
钢轨固定式闪光焊接头静弯试验及与落锤试验相关性分析
2018-03-16 09:36高文会倪峥嵘程亚萍
铁道建筑 2018年2期
王 东,高文会,代 韬,倪峥嵘,程亚萍
(1.中国铁道科学研究院,北京 100081;2.中国铁道科学研究院 金属及化学研究所,北京 100081)
我国钢轨焊接接头质量检验目前执行铁道行业标准《钢轨焊接》(TB/T 1632—2014)[1],对接头的检验有落锤、静弯等项目,其中60 kg/m钢轨固定式闪光焊接头型式检验中对静弯检验的要求是:轨底受拉试件12根,载荷不低于 1 450 kN;轨头受拉试件3根,载荷不低于 1 300 kN;且全部受检试件应连续合格。欧洲钢轨闪光焊接头静弯试验标准(以下简称欧标)要求[2-3]:轨底受拉时,当静弯载荷不小于 1 600 kN、挠度不小于 20 mm后停止加载,接头不断为合格,如果接头提前断裂则为不合格。通过对比可知,欧标对轨底受拉试件的静弯载荷比我国标准要求高,同时对挠度提出了要求。目前在焊轨基地焊接的钢轨接头普遍能够达到我国现行标准中最大载荷的要求,试验结果对焊接工艺的调试反馈作用有限,因此有必要参照欧标,研究当前固定式闪光焊接头静弯试验的极限破断载荷和挠度水平。
落锤试验是我国钢轨焊接接头检验中必须执行的重要项目,虽然目前国外标准对落锤检验已不做要求,但落锤试验的优点[4]在于试验结果明确,具有一锤定结果的便利性,且试验结果反馈及时,方便工艺参数的调试,因此目前仍是焊轨基地进行参数调节时普遍采用的检验方法。但静弯和落锤试验结果的相关性尚不明确,本文将对此进行探讨。
