
基于USB口的雕刻机在实验室应用与实践
2018-03-21 01:39:30杨义,陈勇,杨周
实验科学与技术 2018年1期
杨 义,陈 勇,杨 周
(上海大学 机械工程与自动化学院,上海 200072)
数控技术的出现不仅给机械制造业带来了飞速发展,而且随着IT技术的不断深入,应用领域也在不断扩充,从零件的加工到设备的升级,数控技术正成为国民生产中不可缺少的一部分[1]。
为适应国际工程师认证的工程教学背景,上海大学机械自动化专业的数控技术实验课程团队对实验内容和方法进行创新实践尝试,在实验教学过程中特别强调学生综合能力的培养,以实验室一批老式的三维工作平台装置为基础,选用CNC USB controller 控制板以及制造商所提供的控制开放性软件构成开放式数控系统,设计实践出一台基于USB口的数控雕刻机实验平台,加强学生综合性和探索性研究的训练。
数控技术的发展需要大量的应用型人才,应用型人才的培养质量在较大程度上体现在数控技术理论的实际应用能力、实践动手能力和创新能力等方面,基于USB口的数控雕刻机的实践过程在一定程度上就是这种科学探究过程或科学研究过程的再现[2]。学生在实践中增强了专业兴趣,明显提高了数控技术课程的教学效果。
1 雕刻机实验平台的工作原理
基于USB接口的数控雕刻机实际上是一个多维数控系统控制一个特定的三维工作平台,其工作原理如图1所示。通过计算机内安装的专用的CAM软件,如MASTERCAM进行图像、文字的设计和排版,生成适合于CNC USB软件运行的DXF文件。将DXF工程文件导入后,根据模型进行相关配置与调整,试运行生成刀具路径数据,接下来通过USB接口将刀具路径数据传输给CNC USB controller控制卡,数控系统接收刀具路径,完成显示和用户交互等一系列功能后,用特定的算法将输入的路径信息转化为数控信息,控制卡把这些信息转化为驱动步进电机所需的脉冲串,控制雕刻机X.Y.Z三轴的运行,当X.Y.Z三轴的运行到达指定位置时,限位开关断开,电机停止转动。同时,电主轴按照设定的转速进行铣削,即可雕刻出在计算机上设计的各种平面或立体的图形文字,实现雕刻自动化加工[3-4]。
