
超声振动切削技术发展简述
2018-03-12 08:01张翔宇隋翯姜兴刚张德远
电加工与模具 2018年1期
张翔宇,隋翯,姜兴刚,张德远
(北京航空航天大学机械工程及自动化学院,北京100191)
超声振动切削是一种通过给切削刀具或工件添加一个微米级的超声频振动,实现刀具和工件断续切削的特种加工方法[1]。不同于普通切削过程中的刀具与工件持续接触,在振动特性引入后的切削过程中,刀具和工件具有周期性分离的特性,使振动切削获得更佳的工艺效果,如较低的切削力[2-3]、较高的切削稳定性[4-6]、较小的刀具磨损[7-8]和较好的表面质量[6,9-11]等,而这些工艺优势又使振动切削的应用范围得到极大的拓展。从工艺方法来说,振动切削已从最早的车削工艺[12-14]逐渐发展成铣削[16]、钻削[17-19]、磨削[20-21]等多种加工工艺。特别是,若不考虑切削,振动的方法还被推广到挤压、强化[22-23]等工艺应用中。从加工对象来说,振动切削的应用范围除了常规金属[24](如铜、铝等)外,还包括淬硬钢[7,13]、钛合金[18,25-27]、高温合金[14,17]、陶瓷[15,28]、光学玻璃[29-30]及复合材料[16,31-33]等。从工艺技术来说,振动切削的振动方式从最初的一维振动(切削速度方向振动,图1a)[12]逐渐演变到目前广泛应用的椭圆(二维)振动(切削速度方向与切深方向的耦合振动,图1b)[34];后来,研究者改进了一维振动的方式,将其振动方向垂直于切削速度方向(横向振动,图1c),从而提出了高速振切的理念,并在钛合金切削实验中取得了显著的工艺效果[35]。因此,当超声振动切削高速发展之时,就其多样化的成果进行梳理和总结,对未来发展具有重要的指导意义。

图1 三种超声振动切削方式示意图[35]
本文以图1所示的超声振动切削中振动方式的三个发展阶段为主线,对其在国内外影响较大和最新的工艺理论与实验研究成果进行分类讨论,分析了三个阶段中不同振动方式的优劣,并指出其未来可能的发展方向。
1 一维超声振动切削
国外最早提出了超声振动切削概念,其振动形式见图1a,即刀尖振动方向平行于切削速度方向,因此又被称作一维超声振动切削。如图2所示,当切削速度小于刀具振动速度时,即可出现刀具和工件的周期性分离现象,该现象使一维超声振动切削相比普通切削有显著的优势。张德远[36]对一维超声振动切削的微细精密切削特性进行了深入探讨,指出当切深微小时,刀具刃口钝圆不能忽略,切削过程存在刃口钝圆的犁切和后刀面已加工工件的弹性回复现象(图3),并从切削原理的层面上论证了一维超声振动切削能提高切削系统的刚度,有效抑制系统的变形与表面回弹,从而提高切削表面质量;同时,后刀面摩擦和表面粗糙度值的降低同样体现了振动切削在微细切削过程中的优势。