1 试验方法
落锤试验按照标准TB/T 1632—2014进行,试验高度5.2 m,试件放入落锤机后测试接头轨底上表面温度,温度范围在35~40 ℃。
静弯试验过程中,轨底受拉静弯试件全部加载到 2 000 kN,加载方向为正压;轨头受拉静弯试件全部加载到 1 800 kN,加载方向为反压。加载载荷用F表示。每组静弯试件中,3个接头进行轨底受拉试验,1个接头进行轨头受拉试验。试验条件见表1。试验结束后记录断口缺陷情况。

表1 钢轨接头静弯试验条件
每个试验组均进行静弯试验和落锤试验,钢轨均为60 kg/m轨。同一试验组的静弯和落锤试件在钢牌号、钢轨生产厂、焊机、焊接参数等方面完全相同;不同之处在于,静弯试件是利用钢轨原锯口焊接的,且焊接后不进行热处理、矫直、精磨、探伤等作业,接头简称“焊态接头”。试件分组情况见表2。

表2 试件分组情况
2 试验结果
2.1 评价方法
静弯试验结果分级表示方法:每组有3个接头正压载荷均>2 000 kN的试验组评级为“优秀”;有3个接头正压载荷均未达到 2 000 kN,或者载荷及断口存在不合格的试验组评级为“不良”;其他情况评级为“一般”。
落锤试验结果分级表示方法:每组5 个接头落锤试验全部合格的试验组评级为“优秀”;有1个接头不合格的试验组评级为“一般”;有2个接头不合格的试验组评级为“不良”。
2.2 静弯试验
U71Mn钢轨接头静弯试验结果见表3,当正压载荷>2 000 kN 时,有5组接头均未折断,为“优秀”;U75V钢轨接头静弯试验结果见表4,当正压载荷>2 000 kN 时,有8组接头均未折断,为“优秀”。