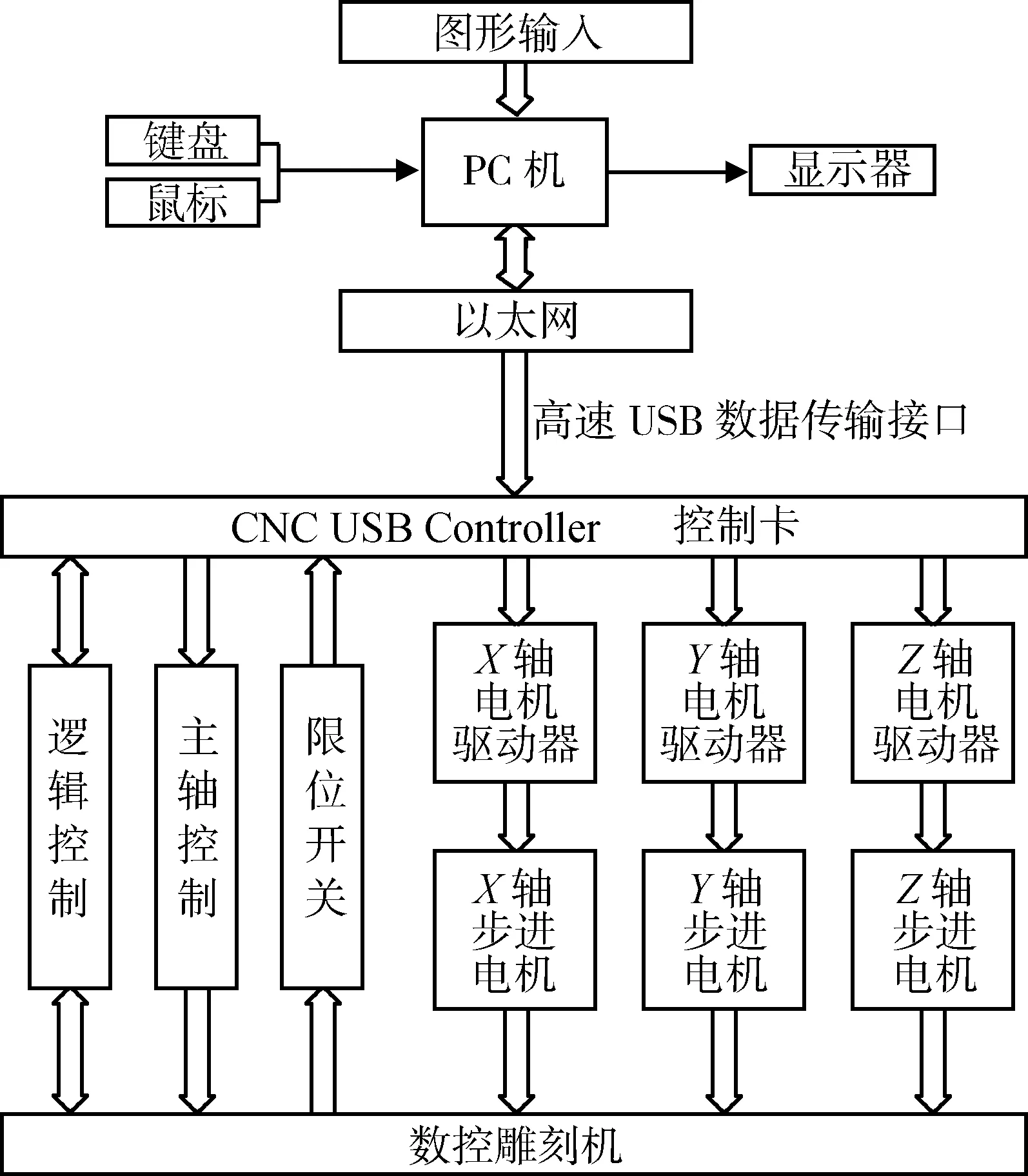
图1 数控雕刻机的原理图
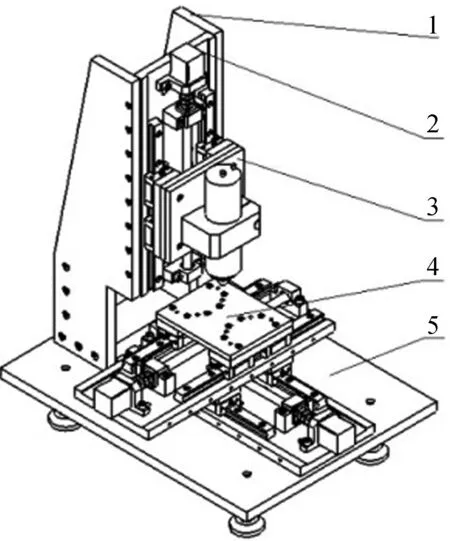
1-立座;2-Z轴工作台;3-电主轴组件;4-十字工作台;5-雕刻机底板。
图2 雕刻机的整机示意图
2 平台关键结构与系统的设计
2.1 机械结构设计
为了方便加工各种曲面以及提高加工效率,机械结构的布局方案选择的是床身式立式铣床结构,整体结构上工作台只能在X轴和Y轴两个方向上移动(实现加工长度和宽度),主轴安装在Z轴上,可实现上下移动(完成加工深度)。主轴由内装式电动机直接驱动,以实现主轴运动的“零传动”[5]。传动副采用丝杆螺母传动副,电机使用步进电机,电机与丝杆之间的连接采用伺服联轴器-多缝型螺旋切缝联轴器。导轨的主要功能是导向和承载作用,采用滚珠直线导轨,导向精度高,可满足定位精度的要求。完成整个零部件选型后,可以对相关零件进行数字化设计,主要有立座、二维十字工作台以及整体设计,最后用三维软件对整个实验平台进行了组装,整机示意如图2所示。
2.2 关键设计参数与计算
根据实现雕刻机的基本要求,实验平台的基本参数如下。
1)最大进给速度:Vf=240 mm/min;
2)各轴向总行程
X:150 mm,Y:150 mm,Z:100 mm;
4)定位精度:±25 μm;
5)脉冲当量:0.01 mm。
由于雕刻机实验平台的加工对象主要为铝合金材料,拟采取了硬质合金直柄立铣刀d0=3 mm,z=2,查阅《机械加工工艺手册》可知:
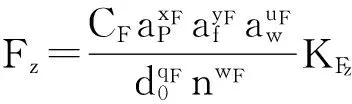
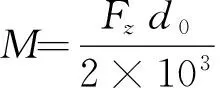
