
低合金钢自动回火焊接过程中热影响区组织转变
2018-03-19 09:19叶义海罗绪珍付荣真张江涛宋怡漾朱勇辉潘晓冬
电焊机 2018年1期
叶义海 ,罗绪珍 ,王 建 ,付荣真 ,张江涛 ,王 理,宋怡漾,朱勇辉,潘晓冬
(1.中国核动力研究设计院反应堆燃料及材料重点实验室,四川成都 610041;2.中核核电运行管理有限公司,浙江海盐314300)
0 前言
早期核动力装置中,主容器与管道连接的异种金属焊缝大量采用Inconel-600材料,其在一回路高纯水中对SCC的敏感性较高,随着机组运行时间的延长,在承受高温、高压、高辐照的恶劣工况环境下,根据国际应用案例,该类焊缝容易出现腐蚀泄漏。
针对Inconel-600合金材料出现腐蚀泄露的问题,一般是在失效管道焊缝上进行一定厚度和宽度的堆焊密封,形成新的压力边界,加强局部出现环形裂纹的结构,防止该处缺陷出现泄露。国外经验表明,修复堆焊层能加强焊缝结构,改善管道中的残余应力分布,并且焊后形成的压应力对应力腐蚀裂纹具有止裂作用,可缓解疲劳裂纹的萌生和扩展。由于低合金钢是易淬火钢,在维修堆焊过程中,作为焊接热影响区的低合金钢会产生不良淬火组织(如马氏体、魏氏体等),该类组织硬度高、脆性大、韧性差,需进行性能热处理予以纠正[1]。而核动力装置维修现场的空间和条件限制决定了难以进行现场热处理。回火焊道焊接技术是通过后续焊道对前焊道热影响区起到的回火作用来改善热影响区组织进而改善性能的技术[2]。回火焊道的回火效应可替代堆焊后需进行的性能热处理。国内回火焊道维修工艺技术研究还处于起步阶段,在核动力装置维修工程应用方面未见报道。在此重点分析研究低合金钢回火焊道焊接热影响区组织变化,从而揭示回火焊道焊接过程中低合金钢热影响区的组织转变行为,为回火焊道焊接技术在核动力装置异种钢接头堆焊维修中的工程应用奠定技术基础。
1 试验方法
1.1 试验材料
试验用母材为低合金钢SA508-3,交货状态为调质态,组织为粒状贝氏体,化学成分如表1所示。试验件规格尺寸φ150 mm×50 mm×40 mm。
试验用焊材为镍基合金焊丝ERNiCrFe-7A,规格φ1.0 mm,化学成分如表2所示。

表1 SA508-3钢化学成分%

表2 ERNiCrFe-7A镍基合金焊丝化学成分%
1.2 试验过程
(1)试验件制备。
试验件制备采用自动钨极氩弧焊,直流脉冲电流,焊接线能量0.7~1.1 kJ/mm。焊前试验件不进行预热处理。