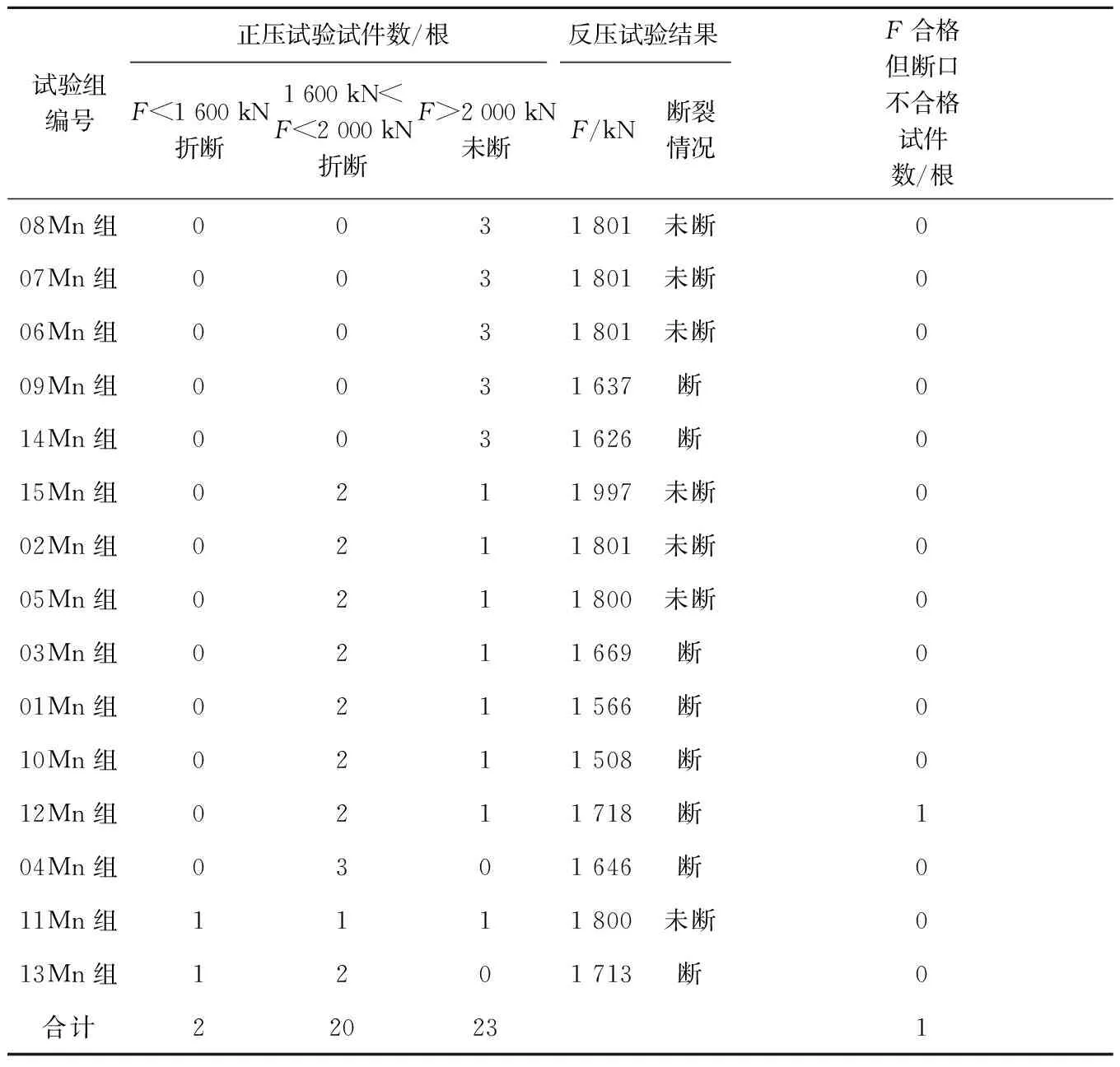
表3 U71Mn钢轨焊态接头静弯试验结果
接受静弯检验的正压试件数为96根,反压为32根,93个接头正压载荷>1 600 kN 不断,占正压试件总数的96.9%;正压载荷在 1 600~2 000 kN 之间折断的U71Mn轨占总数的33.3%,U75V轨占19.1%,反映出U75V轨的静弯性能明显优于U71Mn轨;31个接头反压载荷>1 500 kN 不断,占总数的96.9%。

表4 U75V钢轨焊态接头静弯试验结果
不同材质、不同热处理状态的静弯试件在 1 600 kN 载荷下挠度结果见表5,可知挠度全部大于欧标中20 mm的要求。U71Mn轨和U75V轨在经过热处理后挠度平均值分别下降了10.6,7.2 mm,说明热处理会明显降低钢轨接头的塑性性能。

表5 1 600 kN载荷下钢轨挠度平均值 mm
2.3 静弯与落锤试验结果对比
静弯与落锤试验结果对比见表6和表7。可知:静弯结果为“优秀”的试验组,其落锤结果可能是“优秀”、“一般”、“不良”。静弯结果为“不良”的试验组,其落锤结果可能是“优秀”、“一般”、“不良”。如表6前5组静弯结果为“优秀”的试验组中存在2组“优秀、”2组“一般”和1组“不良”的落锤结果。
因此,在钢轨、焊机、焊接参数完全相同的情况下,落锤结果好的试验组,静弯结果不一定好;反之,静弯结果好的试验组,落锤结果不一定好。静弯和落锤试验结果没有明显的相关性。
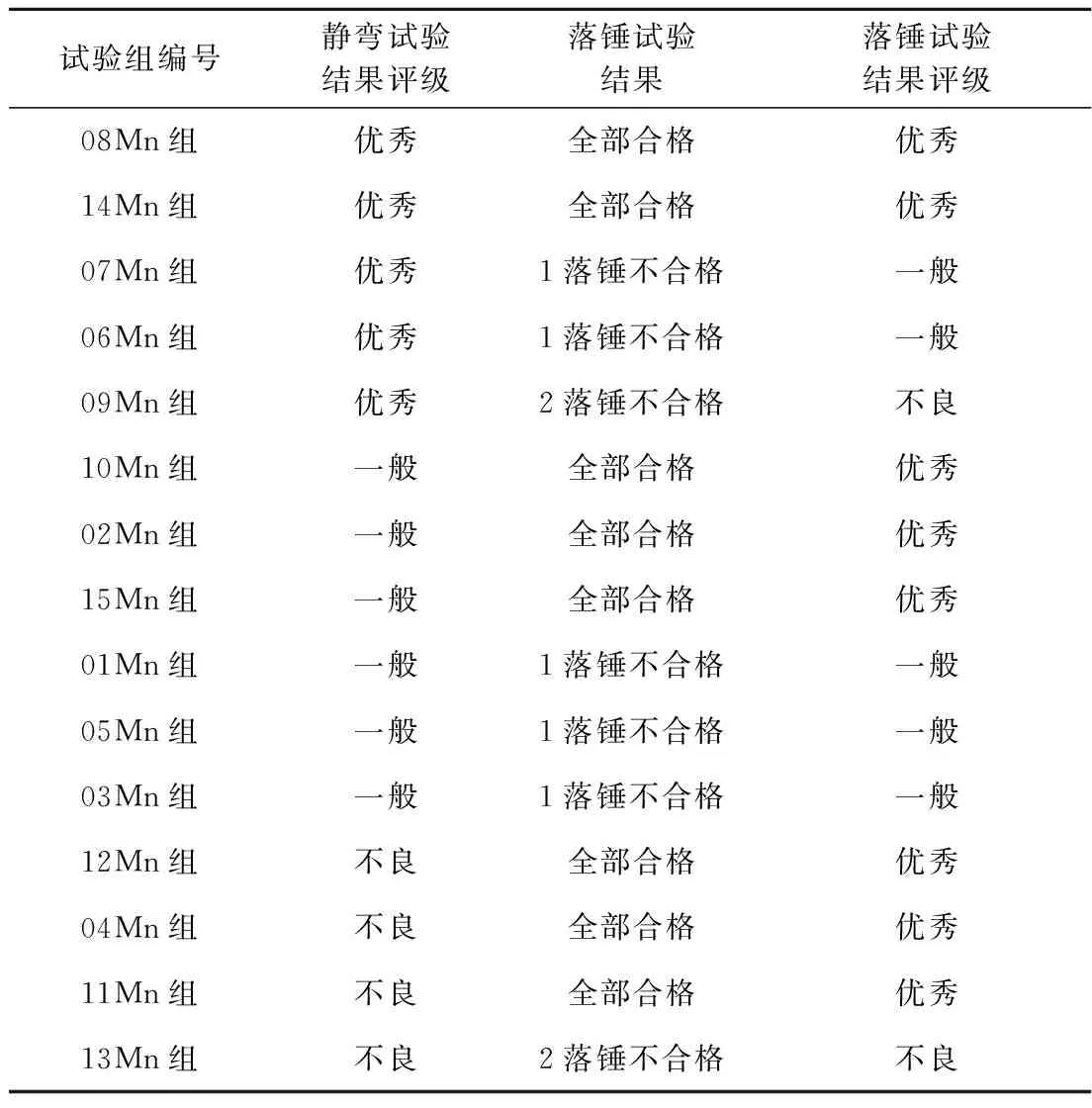