Kzf是铣削条件改变时铣削力的修正系数,此刻为1。aP为平均铣削量。主轴最高转速n=1500 r/min,带入相关参数,对刀具的铣削力、铣削扭矩、铣削功率进行计算。可以得到如表1所示结果。
根据表中的数据可以选取电机的型号为森创42-BYG250C,洛阳诚晟电主轴 XD62Z45-0.5和相关配件的型号。
表1铣削力、扭矩和功率的计算
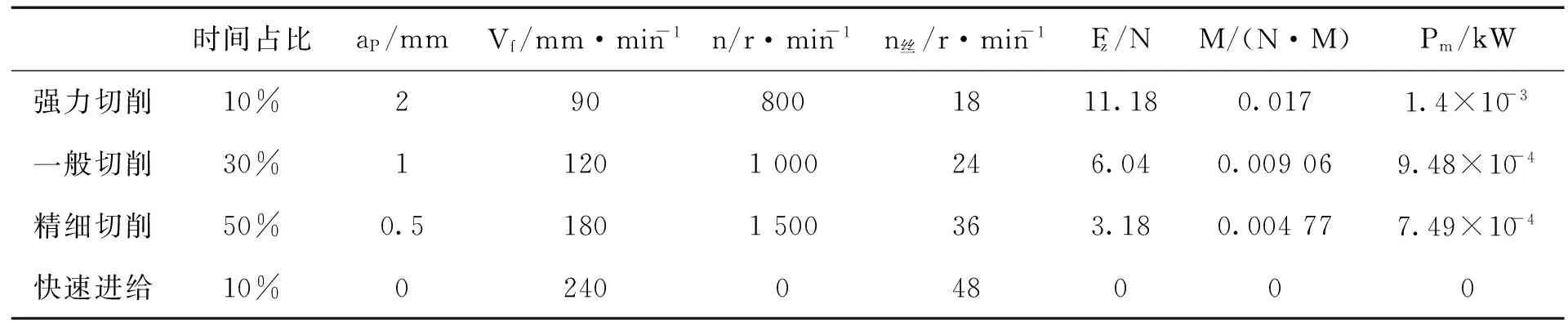
时间占比aP/mmVf/mm·min-1n/r·min-1n丝/r·min-1Fz/NM/(N·M)Pm/kW强力切削10%2908001811.180.0171.4×10-3一般切削30%11201000246.040.009069.48×10-4精细切削50%0.51801500363.180.004777.49×10-4快速进给10%0240048000
2.3 控制系统设计
控制系统的硬件部分主要包括PC机、运动控制卡CNC USB Controller、步进驱动器、反馈装置和电动机。硬件结构上利用PC机作为主体,将控制卡通过以太网高速USB接口和PC机通信,控制器自身还提供了如直线插补、圆弧插补等典型的插补算法;步进驱动器则根据运动控制器提供的信号驱动电机按照预定的方向和速度转动。
本系统属于多主结构的数控系统,PC机和运动控制器两者之间资源实现共享,非实时性任务分别有PC机和运动控制器分别完成。CNC USB controller运动控制卡是介于电脑和电机驱动器之间的设备,使用电脑的USB端口,利用USB CNC软件平台,不需要任何附加软件。运动控制器是数控系统实现速度和位置的关键硬件,选用一个四轴的运动控制卡,控制卡的外观与控制模块如图3所示。
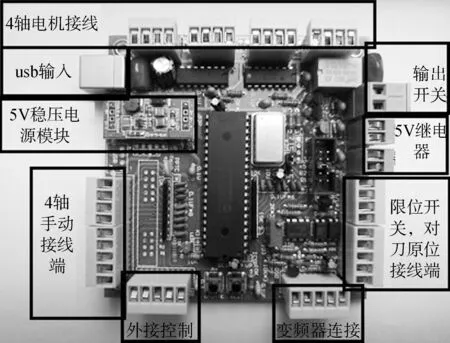
图3 CNC USB controller控制卡示意图