隋翯、张翔宇等[4,37]从能量角度出发,提出了临界切深模型,并通过深孔镗削弱刚度件的对比实验证明了一维超声振动切削能有效抑制耦合颤振,提高了切削过程稳定性,从而减小了孔径误差,改善了加工表面质量。
Khajehzadeh等[38]对不同振幅即分离状态的一维超声振动切削进行了切削平均温度建模,并通过热电偶测量干切7075铝的温度实验,说明了振动切削过程中的降温特点。
Babitsky等[39]研究了不同占空比时车削钢的切削力变化状态,如图4所示,当占空比越小(分离作用越显著)时,切削力呈下降趋势,最低可降至不分离切削状态时的25%。

图2 一维振动切削分离示意图[1]
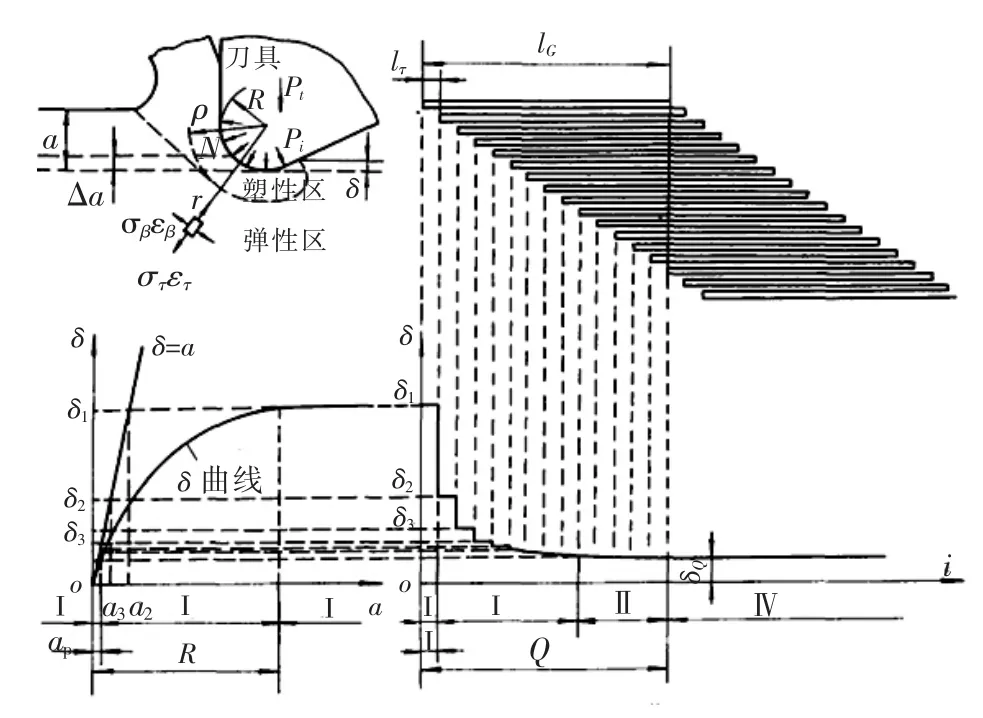
图3 一维振动切削过程与表面成形机理[36]

图4 不同占空比条件下切削力对比示意图[39]
在传统金属合金切削加工领域之外,一维超声振动切削也在脆性材料和复合材料切削领域中取得了显著效果。周明等[30,40-42]开展了脆性材料石英玻璃及BK7、SF6、SF11光学玻璃的超声振动切削研究,结果表明:引入超声振动能起到降低切削力、增大塑性切削域的作用,还能提高材料加工的表面质量和效率。
高航等[16]开展了超声振动螺旋铣叠层复合材料制孔的实验研究,结果表明:超声振动能有效降低轴向切削力和切削温度,相比普通铣削、钻削,切削力最大可分别下降25%、40%,而切削温度则分别下降15.7%、22%。同时,出口毛刺的减少能极大地提升碳纤维基复合材料制孔的孔壁质量,达到精铰孔精度(Ra0.8 μm)。
邵振宇等[18]开展了钛合金超声振动钻削实验研究,结果表明:相比于普通钻削,超声钻削降低的钻削力和扭矩范围分别为19.07%~20.09%和31.66%~34.3%,还能增强钻头横刃和主切削刃的切削能力,获得良好的断屑和排屑效果,提高切削过程的稳定性,极大地改善钛合金钻孔过程中钻削困难、刀具使用寿命低和孔加工质量差的问题。
2 椭圆超声振动切削
超声椭圆振动切削最早提出于1995年[34],其振动方向包含平行于切削速度和切深方向的两个分量(图1b),在切削过程中表现出不同于一维超声振动切削的机理[1,43-44]。如图5所示,由于刀具存在平行于切深方向的振动,在一个振动周期的切削过程中,刀具存在切入、切出二个过程,可引起切深和刀具前、后角的动态变化。

图5 椭圆超声振动切削原理图[44]
张翔宇等[45]通过有限元仿真和切削力建模,揭示了动态切深引起的过渡切削现象。马春翔等[6]通过对铝的对比切削实验,指出了不同于一维超声振动切削的分离作用,椭圆超声振动切削的前刀面与切屑摩擦力反转效应使得切深抗力下降至一维超声振动切削的1/10、普通切削的1/50(图6)。