试验共制备5件试验件,其中DHSY-TGGG-1~DHSY-TGGG-4为分别堆焊1~4层试件,DHSYTGGG-5的制备方法与DHSY-TGGG-4相同,不同的是试验件堆焊完成后在两端进行了特定工艺焊接处理。在回火焊道堆焊过程中,严格控制焊道间的搭接b/a(见图1)和焊层间搭接尺寸S(见图2)。
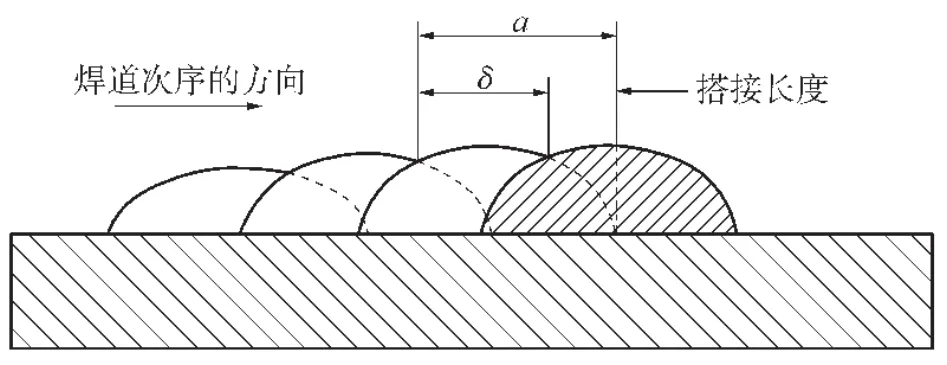
图1 道间搭接结构
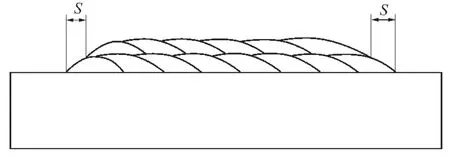
图2 层间搭接结构
(2)微观组织性能分析试验。
采用4%HNO3酒精溶液对5件金相样品进行腐蚀,在光学显微镜下分析堆焊热影响区(HAZ)组织形貌。
2 试验结果和分析
2.1 堆焊1层后的HAZ组织形貌
DHSY-TGGG-1金相样品HAZ微观组织观察位置如图3所示。
DHSY-TGGG-1金相样品HAZ不同位置处的微观组织形貌如图4所示。
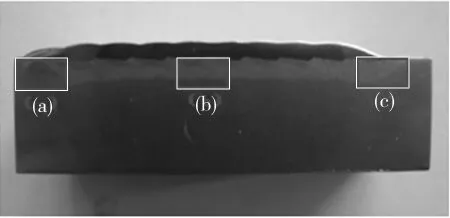
图3DHSY-TGGG-1 HAZ微观组织观察位置
由图3、图4可知,堆焊1层回火焊道后的试验件HAZ微观组织主要为马氏体组织。其中两端HAZ组织为板条状马氏体组织(见图4a、4c);中间区域HAZ组织为回火马氏体组织(见图4b)。
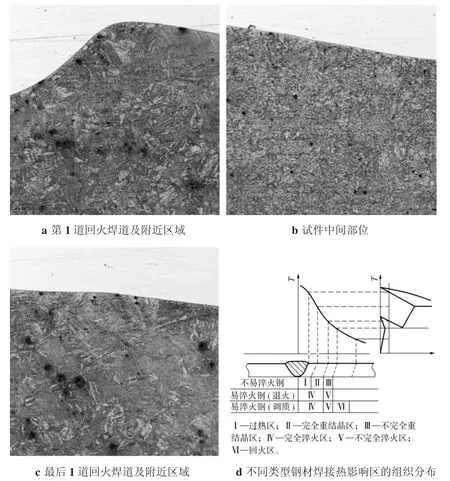
图4DHSY-TGGG-1不同位置热影响区组织形貌
因为试验采用的SA508-3低合金钢属于易淬火钢,热处理状态为调质态,由图4d可知,在焊接过程中任何1道回火焊道的焊接在该焊道的焊趾外侧热影响区均会产生完全淬火区、不完全淬火区和回火区[3]。分析认为,在焊接第1层焊道时,靠近熔合线的HAZ处在完全淬火区和不完全淬火区内。在完全淬火区内,焊接过程中该处HAZ经历的峰值温度可达到Ac3以上,在快速冷却后形成的主要组织为板条马氏体组织[4];在不完全淬火区内,焊接过程中该处HAZ经历的峰值温度可达到Ac1~Ac3,快速冷却后形成的主要组织为马氏体和铁素体[5]。第1层焊接时采用的是回火焊道焊接技术,后续1~2道焊道热循环对前一焊道熔合线附近的HAZ会产生一定的回火作用,此时HAZ的马氏体组织会脱碳分解,形成针状含碳量相对较低α相和ε-碳化物组成的回火马氏体组织,该组织容易腐蚀,在光学显微镜下呈黑色针状组织(见图4b)。在试验件的两端,由于受到的焊接热循环次数较少,回火效果相对较差,相对应的HAZ的马氏体组织分解不充分,以板条状马氏体为主(见图4a、图4c)。