伺服系统结构采用步进开环结构,开环是最为简单的伺服系统结构,只需要通过控制指令脉冲的数量、频率以及通电顺序即可达到控制执行部件运动的位移、速度以及运动方向的目的,步进电机的控制方式如图4所示[7]。控制卡接收到限位开关发出的工作台到达信号,通过内部控制电路的作用,对步进电机驱动器发出停止命令,即相应电机停止转动[8-12]。
3 实验平台的调试与模拟仿真
数控系统软件是人机交互的平台,用户通过此平台发送控制指令,从而驱动数控系统中的伺服系统按照预期的运动方式完成加工任务。同时用户也可以及时地通过此平台了解数控系统的整体运行状态,实时地加以调整。而与运动控制卡相匹配的USB CNC软件足以胜任此项工作。
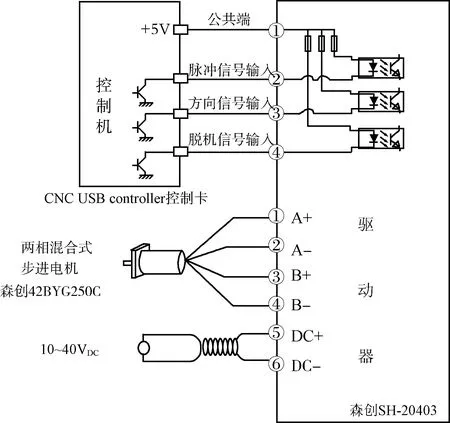
图4 驱动器与控制卡和步进电机接线图
如图5所示标号的意义依次为:
A区域是“工具条”;
B区域是“常用定位工具条”;
C区域是Position“位置操作板”;
D区域是“加工代码图示窗”;
E区域是“G-code代码窗”;
F区域即为“手动G代码输入窗”。
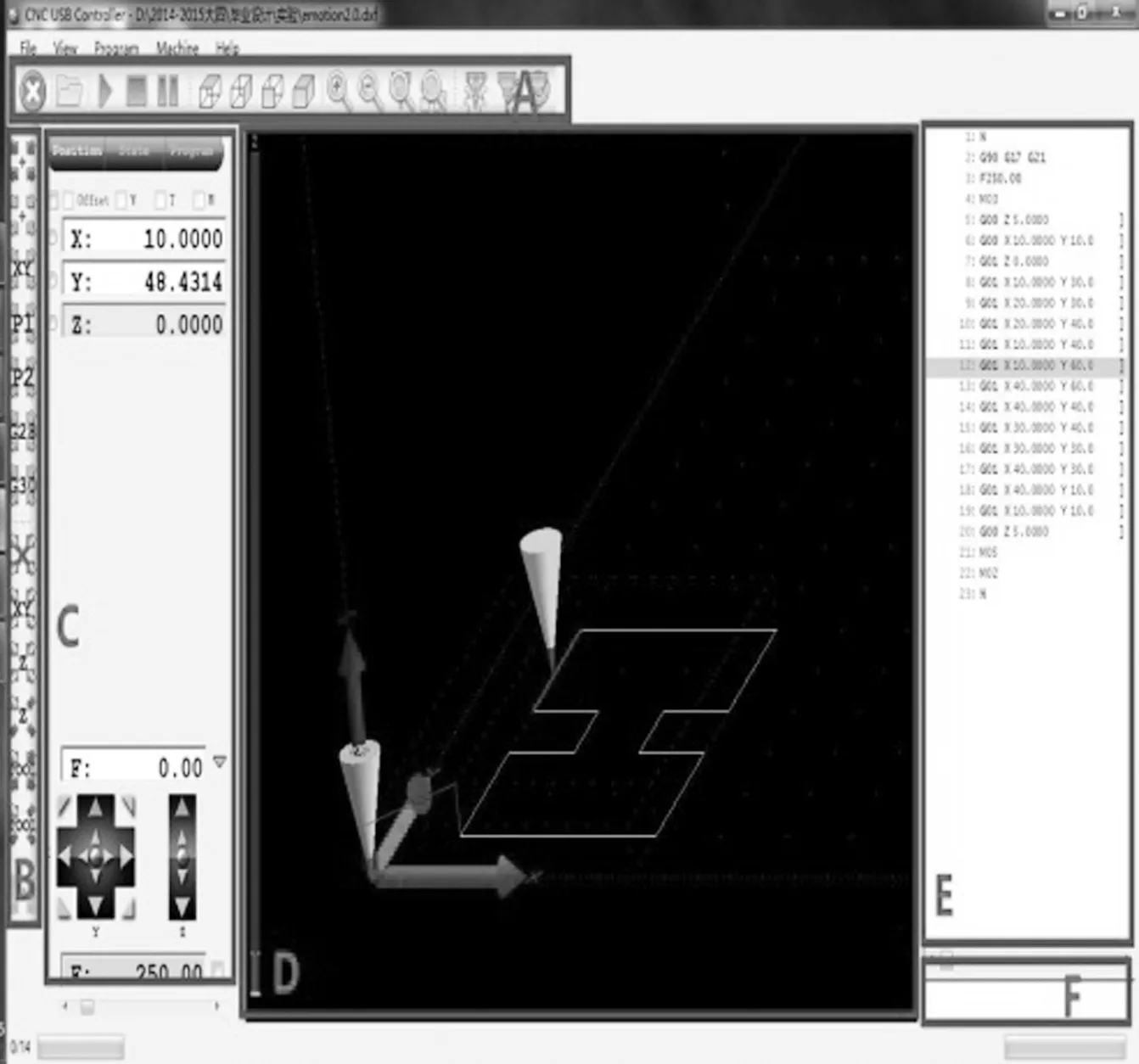
图5 CNC USB软件主界面
实验平台的调试主要就是相关参数的设置,根据前文计算结果选取合理的参数,重要的参数设置有如下3个方面。
1)脉冲数的设置。
对于系统脉冲数设置,脉冲数(步数/毫米)在此处的大小即表示机床平台移动1 mm所需要的脉冲数。对于步距角为1.8°的步进电机,根据计算公式:
(200/螺距)×细分数=步数/毫米
X轴和Y轴方向上移动速度可以相对Z轴向较快,所以选择细分数为32的驱动器,因丝杆螺距为5 mm,可以计算得到1 280。即设置脉冲数为1 280。Z轴方向为垂直刀具深入部分,所以速度要稍微慢一点,设置为8细分,计算结果为320,故设置为320。
2)速度与加速度的设置。
如图6所示可以看出,还需要根据数控雕刻机的性能进行设置初始速度、最大速度和加速度。初始速度X/Y轴设置为40 mm/min,Z轴的速度要小,因为考虑到Z轴处于垂直状态,驱动速度过大会造成初始扭矩过大损失器材。最大速度是根据前文的计算结果设定为240 mm/min。