王翀、姜兴刚等[11,26]开展了超声椭圆振动切削弱刚度件薄壁盘的实验研究,由于切削力显著下降,切削稳定性相比普通切削有了极大的提升,有效减少了弱刚度件的加工变形,其加工精度和表面粗糙度相比普通切削均提升了一倍。
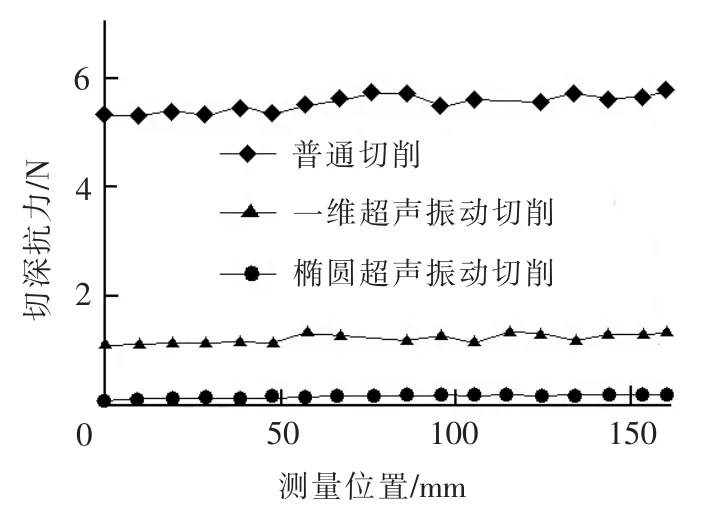
图6 不同切削方式的切削力对比[6]
Saito等[46-47]对切削淬硬模具钢的实验表明,椭圆超声振动切削能提高表面质量并达到镜面切削水平。Shamoto和Moriwaki[7,13]使用椭圆超声振动切削取得了金刚石刀具切削黑色金属(不锈钢)的突破。在传统切削中,由于金刚石刀具易与黑色金属发生反应,并不适合切削黑色金属(如硬度为HRC39的钢材),然而引入椭圆超声振动能使切削力下降40%~60%,表面粗糙度值相比一维超声振动切削可下降60%,还能延长刀具寿命,故很好地解决了金刚石切削黑色金属的难题。
椭圆超声振动切削不仅仅局限在车削领域,由于其相比一维超声振动切削有着更大的优势,近年来已和多种切削工艺相融合,并取得了显著的加工效果。李哲[31,48]、许幸新[49]、XU[32,50~51]等研究人员相继开展了椭圆超声振动钻削复合材料的去除机理、断屑理论及工艺实验研究,结果表明:椭圆超声振动切削的分离特性能有效断屑、降低切削力、减小出口毛刺,进而提升加工质量。
Suzuki等[52-53]开展了针对脆性材料(如光学玻璃、萤石、单晶锗、烧结硬质合金及氧化锆陶瓷)的椭圆超声振动切削与普通切削对比实验研究,结果表明:椭圆超声的应用极大地提高了脆性材料的塑性切削区域,在较大切深条件下实现了镜面切削。同时,还进行了椭圆超声振动切削钨基合金的实验,得到的切深可小于0.8 mm、表面粗糙度值能小于100 nm,同样实现了镜面切削。
耿大喜将椭圆超声与侧铣削[54]、铰削[55]工艺结合,分别对碳纤维基增强复合材料及钛合金进行了切削实验,结果表明:超声频的分离效应能提高刀具的冷却效果,提升刀具寿命,同时降低了切削力,使加工表面质量得到提升。
3 高速超声振动切削
相比于普通切削,一维超声振动切削与椭圆超声振动切削的优势均是以刀具和工件存在周期性分离的特性为基础。由于这两种超声振动切削均包含平行于切削速度方向的振动分量,其切削速度必须满足v=2πfA(f为振动频率;A为振幅);当频率约为20 kHz、振幅约为0.01 mm时,其切削速度远小于75 m/min,远不能满足高效切削的要求。因此,有研究者改变了一维超声振动的方向,使其振动方向垂直于切削速度方向即平行于刀具进给方向(图1c),从而改变了刀具和工件分离的条件,实现了高速切削[35]。
在高速超声振动切削过程中,刀具和工件的分离条件需满足进给量小于两倍振幅及合适的相位差范围(图7),而较小的进给量可带来更佳的表面质量,从而实现高速精密加工。