2.2 堆焊2层后的HAZ组织形貌
DHSY-TGGG-2金相样品HAZ微观组织观察位置如图5所示。

图5DHSY-TGGG-2 HAZ微观组织观察位置
DHSY-TGGG-2金相样品HAZ不同位置处的微观组织形貌如图6所示。
由图6a、6d可知,堆焊2层回火焊道后的试验件两端HAZ组织主要为回火马氏体组织,并有原始奥氏体晶界出现,且晶界内存在回火马氏体。由图6b、6c可知,堆焊2层回火焊道后的试验件中间区域HAZ组织主要为托氏体组织。
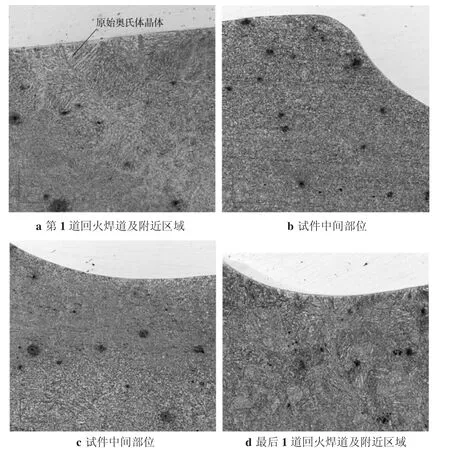
图6DHSY-TGGG-2不同位置热影响区组织形貌
在堆焊第2层时,靠近熔合线附近的HAZ处于第2层焊接时的不完全淬火区和回火区内。由于处于不完全淬火区段的时间短,只有少量组织奥氏体化,冷却后形成马氏体组织。在试验件的中间区域,由于受到的焊接热循环相对两端较多,大部分熔合线附近HAZ的马氏体组织继第1层焊接后继续分解,形成低碳α相和碳化物。由于高温回火时间较短,低碳α相开始但还未发生复位,仍然保留着针状低碳α相;同时第1层焊接时回火产生的ε-碳化物以及第2层焊接回火形成的ε-碳化物形核生成θ-碳化物,θ-碳化物与α相脱离形成θ-渗碳体[6],这就形成了低碳针状α相和θ-渗碳体机械混合的托氏体组织(见图 6b、6c)。
试验件的两端:(1)相对于中间区域HAZ,两端HAZ经历的焊接热循环较少,回火效果相对较差,其组织为由板条状马氏体分解形成针状低碳α相和ε-碳化物组成的回火马氏体组织。(2)在低合金钢的焊接过程中,HAZ区域不可避免地会存在一定量的残余奥氏体组织,同时两端的HAZ中残余奥氏体在200~300℃时发生脱碳分解,在原始奥氏体晶界内形成针状低碳α相和ε-碳化物组成的回火马氏体组织(见图6a、6d)。由于两端经历热循环相对中间区域较少,回火马氏体来不及分解,因此两端区域的组织还是以回火马氏体为主。
2.3 堆焊3层后的HAZ组织形貌
DHSY-TGGG-3金相样品HAZ微观组织观察位置如图7所示。
DHSY-TGGG-3金相样品HAZ不同位置处的微观组织形貌如图8所示。
由图8a可知,第3层堆焊完成后,试验件DHSYTGGG-3两端HAZ组织主要由回火马氏体组织和托氏体组织组成;由图8b可知,堆焊3层回火焊道后的试验件中间区域组织主要为回火索氏体和托氏体组织。
