
往复走丝电火花线切割机床电极丝恒张力装置性能研究
2018-03-12 08:01:18丁成才黄晓华邱明波李伟
电加工与模具 2018年1期
丁成才,黄晓华,邱明波,李伟
(1.泰州市江洲数控机床制造有限公司,江苏泰州225300;2.南京理工大学机械工程学院,江苏南京210094;3.南京航空航天大学机电学院,江苏南京210016)
往复走丝电火花线切割机床俗称“快走丝”机床,在我国已发展了多年。该类机床在世界范围内的生产主要集中于我国,因此针对快走丝技术的研究也几乎集中在国内。近十多年来,发展了在快走丝机床上应用单向走丝电火花线切割(俗称“慢走丝”)机床的多次切割工艺的改进机型,俗称“中走丝”机床。该机型提高了切割工件表面的粗糙度和精度,但与慢走丝机床之间仍有较大差别。就电极丝的工作方式来说,不论“快走丝”还是“中走丝”都属于往复走丝线切割机床。
快走丝机床与慢走丝机床在电极丝材料、工作方式和运丝结构等方面存在区别,快走丝相比于慢走丝在电极丝的恒张力控制上的难度更高,但在实际生产和使用中,快走丝机床的电极丝恒张力控制反而相对简单。刘志东[1]介绍了往复走丝线切割机床恒张力机构,指出目前普遍采用的是重锤张紧机构,包括单边张紧机构和双边张紧机构。张志勇[2]对国内往复走丝线切割机床恒张力控制的现状进行了分析,指出目前往复走丝线切割机床的恒张力控制机构普遍采用简单的重力式和弹簧式机械结构,电气控制方案则是由压力传感器来采集、计算电极丝的张紧力,以PMAC卡作为运动控制器,以伺服电机的正反转带动调节杆的运动,从而实现张紧力的随动实时响应;但由于控制器PMAC卡的成本过高,其应用于廉价的往复走丝线切割机床仍有一定的局限性。刘志龙[3]将目前已有的张紧机构大致分为机械式(如弹簧式、重锤式、复合机械式)、电磁式(如磁粉离合器、磁粉制动器)及机电式(如伺服电机滑道式、可逆电机滚导式)等类型。王笑[4]总结的恒张力机构包括机械重锤式恒张力机构、双边紧丝装置、双贮丝筒恒张力控制装置。
快走丝机床通常较少标配恒张力装置,而在中走丝机床发展中,恒张力装置几乎成为其标配。本文就往复走丝线切割机床中常见的3种恒张力装置进行了对比研究,并得出了一些结论。
1 常见的电极丝恒张力装置
1.1 重锤式恒张力装置
如图1所示,重锤式恒张力装置通常仅对上线架后方的钼丝进行张力控制。该装置通过重锤的重力拉动张丝导轮,实现对钼丝的张紧,使电极丝保持相对恒定的张力,其结构简单、价格便宜。

图1 重锤式恒张力装置结构示意及实物图
1.2 弹簧式恒张力装置
如图2所示,弹簧式恒张力装置通常为单个装置,可在上线架和下线架的后方进行安装,实现钼丝张力的双向控制。该装置通过弹簧的弹力实现对钼丝的张力控制,因为弹簧的弹力随着弹簧的伸缩行程变化,弹簧装置不能算作恒张力控制,只是防止和减少钼丝在运丝过程中出现松弛。

图2 弹簧式恒张力装置结构示意及实物图
1.3 磁粉离合器制动恒张力装置
如图3所示,磁粉离合器制动恒张力装置简称“磁粉式装置”,是为实现张力恒定、双向控制和可调的目的而开发的一种新型恒张力控制装置。该装置通过磁粉离合器输出恒定的拉力来拉动张丝支架,再通过张丝支架上、下2个张丝导轮实现对钼丝的双向张力控制。
磁粉离合器根据电磁原理并利用磁粉传递转矩,其最重要、最基本的特性是静特性和滑差特性。静特性是指磁粉离合器所传递的转矩与激磁电流之间存在线性关系,若改变激磁电流数值,可对传递转矩进行线性调节;滑差特性是指当激磁电流保持不变时,磁粉离合器所传达的转矩不受传动件与从动件之间差速(滑差转速)的影响,即静力矩与动力矩无差别[5]。基于以上特性,磁粉离合器可将张力电机输出的扭矩平稳地传递到张丝架上,从而实现对钼丝的张力控制。
2 电极丝张力的检测
电极丝张力检测装置由三导轮张力传感器、信号数字变送器、RS232转换接口和上位机软件组成。该装置可测量的张力精度最高为0.1 N。上位机软件可采集、存储、导出采集张力的时间和张力值,并可存储和导出张力随时间变化的曲线。张力采集的频率为每秒采集3次。