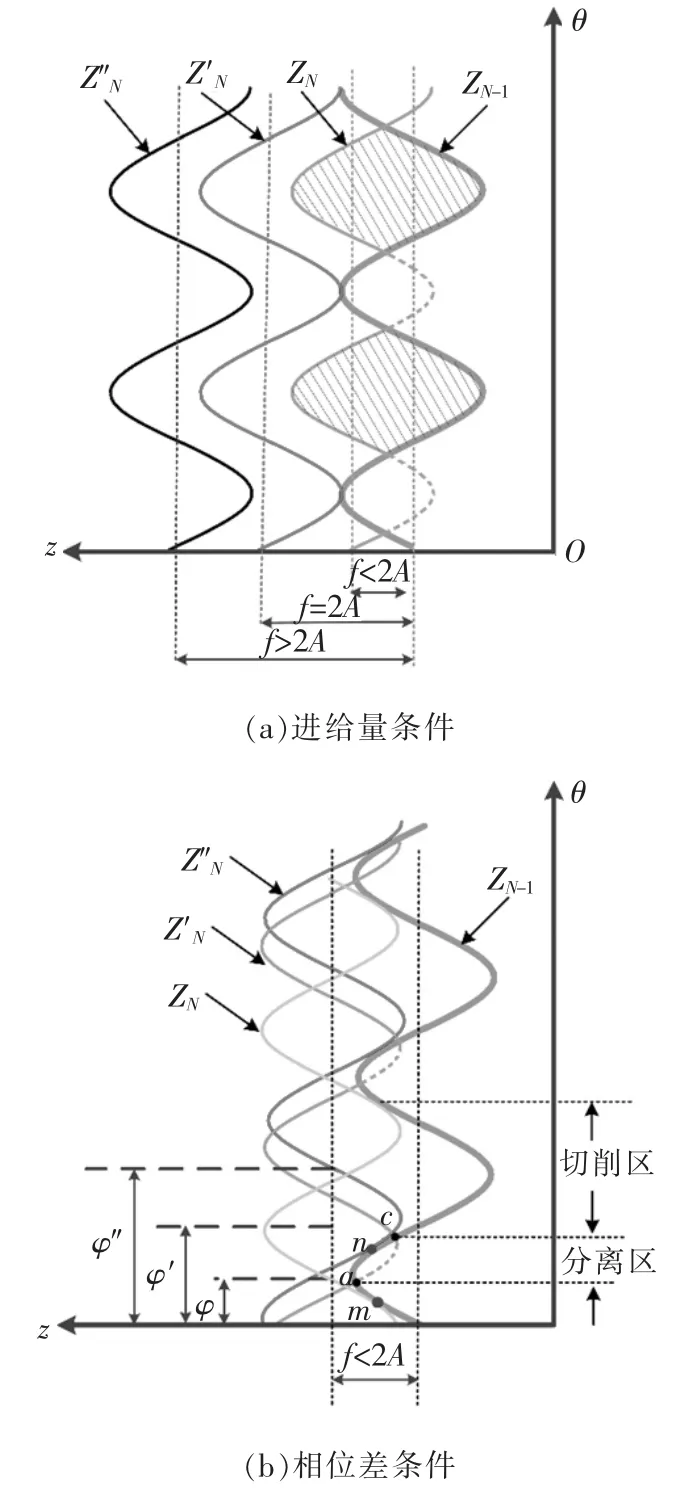
图7 高速超声振动切削分离原理图[35]
在针对难加工材料(如TC4钛合金)的切削工艺实验中,可在远超振动切削临界速度和钛合金切削速度限制的条件下(200~400 m/min),降低切削力20%~50%,提升刀具寿命1.5~3倍(图8),同时可获得最佳表面粗糙度Ra<0.2 μm,并在长时间连续加工过程中维持表面粗糙度Ra<0.4 μm。因此,相比于一维超声振动切削和椭圆超声振动切削,高速超声振动在保留前两者优势的基础上,可极大地提升切削速度,提高切削效率。但由于其振动方向平行于进给方向,为了实现刀具和工件的分离,设定的切削进给量较低,故只能应用于精加工过程中。

图8 高速超声振动切削刀具寿命随切削速度变化曲线[35]
由图7可知,合理的相位差范围是高速超声振动切削时刀具与工件能否分离的关键因素,其对加工表面质量也起到决定性作用。姜兴刚等[56]基于以上研究,开发了高速超声振动切削的相位差控制系统。该系统将闭环数字合成器集成在超声电源内,并接收来自切削系统的切削参数实时动态反馈,进而实现频转比的动态调控。通过相位控制,能使切削后的加工表面粗糙度值低于Ra0.4 μm,并形成规律的表面阵列(图9)。
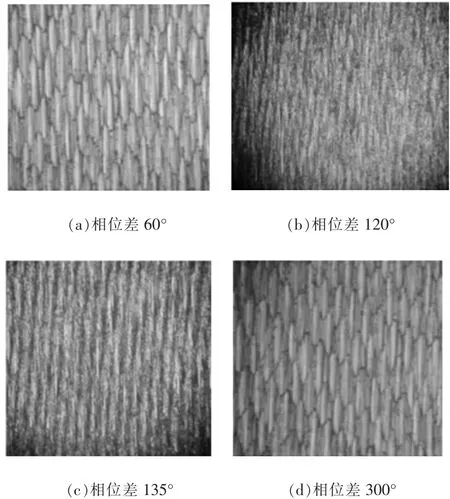
图9 不同相位差条件下的高速超声振动表面形貌[56]
4 结束语
超声振动切削方法从提出至今已有60余年历史,在经历了从一维超声振动切削、椭圆超声振动切削到高速超声振动切削的发展之后,极大地拓宽其作为一种特种加工方法的应用范围。超声振动切削不仅仅局限于传统的金属切削领域,在难加工材料(如钛合金、高温合金)、脆性材料(如玻璃、陶瓷)及复合材料的切削加工中同样起到了降低切削力和切削温度、提高表面质量和加工稳定性、减缓刀具磨损的工艺效果。随着振动切削临界速度限值的突破,高速、高效、稳定地实现振动切削,并从精加工范畴拓展到半精加工甚至粗加工的范畴,将是超声振动切削技术未来发展的一条亟需之路。
[1] BREHL D E,DOW T A.Review of vibration-assisted machining[J].Precision Engineering,2008,32(3):153-172.
[2] MA Chunxiang,SHAMOTO E,MORIWAKI T.Study on the thrust cutting force in ultrasonic elliptical vibration cutting[J].Materials Science Forum,2004,471-472:396-400.