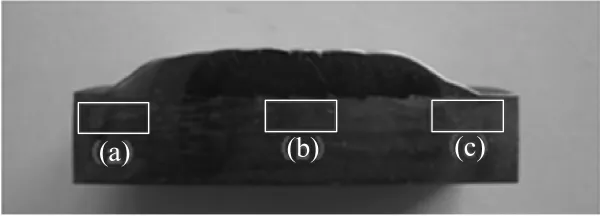
图7DHSY-TGGG-3 HAZ微观组织观察位置

图8DHSY-TGGG-3热影响区组织形貌
在堆焊第3层时,靠近熔合线的HAZ处于第3层焊接时的回火区内。在试验件的中间区域,由于受到的焊接热循环相对两端较多,回火效果较两端充分,针状低碳α相发生再结晶,α相晶粒长大,针状形态消失,形成柱状晶;此时渗碳体也在高温回火作用下聚集成较大颗粒,在熔合线处的HAZ形成了柱状α相与颗粒状渗碳体机械混合的索氏体组织(见图8b)。试验件的两端由于所受的焊接热循环相对较少,回火效果相对较差,两端熔合线附近HAZ的回火马氏体组织部分正向托氏体转变,因此该区域的组织主要为回火马氏体组织和托氏体组织(见图8a)。
2.4 堆焊4层后的HAZ组织形貌
DHSY-TGGG-4金相样品HAZ微观组织观察位置如图9所示。

图9DHSY-TGGG-4 HAZ微观组织观察位置
DHSY-TGGG-4金相样品HAZ不同位置处的微观组织形貌如图10所示。
由图9和图10可知,图10a为试验件DHSYTGGG-4两端及附近区域HAZ微观组织;图10b为试验件DHSY-TGGG-4中间区域HAZ微观组织。第4层堆焊完成后,试验件DHSY-TGGG-4两端HAZ组织主要仍为回火马氏体和回火托氏体组织,且原始奥氏体晶界再次出现(见图10a);堆焊4层回火焊道后的试验件中间区域组织主要为回火索氏体组织和回火托氏体组织(见图10b)。
在焊接第4层时熔合线附近的HAZ处于第4层焊接的高温回火区外侧,试验件中间区域的高温回火组织基本保持不变,仍以回火索氏体和回火托氏体为主。试验件两端未分解彻底的残留奥氏体在200~300℃继续分解,在原始奥氏体晶界内形成针状低碳α相和ε-碳化物组成的回火马氏体组织,(见图10a)。由于第4层离两端熔合线HAZ较远,两端回火温度较低,同时两端经历热循环较少,回火马氏体来不及分解,因此在第4层焊接完成后,在两端熔合线附近HAZ组织仍有回火马氏体组织和原始奥氏体晶界。
2.5 增加补充回火焊道后的HAZ组织形貌
增加补充回火焊道后的试件(DHSY-TGGG-5)两端焊趾附近HAZ微观组织形貌如图11所示。
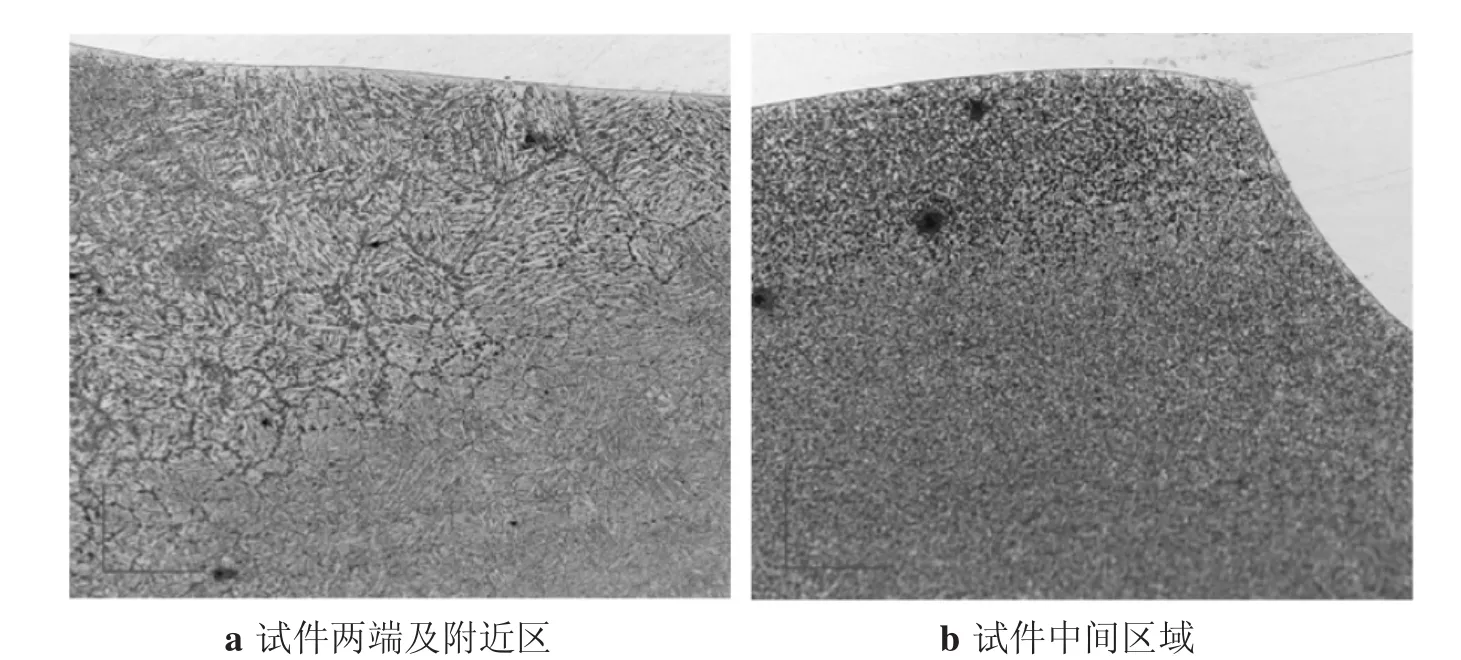
图10DHSY-TGGG-4热影响区组织形貌
