
喷气织机控制稀密路疵点的有效措施
2018-03-28 01:13赵双军
纺织科技进展 2018年3期
赵双军,高 强
喷气织机控制稀密路疵点可通过“五步法”开展工作,以进行有效控制。第一步是合理设置喷气织机的基本电脑参数,第二步调校织机的工艺基准,第三步采集停车的样布,第四步调整喷气织机的电脑参数,第五步调整喷气织机的工艺参数。
1 合理设置喷气织机的正常电脑参数
起动角度设定为300°,经纱采用三角形(△)起动方式,纬纱采用星形(Y)起动方式,高速起动方式设定为自动;送经量补正量设定为±0 mm,织口调整移动量设定为±0 mm,KB(逆转)方式设定为自动。
2 合理设置织机的工艺基准
设置后罗拉与停经架高度、综框高度、开口尺寸、开口闭合定时、平稳定时、平稳量、经纱张力及织口高度等织机工艺参数,设定至适合于织物类型的基本数值[1]。
3 采集停车档的样布
在停止织机运转并再起动后进行,把停车0、5、10 min后的样布,按照经、纬的不同分别采集2次以上,并调查停车档的发生率及其随时间长短的变化情况。如果没有发现停车档,则可停止本调整。
4 调整喷气织机的电脑参数
织机停止5 min以内产生稀密路疵点时,发现密路疵点时选择星形(Y)起动方式;增大三角形起动开始角到300°以上,但不能大于350°;减小三角形运转时间到小于基本设定时间,但不得小于100 ms;织口调整量的设定输入正值,起动后到达KB(逆转)时间设定为80 ms,根据密路疵点状况不断增大KB(逆转)开始时间。
出现稀路疵点时选择三角形(△)起动方式;减小三角形(△)起动开始角到300°以下,但不能小于180°;增加三角形运转时间大于基本设定时间,但不得大于300 ms;织口调整量的设定输入负值;起动后到达KB(逆转)时间设定为80 ms,根据稀路疵点状况不断减少KB(逆转)开始时间。
根据稀密路疵点的状况,补正量(送经和织口)设定值与KB(逆转))设定值具体见表1。
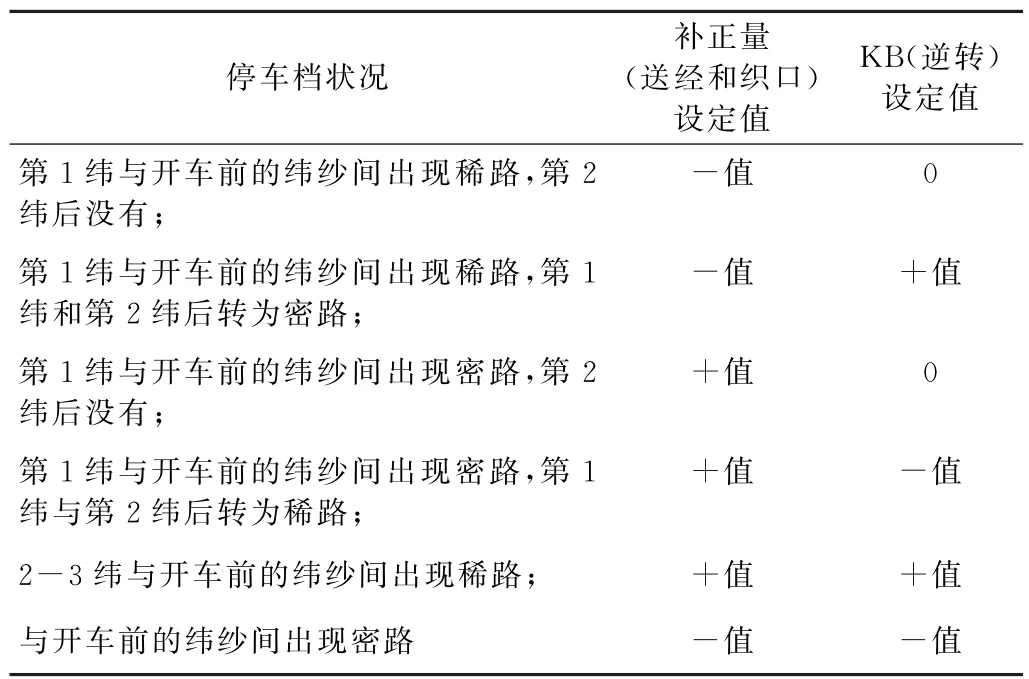
表1 根据停车档状况设置补正量与KB(逆转)量
5 调整喷气织机的工艺参数
在补正量(送经和织口)设定值、KB(逆转)设定值、织口调整量的设定值达到最高值,边撑及织物中央部位的稀密路疵点出现有所不同且差别相当大时,减少补正量(送经和织口)设定值,调整拉刀尺寸,后梁位置,送经量,开口时间、经纱张力等工艺参数来减少稀密路疵点[2]。
实践证明,喷气织机采用“五步法”能有效减少织物的稀密路疵点,提高织物质量与等级。
[1] 冯照峰,刘进秀,高运城,等.ZA209i型喷气织机稀路疵点的一种解决方法[J].棉纺织技术,2013,41(1):43.
[2] 李爱国.减少涤纶稀薄织物织疵的技术措施[J].棉纺织技术,2013,41(12):23.
猜你喜欢
晚晴(2022年2期)2022-06-01
纺织科技进展(2021年3期)2021-06-09
电子技术与软件工程(2019年22期)2020-01-16
四川蚕业(2018年3期)2018-11-19
国际木业(2018年3期)2018-09-10
现代工业经济和信息化(2016年12期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26
化纤与纺织技术(2015年1期)2015-12-26
西安工程大学学报(2014年2期)2014-02-28
科技传播(2013年22期)2013-10-17
