
火焰切割的加强铁压弯后变形的原因分析及处理措施
2018-03-22 04:22张海燕朱家富
金属加工(热加工) 2018年2期
■ 张海燕,朱家富
我公司生产的电力变压器油箱产品,为了保证其具有一定的使用强度,需要在油箱箱壁上焊接一定数量的加强铁。加强铁以U形居多,厚度8~25mm不等。图1为变压器油箱外形,箱壁外侧焊接有U形加强铁。
U形加强铁有剪板机剪切和数控火焰切割机切割两种下料方式,在加强铁的加工过程中发现采用数控火焰切割机下料的加强铁在折弯设备上压弯后出现了不同程度的拱状变形,而剪板机剪切下料的钢板未发现这种情况,造成火焰切割下料的加强铁无法直接在油箱箱壁上进行点装、焊接。下面就U形加强铁的变形情况、产生原因及如何处理进行详 尽的介绍。

图1 焊有U形加强铁的变压器油箱
1. U形加强铁的拱状变形
变压器油箱的箱壁上焊接U形加强铁要求无间隙点装(见图2),如存在间隙最大不得超过2mm,即U形加强铁的两条腿边缘的直线度≤2mm,然后利用千斤顶顶压至无间隙后点装焊接。
而火焰切割下料的加强铁平板时无明显变形,但是利用折弯机进行压弯过程中在对加强铁压制第一道和第二道弯后均出现了不同程度的拱状变形(见图3),而且同等尺寸的加强铁厚度越薄变形越大,厚度相同腿高度越小变形也越大。拱状变形的出现造成了U形加强铁直线度超差的问题,而且大小不等,最大可达20~30mm,这样导致加强铁无法使用。
2. U形加强铁拱状变形的原因分析
经过剪切下料和火焰切割下料两种方法的对比显示,U形加强铁出现拱状变形的原因是由于前期在热切割过程中钢板内部产生了热应力,即钢板在火焰切割过程中因受热不均匀而存在着温度上的差异,各处的膨胀变形或收缩变形不一致,之间相互约束产生了内应力。由于热应力存在于切割完毕的钢板内部,且边缘热影响区产生的热应力要大于内部的热应力,也就是从边缘热影响区向中间部位应力逐渐减小,中间部位应力最小,所以边缘热影响区产生收缩变形的趋势最大。
加强铁在压弯时压制的是钢板里侧,钢板弯折位置的应力在压制过程中得以释放,而长边边缘热影响区位置的应力变化不大,压制完毕的U形加强铁有了向边缘部位收缩变形的时机,所以加强铁就出现了拱状变形。
对于两腿的高度尺寸小的加强铁压弯后变形较大,主要原因是腿高越小弯折部位越靠近钢板的长边边缘,这样此位置内部存在的应力相比里侧要大,压弯后释放的应力就大,向钢板边缘热影响区收缩变形的趋势就更大,变形也就越大。
而对于厚度薄的U形加强铁变形大的原因主要是薄钢板的刚度小,折弯后变形倾向大。
3.U形加强铁拱状变形的处理措施
根据上述U形加强铁产生拱状变形的原因分析,制定出了以下几种处理措施。
(1)利用冷加工方法去除钢板边缘切割过程中产生的热影响区,消除或降低边缘部位的热应力,即钢板两长边下料时预留加工余量,然后利用机加工设备,如刨床等,将其去除。热影响区的宽度根据切割的方法、钢板厚度等不同而有所不同,根据钢板厚度不同单边余量控制在3~6mm。
(2)利用三角形火焰加热的方法矫正加强铁拱起的部位,使拱起的部位收缩达到直线度符合要求。火焰加热前最好先给其外力将上拱位置下压至与平台贴齐,效果会更好,如图4所示。
(3)利用油压设备对其调直处理。压制时冲头与加强铁之间必须放置垫板,以防在表面压制出死弯变形影响外观质量,压制过程要慢、要稳,切记不要心急,如图5所示。

图2 箱壁与U形加强铁的无间隙点装及存在间隙时的压制

图3 U形加强铁压弯后出现的拱状变形
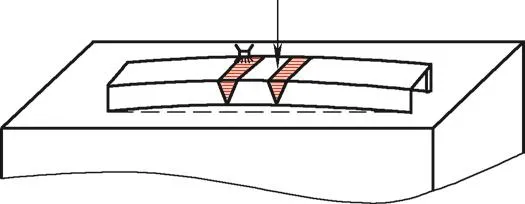
图4 火焰加热矫正变形
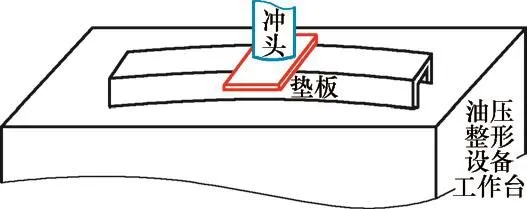
图5 油压设备调直拱形的U形加强铁
4. 结语
经数控火焰切割机切割下料的加强铁去除边缘部位热影响区的宽度后再压制U形弯,加强铁没有出现拱状变形,或拱状变形在允许的范围内。不去除热影响区的情况下,经过火焰整形或利用专用油压设备进行调直也同样能够使加强铁的直线度满足技术要求。
猜你喜欢
机电元件(2022年1期)2022-03-08
军事文摘·科学少年(2020年3期)2020-03-26
决策探索(2019年19期)2019-10-21
山东工业技术(2018年3期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
浙江大学学报(工学版)(2016年11期)2016-06-05
汽车与新动力(2013年3期)2013-03-11