图3 磁粉式恒张力装置结构示意图
如图4所示,在运丝启动前,将钼丝穿过三导轮张力传感器的3个导轮,使中间的张力传感器导轮受到钼丝的压迫,从而使张力传感器感受到钼丝的张力,并将张力信号传输到信号数字变送器;信号数字变送器将接收的张力信号转变为电信号后送至RS232转换接口;RS232转换接口将信号传送至电脑,由上位机软件对该信号进行采集、存储并生成张力随时间变化的曲线。

图4 电极丝张力检测现场
3 单周期张力变化规律
对3种张丝方式的张力只进行一个运丝往复周期检测,分别考查张丝装置在工作及不工作状态下的张力变化,结果见图5~图7,并得出以下结论:
(1)在短时间的单周期内,重锤式和磁粉式恒张力装置基本没有对钼丝的张力周期变化规律产生影响;而弹簧式恒张力装置则产生了明显的影响,不仅显著减小了钼丝张力周期内的波动幅度,还提升了钼丝的张力。
(2)重锤式恒张力装置在运丝换向处对钼丝的张力极值具有一定的限制作用。以中间的张力峰值为对比对象,在未工作状态下的张力为18.99 N,在工作状态下的张力为18.45 N。重锤式恒张力装置将换向张力峰值降低了0.54 N。
(3)磁粉式恒张力装置在运丝换向处对钼丝的张力极值同样具有限制作用。以中间的张力峰值为对比对象,在未工作状态下的张力为17.37 N,在工作状态下的张力为16.52 N。磁粉式恒张力装置将张力峰值降低了0.85 N。

图5 重锤式恒张力装置单周期张力变化曲线

图6 弹簧式恒张力装置单周期张力变化曲线

图7 磁粉式恒张力装置单周期张力变化曲线
4 多周期张力变化规律
为消除单个周期的随机性影响,进一步研究了多周期内的张力变化规律。分别对3种恒张力装置进行了3个及以上往复周期的对比。
4.1 重锤式恒张力装置
图8是重锤式恒张力装置在多往复周期内的不同工作状态下的张力变化对比。可见,张丝在中间行程产生的效果不明显,但仍对张力变化起到一定的作用,具体为:在张丝装置工作时,运丝换向处的张力峰值比不工作时下降约1 N,且张力峰值底部曲线开口有所减小,由不工作时的7 s减小为工作时的2.7 s。这意味着,张丝装置工作时的张力能更快地恢复至稳定张力状态。

图8 重锤式恒张力装置多周期张力变化曲线
4.2 弹簧式恒张力装置
如图9所示,在弹簧式恒张力装置多往复周期内,张丝装置工作时的周期张力波动明显比不工作时表现得更平稳。就中间行程对比来看,张丝装置工作时的张力波动范围在12.97~13.9 N,波动幅度为0.93 N;而张丝装置不工作时的张力波动范围在10.87~13.04 N,波动幅度为2.17 N。同时,弹簧式恒张力装置对换向的高张力一端的张力极值有降低作用,对低张力一端的张力极值有提高作用。总体来看,该装置对钼丝的张力极值起到了较好的控制作用。
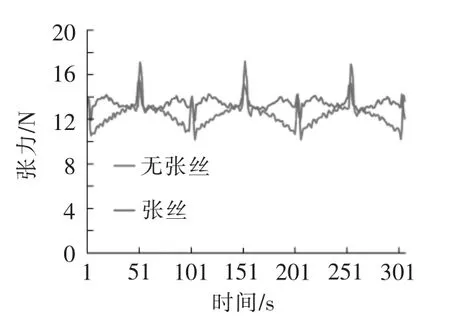
图9 弹簧式恒张力装置多周期张力变化曲线
4.3 磁粉式恒张力装置
如图10所示,在磁粉式恒张力装置多往复周期内,张丝装置工作时的周期张力波动与不工作时的波动明显不同。但就中间行程对比来看,张丝装置工作时的张力波动与不工作时的波动基本无差别。同时,磁粉式恒张力装置对换向的高张力一端的张力极值有降低作用,将峰值降低了约1 N;对低张力一端的张力极值有提高和稳定作用,尤其对换向前后的张力极小值起到了消除作用。总体来看,该装置对钼丝的张力极值起到了较好的控制作用,特别对张力极小值起到了良好的平稳化。