[3] 李勋,张德远.不分离型超声椭圆振动切削试验研究[J].机械工程学报,2010,46(19):177-182.
[4] 隋翯,张德远,陈华伟,等.超声振动切削对耦合颤振的影响[J].航空学报,2016,37(5):1696-1704.
[5] 马春翔,社本英二,森肋俊道.超声波椭圆振动切削提高加工系统稳定性的研究[J].兵工学报,2004,25(6):752-756.
[6] MA Chunxiang,SHAMOTO E,MORIWAKI T,et al.Study of machining accuracy in ultrasonic elliptical vibration cutting[J].International Journal of Machine Tools and Manufacture,2004,44(12-13):1305-1310.
[7] SHAMOTO E,MORIWAKI T.Ultraprecision diamond cutting of hardened steel by applying elliptical vibration cutting[J].CIRP Annals-Manufacturing Technology,1999,48(1):441-444.
[8] ZHOU Ming,EOW Y T,NGOI B K A,et al.Vibrationassisted precision machining of steel with PCD tools[J].Material Manufacturing Process,2003,18(5):825-834.
[9] 李勋,张德远.超声椭圆振动切削表面形貌形成机理的研究[J].中国机械工程,2009,20(7):807-811.
[10] 胡安东,陈燕,傅玉灿,等.超声振动辅助铣磨加工对CFRP切削力和表面质量的影响[J].复合材料学报,2016,33(4):788-796.
[11] 王翀,隋翯,张翔宇,等.薄壁盘类零件超声振动车削实验研究[J].电加工与模具,2016(3):33-35.
[12] 隈部淳一郎.精密加工-振动切削基础与应用[M].北京:机械工业出版社,1985.
[13] MORIWAKI T,SHAMOTO E.Ultraprecision turning of stainless steel by applying ultrasonic vibration[J].CIRP Annals,1991,40(1):559-562.
[14] 徐英帅,邹平,王伟,等.超声振动辅助车削高温合金和铝镁合金研究[J].东北大学学报(自然科学版),2017,38(1):95-100.