加速度的设置存在一定要求,一般情况下数控铣床设置应不大于300,雕刻机不大于1 000。而加速度设置过高虽然可以使机器运行G码效率变高,但是如果高加速带来的机械冲击力大于机器结构强度,会引起震动大、噪声增加、运行不平稳、影响丝杆和联轴器使用寿命等一系列问题。所以考虑到此处设计的数控雕刻机是实验操作平台,将加速度设置为30,虽然运行G码效率降低,但是可以使机器运行平稳。
3)刀具的参数设置。
添加刀具的型号为立式铣刀,直径为3 mm。本装置只添加了一把刀具,实际数控雕刻机的应用可以配备一个刀具库,用来添加各刀具具体参数和名称。本装置因为没有配备刀具库,所以设置刀具参数为模拟,设置换刀位置为G28,并选中暂停和保持主轴状态选项,设置后,在实验室的一台雕刻机实验平台上完成了相应的加工演示实验,如图6所示。

图6 雕刻机实验平台及实物加工演示图
4 结束语
针对学校现有的一些理论性强、课程内容较为抽象、不进行实践,不易理解的课程,需要建立“理实一体化”实验室来改变传统的满堂灌的做法,摆脱纯理论教学,激发学生的学习兴趣和积极性,使得同学们的动脑和动手能力显著增强。同时达到更新实验室设备来满足教育需求。利用PC机和CNC USB controller运动控制卡而构建的开放系统,其开放性的参数设置体系和硬件组合多元化有利于学生对数控软硬件进行个性化的设置的学习,以更加满足实验和模拟加工仿真的需求。
[1]孙华新.浅谈数控技术在机械制造中的应用[J].工程技术(全文版),2015(12):276-276.
[2]明哲.基于数控技术的机械设计制造及其自动化专业应用型本科人才培养模式的研究与实践[J].制造业自动化,2012,34(3):95-98.
[3]刘雷,刘建群.基于运动控制卡的雕刻机数控系统的研究与开发[J].组合机床与自动化加工技术,2013(9):95-98.