表6 U71Mn钢轨焊接接头焊态静弯与落锤试验结果对比
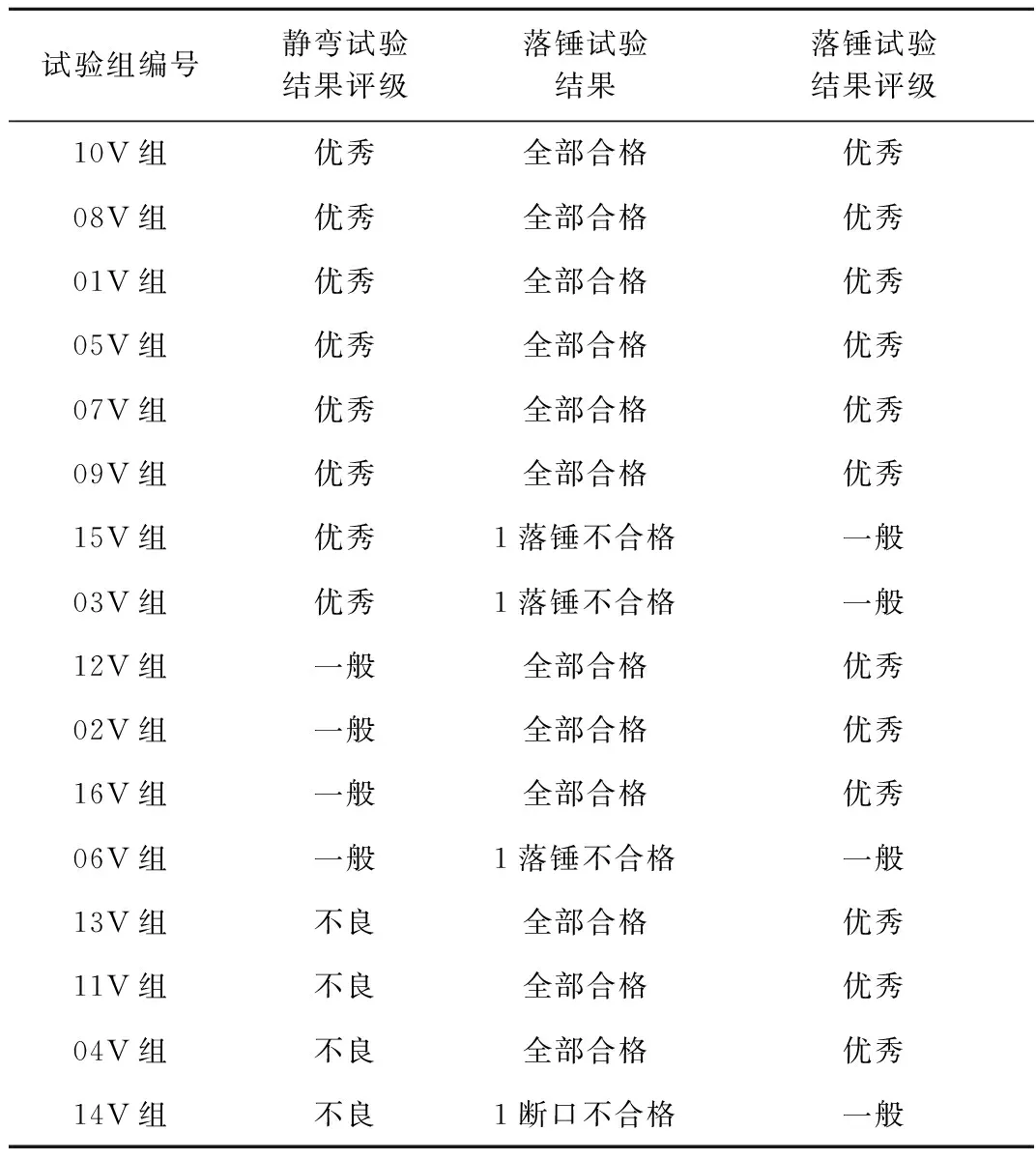
表7 U75V钢轨焊接接头焊态静弯与落锤试验结果对比
2.4 顶锻量的影响
研究焊接记录曲线与静弯结果的关系[5-6]发现,静弯结果为“优秀”的13个试验组接头,焊接顶锻量均>11.5 mm。但是在落锤试验中,顶锻量>11.5 mm的接头其落锤结果有9个不合格,占全部落锤接头不合格数量的75%。说明焊接工艺参数与落锤、静弯试验结果之间存在一定关系,还需要进一步研究。
2.5 静弯断口缺陷
接头正压载荷<1 600 kN发生断裂的原因是接头存在灰斑,见图1。

图1 断口灰斑
有3个接头虽然载荷和断口都满足标准,但是存在非灰斑缺陷。经分析,这3个接头特征[7-11]如下:①缺陷一般都位于轨底中心两侧±20 mm 范围内的轨底下表面,向基体侵入约 2 mm,或者在基体内部距离表层约 2 mm 处;②都有沿晶断裂的特征;③都有熔化金属自由结晶表面的特征;④夹杂物含有较高的硫和钙。由图2和图3可知,静弯断口缺陷与落锤试件中的过烧缺陷性质相同。

图2 过烧缺陷区扫描电镜形貌
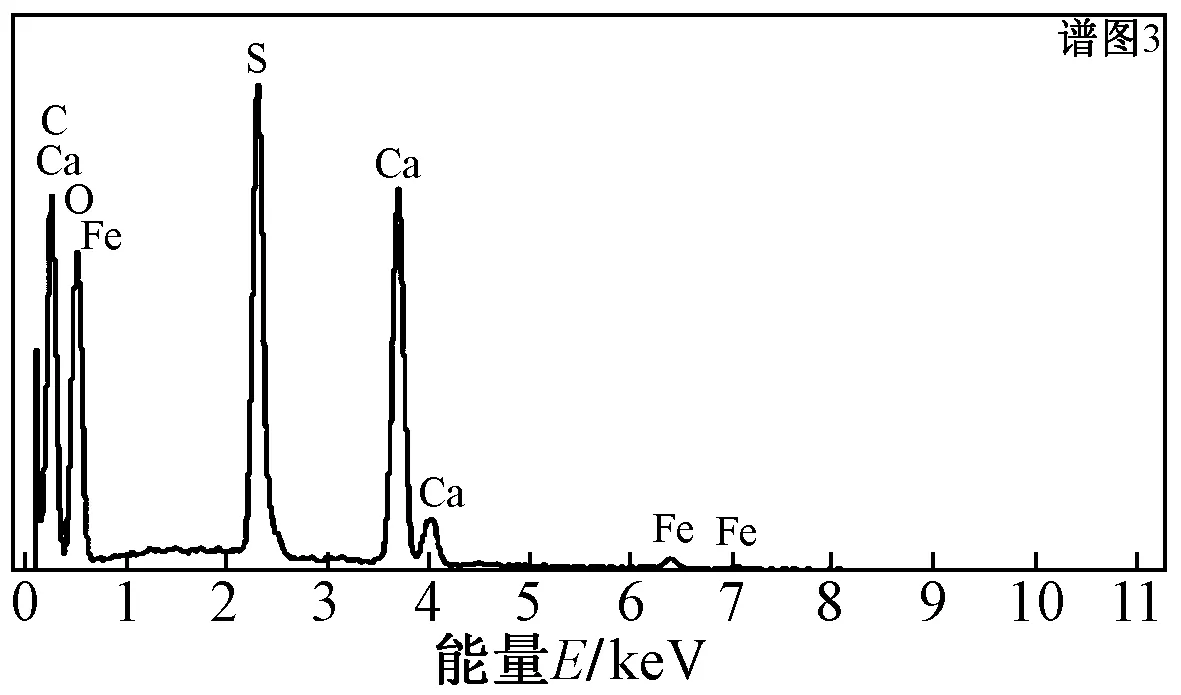
图3 疑似夹杂处能谱
对所有钢轨焊接接头断口灰斑情况进行了统计,按照图4所示的位置,记录了每个灰斑的位置、面积。其中,①号区为轨头,②号区为轨腰,③号区为轨底。

图4 灰斑位置分区示意