图10 磁粉式恒张力装置多周期张力变化曲线
5 磁粉式张力装置特性实验
5.1 张力装置特性对比
综合以上3种恒张力装置的张力控制效果,对比其张力变化情况可知,3种装置对运丝换向处的张力峰值均有降低作用。但重锤式装置对稳定张力偏低的松丝换向端的张力基本无效,弹簧式装置对无张力情况下的张力曲线改变效果最明显,但改变后得到的张力曲线极不平滑。因此,根据表1所示的综合对比结果,认为磁粉式装置的恒张力效果最佳,且其在张力的设定、调节方面比重锤式、弹簧式均更便捷。
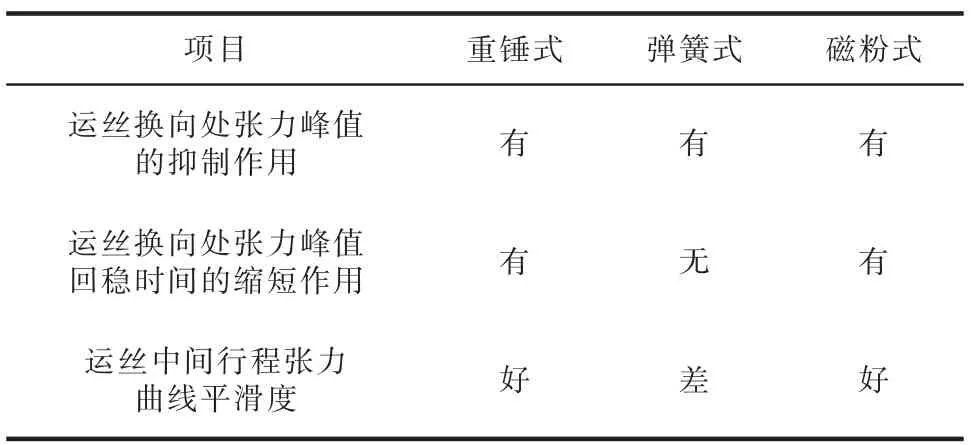
表1 三种恒张力装置的张力控制对比
5.2 磁粉式恒张力装置的张力稳定条件
当运丝电机的运行频率为50 Hz时,对磁粉离合器施加220 mA的工作电流,需运行150个往复运丝行程以上才能达到钼丝张力的稳定。主要以二个参数作为判定依据:一是单位周期内张力变化波动区间;二是单位周期内张力变化的方差。如图11、图12所示,在150个往复运丝行程之后,单位周期内的张力变化区间稳定在0.6~0.8 N,方差小于0.04。
5.3 张力扰动的变化规律
钼丝张力受到扰动后,会在施加扰动处产生一个张力的波动。随着多次运丝往复运动,该扰动会逐渐消失。扰动主要来自二个方面:一是检测前,在钼丝停止的位置安装张力检测装置时,张力检测导轮对钼丝起到了一定的张紧作用,从而导致该位置的钼丝张力产生了一个峰值;二是在丝速变化时,钼丝所在位置会产生一个张力峰值。实验发现,在不同的运丝电机频率下,扰动消失所需的运丝往复次数不同,如表2所示,频率越高,所需的往复次数越多。

