
六边形型孔电解加工试验及工艺优化
2018-03-14 03:44尹飞鸿蒋丽伟肖华星何亚峰干为民
制造业自动化 2018年2期
尹飞鸿,蒋丽伟,2,肖华星,何亚峰,3,干为民,3
(1.常州工学院,常州 213032;2.常州大学,常州 213164;3.江苏省特种加工重点实验室,常州 213032)
0 引言
蜂窝结构具有比强度高、重量轻、隔音和隔热等优良特性。因此被广泛用作航天飞机、人造卫星和宇宙飞船等高科技领域的零件的内部上,如卫星的外壳几乎全部采用蜂窝结构。蜂窝结构由六边形孔组成,传统机械加工方式如铣削、钻削很难加工出六边形孔。电解加工相比其他加工方法具有工具阴极无损耗、无切削力、加工不受材料切削性能影响和加工精度好、成型效率高等诸多优点,特别适合于难加工材料的异形孔、深孔和小孔的加工,为加工六边形孔提供了一种低成本、高质量的加工方式。多年来国内外学者对异形孔的电解加工进行了大量的研究,取得了一定的成果。房晓龙等人为提高管电极电解加工钛合金方孔的加工稳定性和精度,建立了方孔加工间隙内电解液流动模型,分析了电极内孔形状及尺寸对加工区流场均匀性的影响规律,并进行了相关试验,结果表明采用圆形内孔电极加工时加工区流场的分布比采用方形内孔电极加工时均匀,电极内孔横截面积越大,加工区流场的分布越均匀,加工稳定性和精度均得到提高[1];何亚峰等进行了钛合金方孔电解加工研究,通过建立其多物理场耦合模型,显著提高了钛合金电解加工质量[2];贾建利等人通过在方孔阴极四壁和芯部分别镶贴永磁体与不叠加磁场对比,发现在相同参数下,四壁和芯部镶贴永磁体显著提高了方孔电解加工精度和表面质量[3];贾明浩通过对大深径比异形孔电解加工试验研究,设计了全锥拉式阴极结构,使流场分布均匀、合理,解决了较小尺寸异形孔电解加工的技术关键问题[4];马晓宇提出对电极侧壁涂环氧树脂进行绝缘电解加工高质量微细孔,为提高微细型孔电解加工精度提供了可行的技术途径[5];L Tang等人采用优化工艺参数方法电解加工深径比大的螺旋圆管,整个加工过程中稳定,材料去除效率高[6];D Zhu等人提出以电解液萃取的方式实现反向电解质流动,采用楔形电极管,在加工具有倾斜角度的孔的同时使电解质更均匀地流动,从而提高了孔的加工质量和效率[7];Li Zhao long等人研究了管状电极脉冲电解处理变截面光圈,提出管状电极脉冲电解处理间隙侧电流的主要控制因素,解决了可变截面孔的复杂电解加工程序、形状精度差和电极难处理等问题[8];L Yong等人将电极侧壁绝缘,提出一种用于燃料喷油嘴锥形孔电加工工艺,并通过实验得到了各加工参数对精度的影响[9];G Liu等人以倒锥孔为例,通过改变电压、占空比和进给速度等参数,获得微孔直径与加工参数的定量关系[10];Q M Fan等人建立方孔电解加工加工间隙流场数学模型,利用COMSOL和CFD仿真软件,在相同入口流速和出口压力的条件下,对三种不同形状的阴极进行加工间隙通道的流场数值模拟,总结了电解液流速和压力对流体分布的影响[11]。
然而异形孔电解加工过程中存在着流场分布均匀性难以保证、棱角处成型的一致性较差等问题,仍需要进一步深入研究。本文以六边形型孔为研究对象,在六边形型孔电场、流场分析基础上开展试验研究,研究电解加工工艺参数对成型精度的影响关系,其结果可为工艺参数优选提供一定的依据。
1 六边形型孔电解加工几何模型
六边形型孔电解加工时,六边形工具阴极连接电源负极,工件连接电源正极,电解液高速流过六边形工具阴极与工件形成的加工间隙中,在外加直流稳压稳流电源作用下发生电化学反应,工件材料溶解,如图1所示,随着电解液的流动,溶解的工件材料从加工侧面间隙被带出。
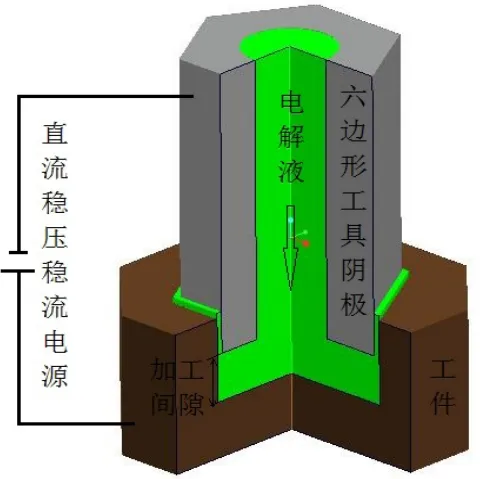
图1 六边形型孔电解加工几何模型
2 六边形型孔电解加工电场分析
2.1 六边形型孔电解加工电场模型
为了研究六边形型孔电解加工时电场分布规律,建立的电场模型如图2所示,其电场封闭边界主要由阳极边界Γ1,阴极边界Γ2、绝缘边界Γ3构成。假设电解液在流动时呈现各向同性,则根据电场理论则有:
在加工间隙区域内:

在工件阳极 Γ1边界面上:
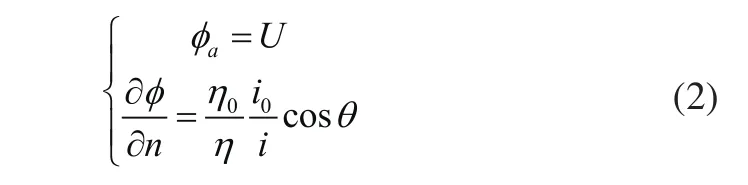
在工具阴极Γ2边界面上:

在绝缘边界Γ3面上:

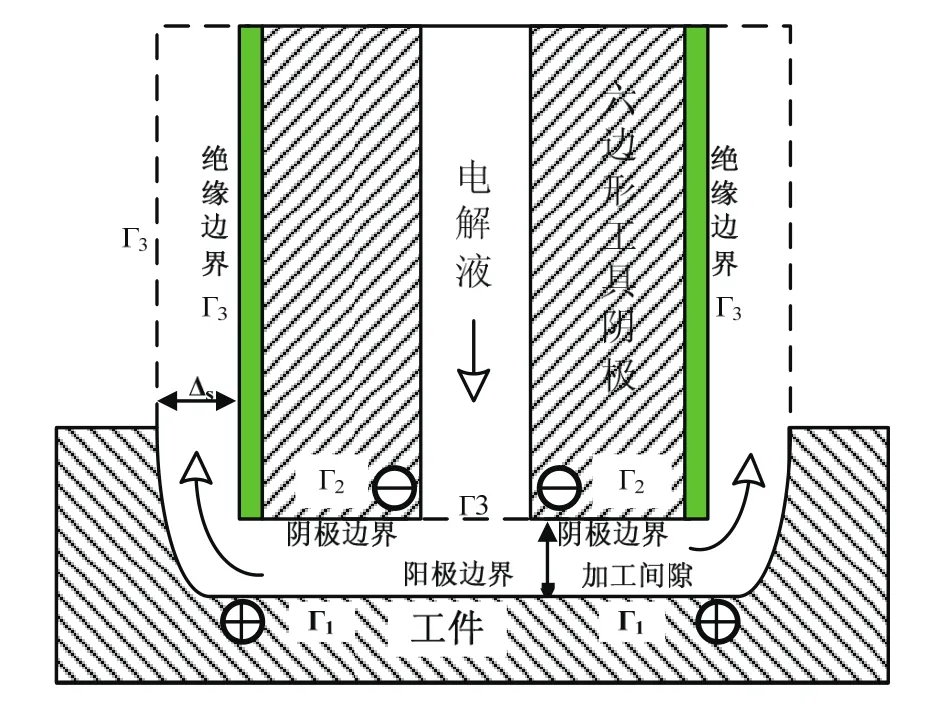
图2 六边形型孔电解加工电场模型
2.2 六边形型孔电解加工电场分布
根据上述模型,取加工电压18V、加工间隙0.2mm、电导率为8.7S/m进行数值分析,得到如图3所示的六边形加工面电流密度分布情况。从图中可以看出通液槽处电流密度较小,加工面位置电流密度基本在7.2×105A/m2,六个棱角位置电流密度比加工面位置要小一个数量级,由此可见六个棱角处溶解速度慢,加工中很容易由尖角变为圆角。