U75V热轧钢轨总试验根数为56根,其中20根出现了灰斑,灰斑出现的概率为35.7%。灰斑总面积为180.2 mm2,每个接头断口出现灰斑的平均面积为9.01 mm2。灰斑出现在11个区域内,见表8。可知,轨头、轨腰、轨底出现灰斑总面积占比分别为0,8.3%,91.7%。轨头并未出现灰斑。G3区和M3区灰斑面积占总面积的68.5%,说明在轨角边缘附近极易出现面积较大的灰斑。轨底三角区的J3区灰斑面积只占总面积的0.3%。轨底三角区出现缺陷对钢轨接头静弯正压试验结果有着重要影响,灰斑在此处露头,或者未露头但面积较大,在轨底受拉作用下,这些灰斑易成为断裂源,导致接头静弯试验不合格。
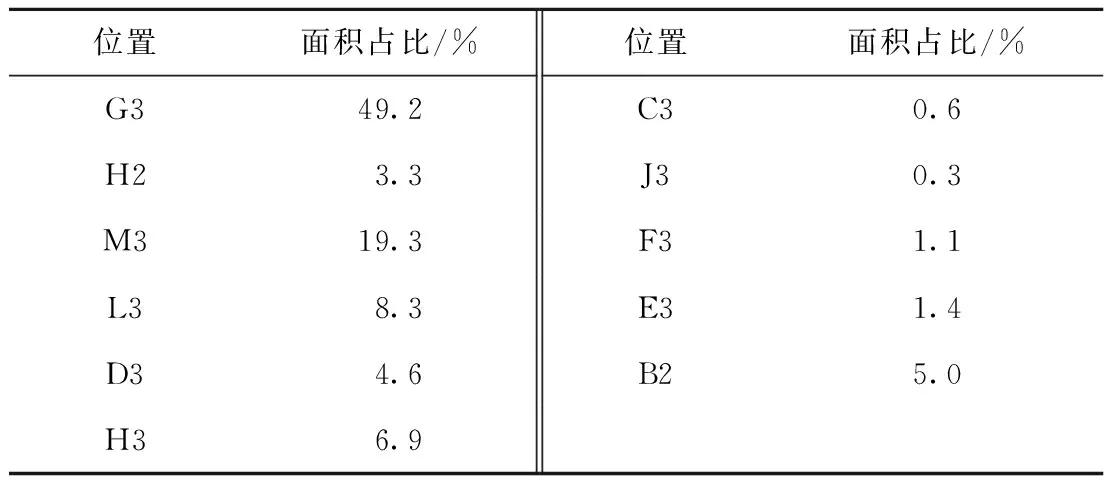
表8 U75V热轧轨灰斑位置和面积占比
U71Mn热轧轨总试件根数为52根,其中31根出现了灰斑,灰斑出现的概率为59.6%,接近U75V轨的2倍,说明当前的焊接工艺条件下U71Mn轨比U75V轨更容易出现灰斑。灰斑总面积为232.9 mm2,每个接头断口出现灰斑的平均面积为7.5 mm2。灰斑出现在15个区域内,见表9。可知,轨头、轨腰、轨底出现灰斑总面积占比分别为4.0%,3.4%,92.6%。轨底出现的灰斑面积最大,在M3,G3,H3,L3这4个区域灰斑面积占比78.7%,说明轨底角处和两侧靠近三角区附近易出现大面积灰斑,尤其是靠近轨角边缘。轨底三角区J3,K3灰斑面积占比7.4%,灰斑面积虽然不大,但位置一般比较靠近轨底,容易露头。
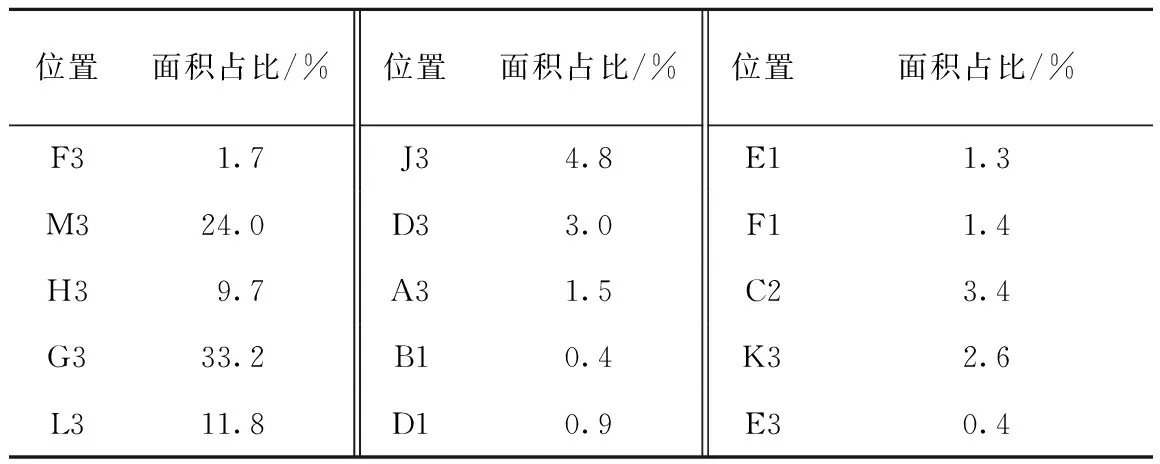
表9 U71Mn热轧轨灰斑位置和面积占比