[4]秦忠,吕彦明,毛锐.基于运动控制卡的电路板雕刻机的开放式数控系统的研究[J].机床与液压,2009,37(6):45-47.
[5]胡文彬.床身式数控立式铣床设计[J].内江科技,2004,25(4):26-27.
[6]郭倩.数控铣床进给系统设计[J].信息技术,2012(3):187-189.
[7]刘建河.基于S7-200PLC的伺服电机开环控制技术研究[J].制造业自动化,2013(18):109-111.
[8]张翔宇, 冯锋, 程越. 简易型三维自由轨迹数控工具机的设计研究[J]. 工业设计, 2015(11):76-77.
[9]郭梅, 张立新, 黄庆林,等. 基于GTS-400运动控制卡钻铣平台结构与控制系统的设计[J]. 石河子大学学报(自科版), 2015, 33(2):252-257.
[10]樊玉亮, 张井海, 李华雷,等. 基于运动控制卡的惯性试验台控制系统设计[J]. 机械工程与自动化, 2016(4):184-184.
[11]樊凯强, 沈小林, 鲁书山. 基于运动控制卡的开放式控制系统研究[J]. 电子世界, 2016(14):89-89.
[12]王谦. 基于运动控制卡的开放式数控系统研究与开发[J]. 宿州教育学院学报, 2016, 19(2):154-156.
猜你喜欢
机电工程技术(2022年8期)2022-09-22 08:49:32
制造技术与机床(2022年6期)2022-06-13 03:19:14
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
科技视界(2017年7期)2017-07-26 15:59:57
课程教育研究·学法教法研究(2017年11期)2017-06-30 12:46:11
制造技术与机床(2017年3期)2017-06-23 08:11:44
自动化博览(2014年11期)2014-07-11 08:55:48
