泥熟料烧成、燃料粉磨制备、水泥粉磨及水泥成品出厂等一系列生产过程,经历了从能耗高的湿法制造工艺到目前能耗较低的新型干法制造工艺的发展历程。所谓新型干法水泥技术,是指以悬浮预热和预分解技术为核心,利用现代流体力学、燃烧动力学、热工学、计算流体力学、粉体工学等现代科学理论和技术,并采用计算机及其网络化信息技术进行水泥工业生产的综合技术。该生产技术的优点是高效、优质、节能、节约资源,符合环保和可持续发展的要求。
水泥熟料烧成系统和粉磨系统是新型干法水泥生产的核心环节,该过程消耗的能量占水泥生产总能量的97%,提高该过程能量利用率至关重要,也是水泥行业节能降耗的核心。降低水泥生产的能耗,主要是减少烧成系统及粉磨系统的能耗,相应的节能降耗技术为水泥生产能耗标准《水泥单位产品能源消耗限额》的修订提供了很好的技术支撑。下面介绍水泥烧成系统及粉磨系统主要的节能降耗技术。
3.1 烧成系统节能降耗技术
水泥熟料烧成系统包括窑尾预分解系统、回转窑系统、熟料冷却系统及煤粉燃烧系统,主要的能耗是燃料及电能的消耗。以5 500t/d规模的生产线为例,常规的五级预热器系统烧成热耗一般为2 884~3 260kJ/kg熟料,电耗为18~30kWh/t熟料,按照GB 16780-2012《水泥单位产品能源消耗限额》的要求,烧成系统节能降耗的重点是降低系统的燃料消耗。
3.1.1新型高效低氮的预热预分解技术
预热器系统的主要功能在于充分利用回转窑及分解炉排出的炽热气流中所具有的热焓加热生料,使生料预热及部分分解,然后进入分解炉或回转窑继续加热分解,完成熟料烧成任务。因此它必须具备使气固两相充分混合均布、迅速换热、高效分离等功能。系统中连接管道的设计应以保证换热时间和空间,并使物料良好均匀分布为重点;旋风筒的主要功能是使气固分离,分离效率的高低直接关系到系统的热效率,因此系统设计的着眼点首先是高效,以降低系统热耗和无用循环,同时降低压损,节省系统能耗。分解炉是预分解系统的核心,直接影响回转窑的产质量。分解炉内主要完成燃料燃烧、碳酸盐分解、气固两相的输送、混合(分散)、换热、传质等一系列过程,并且伴有物料浓度、颗粒粒径的变化以及气体流量、成分和温度场的变化。
天津水泥工业设计研究院有限公司以现代流体力学、燃料燃烧学和气固两相流原理为基础,通过分析高效低氮预热预分解系统单体设备原理,提出了单体设备结构的构想,并在此基础上进行了冷热态试验研究及计算机反求计算(或仿真),对分解炉内的反应过程进行了多因素相关分析,在国内首次提出了原燃料特性与预热预分解系统技术参数间的相关性关系,开发出了结构简单适应于不同原燃料的喷腾型高效分解炉。针对目前预分解系统的特点,开发出结构简单的大蜗壳旋风筒、悬挂分片式的耐热钢内筒、滚动轴承结构的锁风阀和箱式结构的撒料盒等新型结构预热器系统设备。
预热器系统的开发主要考虑提高其换热效果,降低系统阻力;分解炉的开发主要考虑对煤质的适应性,要充分考虑分解炉对各种煤质燃烧特性的适应,协同考虑对各种废弃物处置的适应性。另外还必须考虑自脱硝功能,即通过三次风及燃料的分级最大限度地降低系统NOx的排放浓度。
