
城市轨道交通车辆高强钢焊接用焊丝的选择
2018-03-24 03:31李军
城市轨道交通研究 2018年2期
李 军
(中车长春轨道客车股份有限公司工程技术部,130062,长春∥工程师)
城市轨道交通车辆的车体结构强度等力学性能是车辆安全运行的关键因素之一。为了既达到强度要求,又能够最大程度地减少车体质量,在车体结构设计中低合金高强钢正在被推广使用。近期,我国某型出口地铁车辆为满足强度要求,采用了高强度结构用调质钢Q690D作为枕梁及牵引梁等部位的零部件制造材料。针对这种材料的使用,焊接材料的选用及焊接工艺的确定也被提上日程。
本文根据母材的成分及性能,初步确定匹配的焊丝后,按照EN 15085焊接体系标准进行了工艺评定试验,验证了所选焊丝的可行性并确定了相关焊接工艺。
1 焊丝选择
1.1 母材性能参数
调质钢Q690D执行的标准为GB/T 16270—2009[1],板厚50 mm以下的材料,其化学成分如下:C:0.20%;Si:0.80%;Mn:1.80%;P:0.025%;S:0.015%;Cu:0.50% ;Cr:1.50% ;Ni:2.00% ;Mo:0.70% ;B:0.005%;V:0.12%;Nb:0.06%;Ti:0.05%;CEV:0.65%。力学性能如下:屈服强度≥690 MPa;抗拉强度770~940 MPa。
1.2 焊接填充材料的选择
焊接填充材料的选择标准为:焊接连接性能必须符合母材的最低要求,焊接接头必须满足与母材的等强性要求。
1.3 焊丝性能与母材匹配
选用焊丝型号为ER110S-G,适用标准为AWS A5.28/AWS A5.28M—2005。焊丝化学成分如下:C:0.09%;Mn:1.40% ~ 1.80%;Si:0.20% ~ 0.55%;P:0.01%;S:0.01%;Ni:1.00% ~ 2.00%;Cr:0.50%;Mo:0.25% ~ 0.55% ;V:0.04% ;Ti:0.1% ;Zr:0.1% ;Al:0.1%;Cu:0.25%。熔敷金属的力学性能为:屈服强度≥680 MPa;抗拉强度≥760 MPa。从焊丝的化学成分及熔敷金属的力学性能可以看出,与母材成分及力学性能基本匹配。
2 EN15085标准中的焊接工艺评定要求
2.1 工艺评定试验料件形式确定
2.1.1设计结构中的组合形式
对接的板厚范围为4~16 mm;角接的板厚范围为4~14 mm。
2.1.2对接及角接评定试验组合
根据ISO 15614标准规定,对接评定试件厚度在3~12 mm之间时,多焊道情况下评定试验的覆盖范围为2~3倍板厚;交接评定试件厚度在3~30 mm之间时,评定试验的覆盖范围为0.5~2.0倍板厚。
按照ISO 15614标准规定,选择8 mm板厚进行对接和角接试验的结果可以覆盖全部的设计板厚。
2.2 工艺评定试验内容
按照标准ISO 15614规定,对接焊缝的焊接接头与角接焊缝的焊接接头需要分别作以下试验和检查(见图 1)。
(1)按照标准对接接头的试验和检验内容包括:外观检查、表面裂纹检查、横向拉伸试验(2个试样)、横向弯曲试验(4个试样)、硬度试验、低倍宏观金相检查(1个试样)。
(2)按照标准角接接头的试验和检验内容包括:外观检查、表面裂纹检查、硬度试验、低倍宏观金相检查(2个试样)。
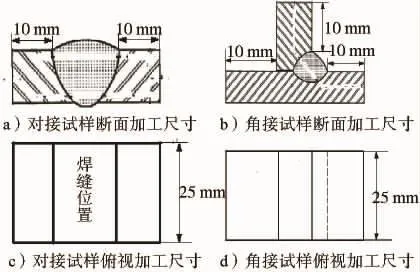
图1 焊接工艺评定试验试样加工示意图
3 工艺评定试验情况
3.1 对接试验
3.1.1试板形式
试板尺寸为8 mm×150 mm×350 mm,1 mm钝边,30°倒角。焊接时留2~3 mm间隙,焊道位置单侧60°V型坡口。(见图2)。
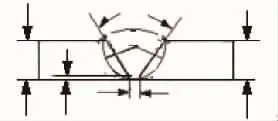
图2 焊接工艺评定试验用试板形式
3.1.2焊接参数
第一层:电流120 A;电压18 V;焊接速度16 cm/min;保护气体流速16~18 L/min。
第二层:电流210 A;电压23 V;焊接速度17 m/min;保护气体流速16~18 L/min。
3.2 角接试验
3.2.1试板形式
试板尺寸为8 mm×150 mm×350 mm,1 mm钝边,30°倒角。焊接时留2~3 mm间隙,焊道位置单侧60°V型坡口。
3.2.2焊接参数
焊角尺寸6 mm;电流260 A;电压23 V;焊接速度24 cm/min;保护气体流速16~18 L/min。
3.3 试验结果
对外观及表面裂纹检查合格的试板进行其余的后续试验(见图3)。