3 结论
1)参考欧标,我国钢轨固定式闪光焊接头静弯性能优秀,96个正压试验接头中93个载荷满足,一次通过率96.9%。挠度全部满足,一次通过率100%。
2)采用分级表示方法对比了静弯和落锤试验结果,数据表明:相同条件下的接头其落锤结果优异,静弯结果不一定好;反之,静弯结果优异,落锤结果不一定好。两者之间没有明显的相关性。
3)研究焊接记录曲线发现,顶锻量对静弯和落锤试验结果的影响不同,顶锻量>11.5 mm的接头其静弯性能很好,但落锤性能较差。
4)灰斑的存在降低了接头承受载荷的能力,是导致接头提前断裂的主要原因。在静弯满足欧标要求的接头中,存在过烧缺陷,与落锤试件中的过烧性质相同。解决办法是保证焊机始终处于良好状态,并进一步优化焊接工艺参数。
5)U71Mn轨和U75V轨出现在轨底的灰斑面积均占总面积的91%以上,2种钢轨接头在G3,M3等靠近轨角边缘区域均易出现大面积灰斑。当前焊接工艺条件下,U71Mn轨出现灰斑的概率远大于U75V轨,U71Mn轨灰斑平均面积是7.5 mm2,U75V轨灰斑平均面积是9.01 mm2,说明U75V轨出现的灰斑面积通常更大。
[1]国家铁路局.TB/T 1632—2014 钢轨焊接[S].北京:中国铁道出版社,2015.
[2]丁韦,高振坤,李力,等.钢轨闪光焊接头静弯检验标准及强度研究[J].铁道技术监督,2016,44(10):1-6.
[3]丁韦,刘艳红,黄辰奎,等.国内外铁路钢轨焊接标准接头力学性能检验方法对比分析[J].铁道技术监督2006,34(7):4-6.