图11 磁粉式恒张力装置的张力稳定条件

图12 磁粉式恒张力装置的张力方差变化
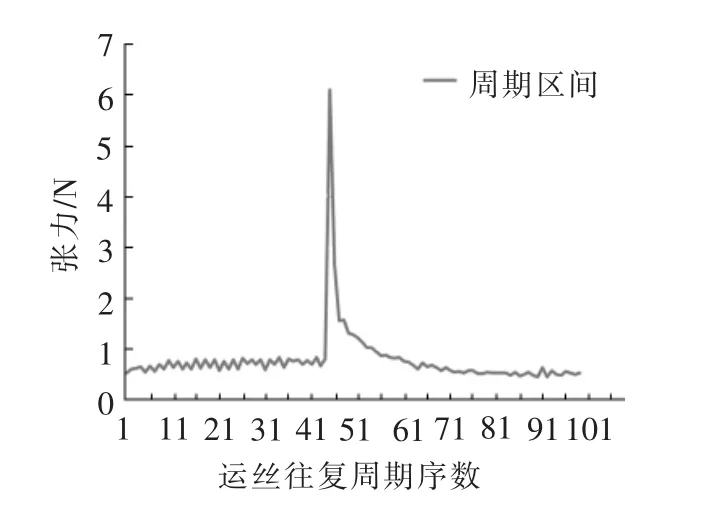
图13 磁粉式恒张力装置张力加大后的张力周期变化
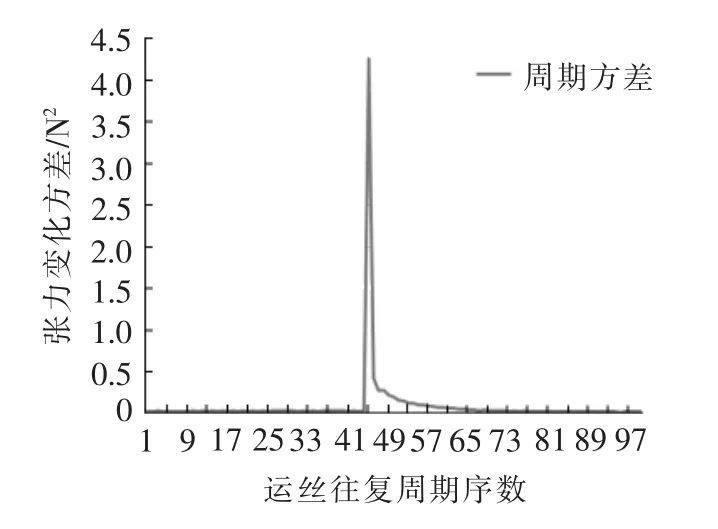
图14 磁粉式恒张力装置张力加大后的张力方差变化

表2 不同电机频率下电极丝扰动消失所需运丝往复次数
5.4 大张力下磁粉式恒张力装置的稳定特性
在初始张力稳定后,调整磁粉离合器的工作电流至300 mA,需运行40个往复运丝行程以上才能达到钼丝张力的稳定。如图13、图14所示,在40个往复运丝行程后,单位周期内的张力变化区间稳定在0.5~0.7 N,方差小于0.04。
6 结论
(1)综合对比了3种恒张力装置得出,重锤式的张力恒定效果最不明显,弹簧式的张力恒定效果最明显,磁粉式对张力的恒定起效慢,但具有张力调节更方便、快捷的优点。
(2)运丝换向瞬间的钼丝张力比中间行程的张力要大很多,且在丝速变化时钼丝所在位置会产生一个钼丝张力峰值。由此可见,钼丝不能受到扰动,否则扰动张力会使钼丝产生波动。
(3)张力扰动需经过多个运丝往复周期后才能消失。对于“中走丝”线切割机床来说,如果丝速变化引起的张力扰动对多次修刀切割产生影响,那么就需对张力扰动进行控制。
(4)对重锤式装置和弹簧式装置在张力调整之后的张力控制效果还有待研究。
(5)不同的钼丝张力是否会影响实际切割时的工件精度及其表面粗糙度,对此还有待研究。
[1] 刘志东.特种加工[M].2版.北京:北京大学出版社,2017.
[2] 张志勇.往复走丝电火花线切割机床电极丝恒张力控制研究[D].哈尔滨:哈尔滨工业大学,2014.
[3] 刘志龙.往复走丝线切割机床张紧系统的研究[D].成都:西华大学,2010.
[4] 王笑.往复走丝线切割机床电极丝的振动分析[D].成都:西华大学,2009.
[5] 刘建建,陈祝平.磁粉离合器及其应用[J].机电技术,2010(4):63-65.
猜你喜欢
中国特种设备安全(2021年3期)2021-07-28 06:53:40
电站辅机(2021年4期)2021-03-29 01:16:52
机械制造与自动化(2021年1期)2021-02-03 10:55:20
新世纪智能(高一语文)(2020年9期)2021-01-04 00:42:52
中华诗词(2018年4期)2018-08-17 08:04:12
宝藏(2017年6期)2017-07-20 10:01:02
宝藏(2017年6期)2017-07-20 10:01:01
河北电力技术(2015年2期)2015-11-21 02:45:50
橡塑技术与装备(2015年7期)2015-07-03 12:17:56
应用技术学报(2014年4期)2014-02-28 14:52:44