图3 对接焊宏观试样照片
3.3.1对接试验
拉伸试验:断裂位置均在母材上,拉力值大于母材抗拉强度值。试验结果见表1。
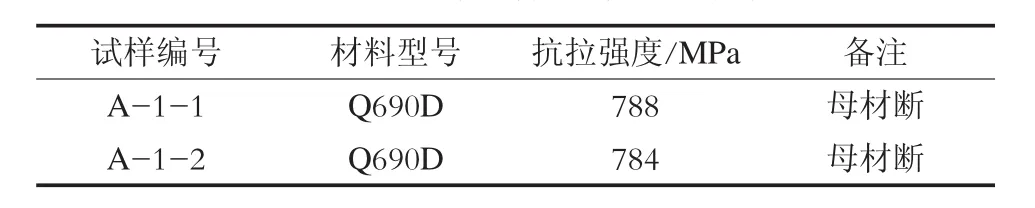
表1 对接焊试样拉伸试验结果
横向弯曲试验:按照ISO 5173标准进行弯曲试验,未出现弯曲缺陷。试验结果见表2。

表2 对接焊试样弯曲试验结果
低倍金相试验:符合标准ISO 5817中B级焊缝检验标准。硬度试验:HV硬度试验值低于450。
3.3.2角接试验
试样图片见图4和图5。低倍金相试验:符合ISO 5817中B级焊缝检验标准。硬度试验:HV硬度试验值低于450。
4 结论
(1) Q690D调质钢的焊接可以采用符合AWS A5.28/AWS A5.28M—2005标准的ER110S-G焊丝,可获得与母材等强度的焊接接头。

图4 角接宏观试样照片1
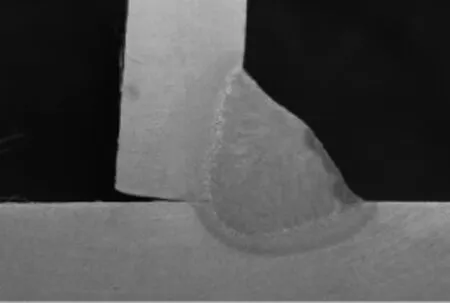
图5 角接宏观试样照片2
(2)Q690D调质钢焊接采用ER110S-G焊丝焊接时,使用的焊接保护气体可以采用85%Ar+15%CO2混合气体。
(3)Q690D调质钢的焊接接头符合母材的力学性能要求,可以满足城市轨道交通车辆车体结构的焊接要求。
[1]国家质量监督检验检疫总局.高强度结构用调质钢标准:GB/T 16270—2009[S].北京:中国标准出版社,2009.
[2]欧洲标准化委员会.轨道车辆及其焊接标准化:EN 15085—2007[S/OL].[2007-10].http:∥www1.cccar.com.cn/bzxx9/affix_foreign_bzxx/208317/EN%2015085-4-2007.pdf.
[3]张东晖,江锐锋,武永亮.铁路货车高强度耐候钢药芯焊丝性能研究[J].机车车辆工艺,2014(2):3.
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
环境工程技术学报(2022年3期)2022-06-05
理化检验(物理分册)(2022年3期)2022-03-31
能源工程(2021年1期)2021-04-13
金属加工(热加工)(2020年9期)2020-11-04
山东冶金(2019年3期)2019-07-10
压力容器(2019年1期)2019-03-05
金属加工(热加工)(2018年2期)2018-03-22
焊接(2017年5期)2017-10-23
油气田环境保护(2015年4期)2015-12-28