通过理论研究、大量试验及工程实践的优化,采用分离效率高、阻力低、结构型式合理的大蜗壳型式的旋风筒,能有效提高预热器系统换热效果并降低系统阻力。为了进一步提高预热器换热效率,降低预热器出口温度,天津院推荐采用六级预热器系统,可使其出口温度由常规五级预热器系统的320℃降至260℃以下,而系统阻力处在5 200Pa以下,达到甚至低于常规五级预热器系统。通过数值模拟CFD的研究进一步优化旋风筒预热器系统(图1),从而实现预热器系统的高效低阻。
同样,天津院也采用CFD仿真研究分解炉(图2),不断优化其结构型式,使其既能满足煤粉燃烧及生料分解的需求,实现50%以上的自脱硝效率,又能适应废弃物处置的要求。
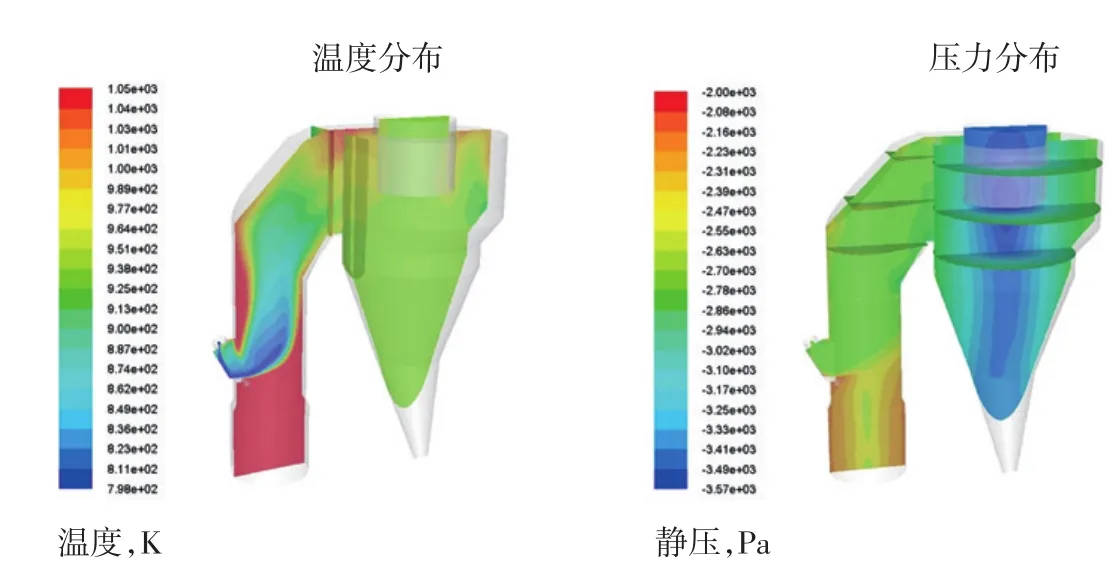
图1 旋风筒的数值模拟研究
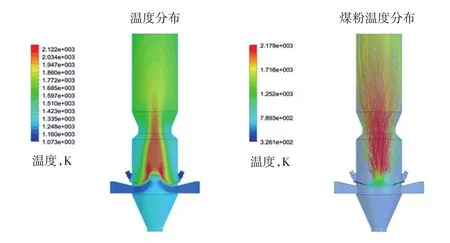
图2 分解炉CFD模拟温度及速度分布
3.1.2强化煅烧的两支承短回转窑技术
预分解技术的发展进步为回转窑提供了很好的预烧条件,新型高效篦冷机及高效燃烧器的应用为回转窑的煅烧提供了保证。采用长径比L/D<12.5的两档短窑,理论上完全能满足水泥熟料煅烧的产质量要求,且两档短窑的一个显著特点是节能,相同规格窑的散热损失相差约20.9kJ/kg熟料,此外还具有装备、土建费用低等一系列优点。
两档短窑主要有以下优点:
(1)能耗降低。研究表明,在CaCO3分解过程中形成的新生态CaO,具有很高的活化能和很强的反应性。在两档窑中,物料在过渡带仅停留5~6min即进入烧成带,新生态的CaO反应活性得到了充分而及时的利用,可以降低烧成温度,减少废气的热损失,降低热耗。在这种情况下所形成的熟料矿物结粒好,多呈微晶和微孔结构,不仅可以提高熟料28d强度,而且易磨性获得改善,降低了水泥的粉磨电耗。此外,窑体长度减小,筒体的散热损失随之减少,以5 500t/d的φ5m×60m两档窑和φ 4.8m×72m三档窑比较,两档窑的表面散热损失可降低~20.9kJ/kg熟料。
(2)熟料质量提高。在主要矿物C3S稳定形成之前,物料在过渡带停留时间越长,C2S矿物生长越多,但剩余的fCaO就有机会再结晶而使其结粒增大、活性降低。C3S形成过程为固液相反应,其形成速率即烧成时间取决于CaO的粒度和活性。CaO晶粒越小、活性越强,则越有利于C3S的形成,熟料28d强度越高。此外,升温速率越快,CaO的吸收速率也越快,越有利于C3S的形成。两档窑内的煅烧情况满足上述要求。因此,理论上两档短窑所生产的熟料质量较好。
(3)砖耗显著降低。由于烧成带温度可以降低,窑内气体速率亦随之降低,不仅传热得到改善,而且可减少熟料粉尘的再循环,加之机械方面的有利因素,耐火砖寿命大大提高,砖耗显著降低。对一般预分解窑,砖耗的国际先进指标为0.5~0.6kg/t熟料,而两档窑可降到 0.15~0.2kg/t熟料,降低约60%。