[15] XIAO Xingzhi,ZHENG Kan,LIAO Wenhe.Theoretical model for cutting force in rotary ultrasonic milling of dental zirconia ceramics[J].The International Journal of Advanced Manufacturing Technology,2014,75(9-12):1263-1277.
[16] 高航,孙超,冉冲,等.叠层复合材料超声振动辅助螺旋铣削制孔工艺的试验研究[J].兵工学报,2015,36(12):2342-2349.
[17] 田英健,邹平,康迪,等.GH4169高温合金轴向超声振动钻削加工实验研究[J].电加工与模具,2017(4):48-51.
[18] 邵振宇,李哲,张德远,等.钛合金旋转超声辅助钻削的钻削力和切屑研究[J].机械工程学报,2017,53(19):66-72.
[19] 张园,康仁科,刘津廷,等.超声振动辅助钻削技术综述[J].机械工程学报,2017,53(19):33-44.
[20] MAHADDALKAR P M,MILLER M H.Force and thermal effects in vibration-assisted grinding[J].International Journal of Advanced Manufacturing Technology,2014,71(5-8):1117-1122.
[21] 梁志强,王西彬,吴勇波,等.超声振动辅助磨削技术的现状与新进展[J].兵工学报,2010,31(11):1530-1535.
[22] 张勤俭,王会英,徐文胜,等.超声挤压强化技术的研究现状及发展前景[C]//第15届全国特种加工学术会议论文集(下).南京,2013:323-326.
[23] 李瑞锋,张德远,程明龙.高强钢大直径内螺纹超声滚压强化技术[J].中国表面工程,2014,27(2):63-68.
[24] KUMABE J,MASUKO M.Study on the ultrasonic cutting(1st report)[J].Transactions of the Japan Society of Mechanical Engineers Series A,1958,24(138):109-114.
[25] BABITSKY V I,KALASHNIKOV A N,MEADOWS A,et al.Ultrasonically assisted turning of aviation materials[J].Journal of Materials Processing Technology,2003,132(1-3):157-167.
[26] 姜兴刚,梁海彤,卢慧敏,等.钛合金薄壁件超声椭圆振动铣削研究[J].兵工学报,2014,35(11):1891-1897.
[27] 路冬,蔡力钢,程强,等.钛合金超声椭圆振动辅助车削实验研究[J].振动与冲击,2015,34(6):151-154.
[28] KUMABEJ,FUCHIZAWAK,SOUTOMET,etal.Ultrasonic superposition vibration cutting of ceramics[J].Precision Engineering,1989,11(2):71-77.
[29] 沈剑云,陈剑彬,鲁浪,等.径向超声振动辅助锯切光学玻璃[J].光学精密工程,2016,24(7):1615-1622.
[30] ZHOUMing,LIANGYingchun,HUANGShaonan.Ultraprecision ductile regime cutting of optical glass[J].Key Engineering Materials,2008,364-366:69-73.
[31] 李哲,张德远,何凤涛,等.碳纤维复合材料旋转超声椭圆振动套磨制孔技术研究[J].电加工与模具,2016(5):56-59.
[32]XUWeixing,ZHANGLC,WUYongbo.Elliptic vibration-assisted cutting of fibre-reinforced polymer composites:Understandingthematerialremoval mechanisms[J].C omposites Science and Technology,2014,92:103-111.
[33] 张辽远,姜大林,尚明伟,等.碳纤维复合材料超声磨削工艺的研究[J].机械制造,2017,55(632):72-74.
[34] MORIWAKIT,SHAMOTOE.Ultrasonicelliptical vibration cutting[J].CIRP Annals,1995,44(1):31-34.
[35] SUIHe,ZHANGXiangyu,ZHANGDeyuan,etal.Feasibilitystudyofhigh-speedultrasonicvibration cutting titanium alloy[J].Journal of Materials Processing Technology,2017,247:111-120.
[36] 张德远.振动切削的精密微细切削特性[J].北京航空航天大学学报,1993(4):61-68.
[37] 张翔宇,隋翯,张德远,等.超声振动改善深孔镗削加工质量[J].机械工程学报,2017,53(19):143-148.