由图11可知,增加补充回火焊道后,试件两端焊趾附近HAZ不良组织得到充分纠正,其组织形貌为回火索氏体和回火托氏体。
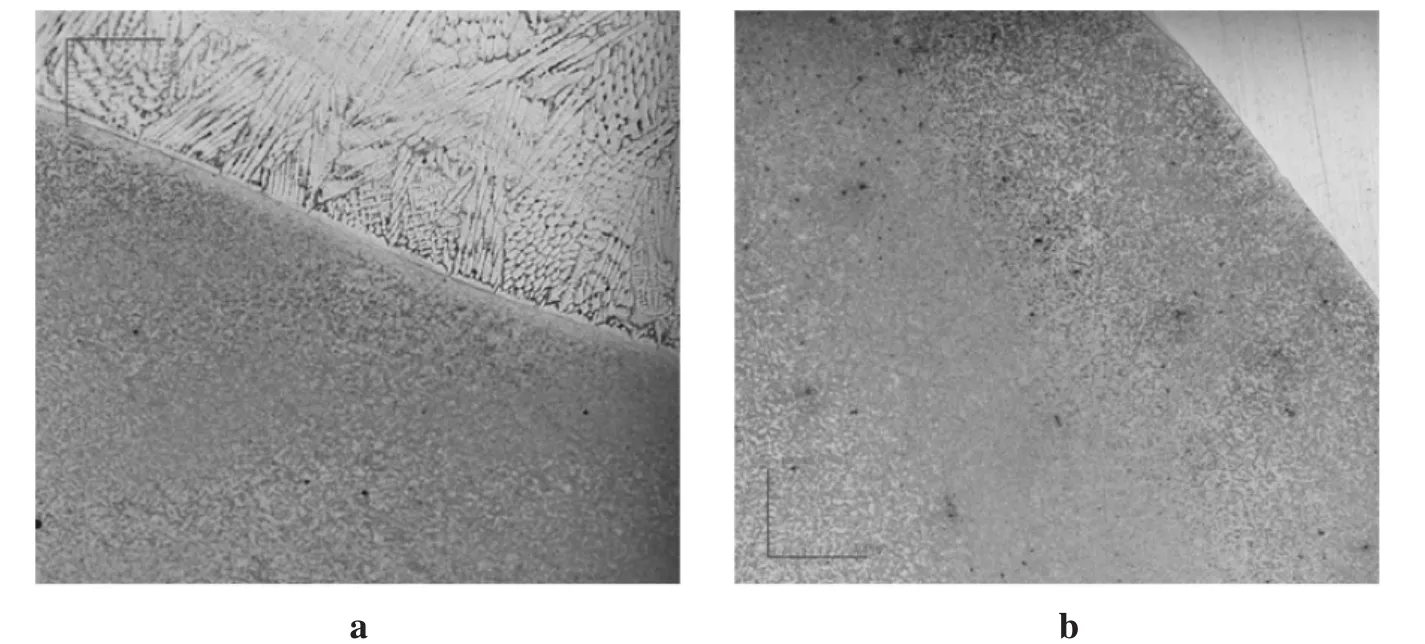
图11DHSY-TGGG-5焊趾附近热影响区组织形貌
这是因为试件两端焊趾附近区域因高温回火累积时间不足造成回火不充分[6],使得首层堆焊在热影响区产生内马氏体以及由于热影响区内的残余奥氏体分解产生的马氏体等不良组织未得到完全纠正。而本研究在试件两端焊趾附近增加补充回火焊道,增加了两端焊趾附近HAZ高温回火累积时间,使得该处的热影响区高温回火彻底,消除不良组织。
3 结论
(1)首层堆焊会使SA508-3钢热影响区产生淬火马氏体转变,同时残留一定量的原始奥氏体。
(2)该淬火马氏体组织和原始奥氏体在随后的堆焊层焊接热过程中会发生回火转变,并随焊层的增加,转变效应累积,最终热影响区的淬火不良组织得以完全纠正。
(3)试件两端局部不良组织可通过特定工艺焊接予以消除。
[1] 史绍贤,陈丽园,谢明,等.16MnR低合金钢焊接接头的组织与力学性能研究[J].金属铸锻焊技术,2011,40(15):131-134.
[2] 张莉莉,张晓勇,郝瑞辉,等.回火焊道热处理对X80管线钢热影响区组织性能的影响[J].热加工工艺,2008,37(21):6-9.
[3]崔忠斤.金属学与热处理[M].北京:机械工业出版社,1999.
[4] 王路兵,唐荻,任毅,等.回火对马氏体/贝氏体高强复相钢组织性能的影响[J].轧钢,2007(24):18-22.
[6] 朱平,赵建仓,王淦刚,等.回火焊道对核电低合金钢表面镍基堆焊层热影响区性能的影响[J].中国表面工程,2014,27(1):87-92.
[5] 刘会杰,闫久春,魏艳红,等.焊接冶金与焊接性[M].北京:机械工业出版社,2007
猜你喜欢
山东冶金(2022年2期)2022-08-08
大电机技术(2022年3期)2022-08-06
高技术通讯(2021年8期)2021-10-13
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
世界有色金属(2019年4期)2019-05-11
山东工业技术(2017年9期)2017-05-16
新世纪水泥导报(2016年1期)2016-07-01
装备环境工程(2015年4期)2015-02-28
燕山大学学报(2014年3期)2014-03-11