图3 六边形型孔电解加工电场分布
3 六边形型孔电解加工流场分析
根据六边形几何特点,通常情况下可设计成圆形通液槽,其具体参数为:电解液密度为1070kg/m3、动力学粘度为0.0014Pa.s、电解液进口压力为0.5MPa、电解液出口压力为0,利用软件进行数值计算,得到的结果如图4所示,从图中可以看出,在加工间隙入口处电解液流速较大,在侧面出口位置电解液流速较小,流场分布比较均匀,没有出现空穴和缺液区,可以保证加工时流场的稳定性。
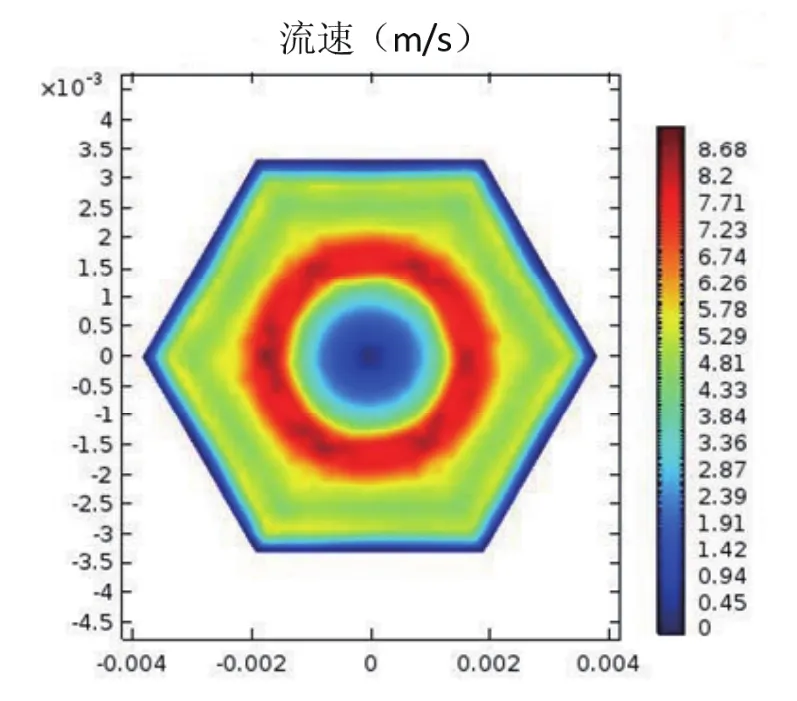
图4 六边形型孔电解加工流场分布
4 六边形型孔电解加工试验研究
4.1 试验加工工装设计
根据六边形电解加工要求,设计的工装如图5所示,主要由阴极、夹具体、工件定位槽、密封腔、工作台等组成,为了保证工具阴极与工件之间的位置精度,在工装上设计了定位槽,密封腔保持电解液压力稳定。

图5 六边形孔电解加工工装设计
4.2 试验加工平台
按照工装设计要求制作的六边形电解加工试验平台如图6所示,主要由工作台、工件、工具阴极、密封玻璃型腔、电解液进出口、电源接线端等组成,为了保证加工中导电性能良好,电源接线端要牢固、接触面无绝缘现象产生。
4.3 六边形型孔加工试验
4.3.1 试验参数
采用质量分数为10%的NaNO3电解液,电导率为8.7S/m,六边形阴极对边距离为6mm,阴极电解液通液孔直径为3mm,试验前工具阴极侧壁进行绝缘处理,工件材料为4Cr13不锈钢,试验之前用砂纸进行研磨抛光,电源采用可控硅整流超大功率直流稳压稳流电源,电压为20V,占空比为85%,进给速度为0.8mm/min,初始加工间隙为0.2mm,孔加工深度为3mm,电解液入口压力为0.5MPa。