(4)设备可靠性提高,避免了机件超负荷。由三档支承改为两档支承后,结构由“静不定”变成“静定”系统。这样,无论基础下沉或窑筒体变形和弯曲等,都不会引起筒体、托轮、轮带和传动机构等机件超负荷,也不会造成托轮与轮带的不均匀接触和各档及每个支承两侧托轮受力的不均衡,从而避免了筒体断裂、托轮断轴、轴承超温和烧瓦、托轮与轮带过快和不均匀磨损、烧毁传动电动机、主减速器的异常损坏等机械事故发生,大大提高了可靠性。
3.1.3新型低一次风量低NOx燃烧器技术
天津院有限公司通过大量的工程实践、试验及数值模拟研究,提出了新型大推力的低一次风量低NOX煤粉燃烧器,其主要特点是推力大,可达1 500m/s.%以上,对各种煤质的适应性好,有利于各种劣质燃料的使用;另一显著特点是一次风用量少,净风比例为8%,较老燃烧器减小3.5%~6.5%,相应系统热耗可降低19.0~35.3kJ/kg熟料。我们利用CFD仿真模拟研究,不断优化改进燃烧器的结构型式(图3),针对不同煤质燃烧特性,开发了更加适应工况、系统能耗更低的燃烧器,。
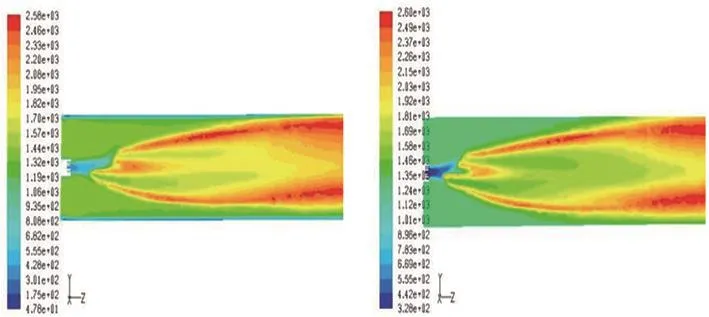
图3 燃烧器的CFD优化研究
3.1.4带中置辊式破碎机的第四代行进式篦式冷却机技术
篦冷机是水泥制造工业的重要设备,其主要功能是冷却高温熟料、回收热量和输送熟料,篦冷机的发展经历了第一代的大风室通风、第二代的小风室通风、第三代的充气梁供风及第四代的纵向单元通风的历程。目前大量应用的第三代充气梁篦式冷却机存在着设备故障率高、结构复杂、系统运行阻力高、篦床占用空间高度大、冷却风难于控制等缺点,鉴于此,天津院有限公司从减少篦冷机故障率、提高运转率、提高热回收率、简化装备结构、降低装备高度等方面进行了深入研究和模拟试验,推出了第四代行进式篦式冷却机。该设备采用模块化设计,具有依料床变化自动稳定冷却风量、无漏料等特点,应用了空气流量控制TC阀、特殊四联杆机构、拖轮传动支撑系统等多项专利技术,采用国际先进的Walking floor行进式原理,通过一系列优化设计,真正实现了篦冷机的高效、低故障率。
目前第四代篦冷机的热回收效率>75%,较目前实际运行的第三代篦冷机节省61.9~92.8kJ/kg的热耗。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
建材发展导向(2022年1期)2022-03-08
一重技术(2021年5期)2022-01-18
水泥技术(2021年6期)2021-12-31
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年24期)2021-02-12
江西建材(2020年12期)2020-02-15
水泥工程(2020年2期)2020-01-04
重型机械(2019年3期)2019-08-27
中国资源综合利用(2017年1期)2018-01-22