[38] KHAJEHZADEH M,RAZFAR M R.Theoretical modeling of tool mean temperature during ultrasonically assisted turning[J].Proceedings of the Institution of Mechanical Engineers,Part B Journal of Engineering Manufacture,2016,230(4):675-693.
[39] ASTASHEV V K,BABITSKY V I.Ultrasonic cutting as a nonlinear(vibro-impact)process[J].Ultrasonics,2004,36(1-5):89-96.
[40] ZHOU Ming,WANG X J,NGOI B K A,et al.Brittleductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration[J].Journal of Materials Processing Technology,2002,121(2-3):243-251.
[41] ZHOU Ming,LIU X D,HUANG S N.Ultraprecision cutting of glass BK7[J].Key Engineering Materials,2006,315-316:536-540.
[42] ZHAO H,ZHOU M.An experimental study on diamond cutting of optical glass[J].Key Engineering Materials,2008,375-376:211-215.
[43] ZHANG Jianguo,CUI Tao,GE Cheng,et al.Review of micro/nano machining by utilizing elliptical vibration cutting[J].International Journal of Machine Tools and Manufacture,2016,106:109-126.
[44] XU Weixing,ZHANG Liangchi.Ultrasonic vibrationassisted machining:principle,design and application[J].Advances in Manufacturing,2015,3(3):173-192.
[45] 张翔宇,张德远,隋翯,等.切深对椭圆超声振动切削机理的影响[J].航空学报,2017,38(4):303-311.
[46] SAITO H,JUNG H,SHAMOTO E,et al.Mirror surface machining of high-alloy steels by elliptical vibration cutting with single-crystalline diamond tools[J].Precision Engineering,2017,49:200-210.
[47] SAITO H,JUNG H,SHAMOTO E.Elliptical vibration cutting of hardened die steel with coated carbide tools[J].Precision Engineering,2016,45:44-54.
[48] LIZhe,ZHANGDeyuan,QINWei,etal.Removal analyses of chip and rod in rotary ultrasonic-assisted drilling of carbon fiber-reinforced plastics using core drill[J].JournalofReinforcedPlasticsandComposites,2016,35(15):1173-1190.
[49] 许幸新,张晓辉,刘传绍,等.SiC颗粒增强铝基复合材料的超声振动钻削试验研究[J].中国机械工程,2010,21(21):2573-2577.
[50] XU Weixing,ZHANG L C,WU Yongbo.Micromechanical modellingofellipticvibration-assistedcuttingof unidirectional FRP composites[J].Advanced Material Researches,2002,591-593:531-534.
[51] XUWeixing,ZHANGLC.Onthemechanicsand material removal mechanisms of vibration-assisted cutting of unidirectional fibrereinforced polymer composites[J].International Journal of Machine Tools and Manufacture,2014,80-81:1-10.
[52] SUZUKIN,MASUDAS,HARITANIM,etal.Ultraprecision micromachining of brittle materials by applying ultrasonic elliptical vibration cutting[J].Micro-Nanomechatronics and Human Science and The Fourth Symposium Micro-Nanomechatronics for Information-Based Society,2004:133-138.
[53] SUZUKI N,YAN Z,HARITANI M,et al.Ultraprecision machiningoftungstenalloybyapplyingultrasonic elliptical vibration cutting[J].Journal of the Japan Society of Precision Engineering,2007,73(3):360-366.
[54] GENG Daxi,ZHANG Deyuan,XU Yonggang,et al.Rotary ultrasonic elliptical machining for side milling of CFRP:Tool performance and surface integrity[J].Ultrasonics,2015,59:128-137.
[55] GENG Daxi,ZHANG Deyuan,LI Zhe,et al.Feasibility study of ultrasonic elliptical vibration-assisted reaming of carbon fiber reinforced plastics/titanium alloy stacks[J].Ultrasonics,2017,75:80-90.
[56] JIANG Xinggang,ZHANG Xiangyu,ZHU Xianbin,et al.Study of phase shift control in high-speed ultrasonic vibration cutting[J].IEEE Transactions on Industrial Electronics,2018,65(3):2467-2474.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
机械设计与制造(2020年10期)2020-10-21
山东冶金(2019年6期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
山东冶金(2018年6期)2019-01-28
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2014年5期)2014-04-27
组合机床与自动化加工技术(2014年12期)2014-03-01