图6 六边形孔电解加工试验平台
4.3.2 六边形型孔三维形貌
图7是在4.3.1试验参数下获得的六边形不锈钢型孔试样测量,从图7(a)中可以看出,加工的六边形成形精度较好,加工深度为3.26mm,从图7(b)可以得到,加工的六边形锥度较小,中间形成比较明显的倒圆锥形凸起。

图7 六边形型孔电解加工试样
4.4 改变工艺参数对六边形型孔成形精度的影响
4.4.1 加工电压对六边形型孔成形的影响
图8是在其他条件不变情况下,改变加工电压得到的六边形成形关系,从图中可以看出,加工电压升高时,六边形的加工锥度增加,入口侧面间隙也增加,这是由于相同条件下,加工电压升高,在加工面上分布的电流密度增加,不锈钢材料溶解速度加快,杂散电场影响更为显著,加工锥度和入口侧面间隙将变大。
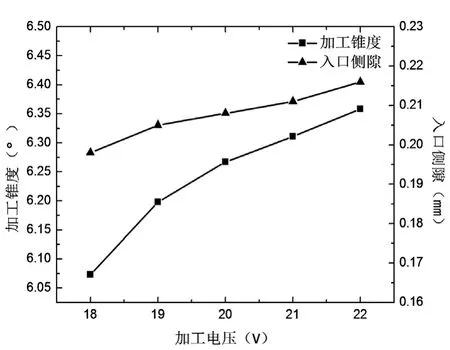
图8 加工电压对六边形型孔成形的影响
4.4.2 初始加工间隙对六边形型孔成形的影响
图9是在其他条件不变情况下,改变初始加工间隙得到的六边形成形关系,从图中可以看出,随着初始加工间隙的增大,加工锥度和入口侧面间隙均增大,这是由于初始加工间隙越大,分布在加工面上的电流密度就越小,不锈钢初始溶解速度越慢,达到加工平衡状态的时间就越长,加工成形精度就越差。
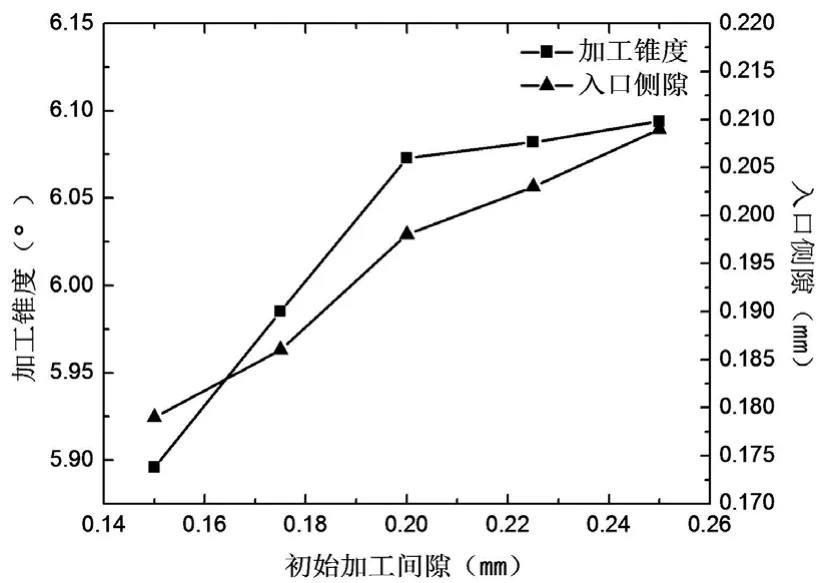
图9 初始加工间隙对六边形型孔成形的影响
4.4.3 进给速度对六边形型孔成形的影响
图10是在其他条件不变情况下,改变进给速度得到的六边形成形关系,从图中可以看出,随着进给速度的增加,加工锥度与入口侧隙将变小,成形精度更好。

图10 进给速度对六边形成形精度的关系
综合加工电压、初始加工间隙、进给速度对六边形型孔成形规律来看,为了提高成形精度,优选较低的加工电压、较小的初始加工间隙、较高的进给速度有利于减小加工间隙和入口侧面间隙,从而提高六角形型孔的成形质量。
4.5 优选工艺参数电解加工六边形型孔的结果
4.5.1 六边形型孔二维形貌
图11是在单因素试验基础上,优选工艺参数得到的六边形型孔试样二维形貌,可以看出在加工电压18V、初始加工间隙0.15mm、进给速度为1.0mm/min的条件下,六边形成形精度好,加工的底面质量均匀。