[4]高文会,李力,丁韦.我国与英国的钢轨焊接接头技术条件的比较与分析[J].铁道建筑,2003,43(10):12-14.
[5]张琪,李力,宋宏图,等.钢轨闪光焊接工艺与接头落锤试验分析[J].焊接学报,2017,38(3):95-98.
[6]程亚萍,高文会,代韬,等.钢轨固定式闪光焊接头力学性能分析[J].铁道建筑,2017,57(4):133-137.
[7]陈铭武,高文会,丁韦,等.钢轨闪光焊接接头断裂分析[J].铁道建筑,2005,45(10):54-57.
[8]张建新.钢轨接触焊灰斑的生成机理及控制[J].铁道建筑,2005,45(2): 39-40.
[9]张建新,郭俊文.钢轨接触焊灰斑的生成及减少方法[J].铁道建筑,2005,45(8):39-41.
[10]丁韦,高文会,黄辰奎,等.钢轨闪光焊接头质量与落锤试验[J].铁道工务,2003(8):34-35.
[11]丁韦,张宪良,赵国,等.钢轨闪光焊接头过热区缺陷的形成机理及预防方法[J].铁道建筑,2015,55(11):96-99.
猜你喜欢
少先队活动(2022年4期)2022-06-06
铁道建筑技术(2021年6期)2021-07-12
爆炸与冲击(2021年3期)2021-03-22
铁道通信信号(2020年10期)2020-02-07
科学技术与工程(2020年36期)2020-02-04
建材发展导向(2019年20期)2019-11-09
好日子(2019年4期)2019-05-11
中国公路(2017年17期)2017-11-09
中国舰船研究(2014年6期)2014-05-14