图11 六边形型孔二维形貌
4.5.2 六边形型孔棱角的一致性
将优化的六角形加工试样提取加工轮廓线,测量各加工棱角的圆角半径,其结果如图12所示。由于电解加工时棱角处电流密度相对于其他加工处比较小,加工中容易形成圆角,从图中可以看出,六个棱角处的圆角半径基本都在0.63mm左右,六个棱角的一致性较好。
5 结论
1)电解加工为六边形异形孔加工提供了一种有效的加工手段,从而提高加工的质量。
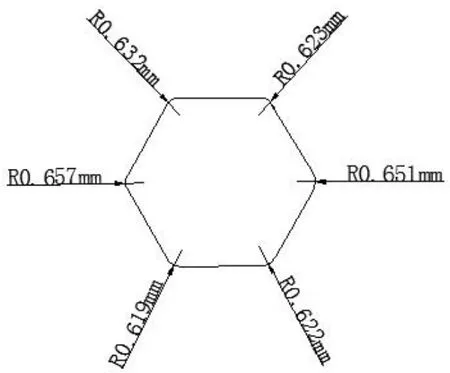
图12 六个棱角一致性测量
2)采用软件对六边形型孔电解加工的电场和流场进行数值计算,其结果可为试验提供一定的理论依据,其圆形通液槽可以满足电解加工要求。
3)自行设计制作加工工装,开展了六边形型孔电解加工单因素试验,得到了加工电压、初始加工间隙、进给速度对六边形成形的影响关系。
4)优选工艺参数后加工的六角形型孔加工成形精度较高,六个棱角一致性好。
[1]房晓龙,曲宁松,李寒松,等.电极内孔结构对钛合金方孔电解加工的影响[J].华南理工大学学报,2013,41(9):137-142.
[2]何亚峰,卢文壮,干为民.钛合金方孔电解加工多物理场耦合研究[J].华南理工大学学报,2016,44(5):110-116.
[3]贾建利,范值坚,王亚军.叠加磁场方孔电解加工试验研究[J].电加工与模具,2007,2:28-32.
[4]贾明浩.大深径比异形孔的电解加工[J].模具制造,2010,9:76-77.
[5]马晓宇.阵列孔微细电解加工基础技术研究[D].北京:清华大学,2010
[6]L Tang,Z J Fan,G G hao,et al. High aspect ratio deep spiral tube electrochemical machining technology[J].Procedia CIRP,2016,(42):407-411.
[7]D Zhu,W Wang,X L Fang,et al.Electrochemical drilling of multiple holes with electrolyte-extraction[J].Manufacturing Technology,2010,59L:239-242.
[8]Li Zhao long,Wei Dong bo,Di Shi chun,et al.Research on Shaped-tube Electrode Machining Turbulated Hole by Pulse Electrochemical Machining[J].Acta Armamentarii.2012,33(2):197-202.
[9]L Yong,H Ruiqin. Micro electrochemical machining for tapered holes of fuel jet nozzles[A].Proceedings of the Seventeenth CIRP Conference on Electro Physical and Chemical Machining. Leuven:Elsevier[C].2013:395-400.
[10]G Liu,Y Li,Q Kong,et al.Research on ECM process of micro holes with internal features[J].Precision Engineering,2017,47:508-515.
[11]Q M Fan,G Liu,Z Fan,et al.Flow Field Numerical Simulation of the ECM Machining Gap on Square Holes Based on COMSOL[J].Circuits,Communications & System,2011:1-4.
[12]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.
[13]徐家文,云乃彰,王建业,等.电化学加工技术原理工艺及应用[M].北京:国防工业出版社,2008.
猜你喜欢
电池(2022年4期)2022-11-07
有色设备(2022年2期)2022-08-06
小哥白尼(趣味科学)(2021年6期)2021-11-02
军民两用技术与产品(2021年10期)2021-03-16
童话世界(2018年32期)2018-12-03
中国校外教育(中旬)(2018年9期)2018-09-30
电子制作(2018年12期)2018-08-01
学生导报·高中版(2017年23期)2017-09-10
学生导报·初中版(2017年23期)2017-09-10
