
棒材定尺机常见故障探讨
2018-03-05 11:42左家信王婷婷
机械工程师 2018年2期
左家信,王婷婷
(1.江阴兴澄特种钢铁有限公司,江苏江阴214429;2.北京京诚瑞信长材工程技术有限公司,北京 100076)
0 引言
棒材生产中,定尺剪切一般采用冷剪,常用的冷剪有两种:飞剪(或摆剪)和冷停剪[1]。由于冷飞剪的剪切精度达不到特殊用户的要求,所以冷停剪被越来越多的生产厂家采用。但是冷停剪定尺剪切,必须由定尺机配合冷停剪来完成定尺过程。因此,定尺机的定位准确度及抗冲击性能直接影响产品定尺精度和成材率。
南京钢铁股份有限公司的徐美艳[1]对辊道宽度950 mm,最大输送重量为20 t的定尺机存在的问题进行了分析,并给出了一些改进措施;安阳钢铁集团公司的李永强[2]对棒材机组定尺剪运行过程中出现的故障进行了分析,并给出了相应的处理措施;中冶赛迪工程技术股份有限公司的王万姣等[3]分析了定尺机锁不紧、定尺精度不准的现象,并提出用碟簧加液压的定尺机构;宣化钢铁公司型棒厂的姜少华等[4]分析了定尺机的部分故障,给出了简略的处理方法;兴澄特种钢铁有限公司的石建峰[5]对热轧精整线定尺机的液压系统故障和缓冲器故障进行了分析;河北宣化钢铁有限责任公司的宋义峰[6]针对定尺机驱动机构故障提出了改进驱动方式等方法,以提高定尺机的抗冲击性能及定尺精度[6]。文中以棒材车间常见的定尺机为研究对象,对其在生产过程中出现的典型故障进行了分析,提出了解决方案。
1 常用定尺机结构与原理简介
目前常用的定尺机组成分为有两大类:移动小车式,长轴摆臂式。
1.1 移动小车式定尺机
移动小车式定尺机分为轨梁式和框架悬臂梁式两种[7-13]。
1)轨梁式(见图1)。此结构近些年被采用,棒材厂采用不多。电动机驱动小车,在落地轨道上行走。定尺挡板安装在小车一侧,通过液压缸驱动摆臂,实现挡板升降。小车通过夹轨器锁紧,挡板后设有弹簧缓冲装置。特点是:结构紧凑,设备工作重心低。机架承受载荷力矩小,轨梁可以承受大的冲击载荷。小车锁紧靠摩擦力,可以实现任何位置停车,完成无级定尺。
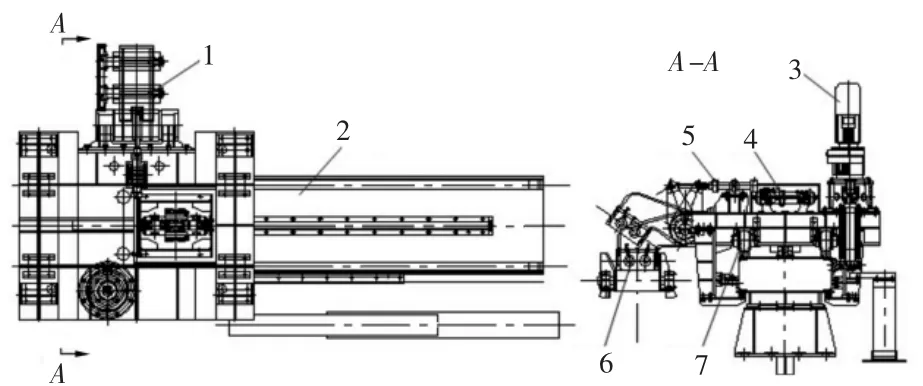
图1 轨梁式定尺机
2)悬臂梁式(见图2、图3)。此结构应用范围较广,小车悬挂在悬臂梁上,由齿轮齿条传动,液压马达或电动机驱动。定尺挡板安装于小车下部。锁紧装置常见的有液压缸锁紧、气缸锁紧、弹簧锁紧和插销锁紧等,由液压缸或气缸驱动挡板升降。挡板通过摆动缸驱动偏心轴,来实现偏心量调整。挡板缓冲装置,常见的有弹簧缓冲、液压缓冲和弹性阻尼缓冲三种形式。特点是:设备工作重心高,机架承受载荷力矩大,架空悬臂横梁要有足够的强度来承受大的冲击载荷。要有可靠的缓冲装置吸收冲击动能。移动小车定尺机为无级定尺。
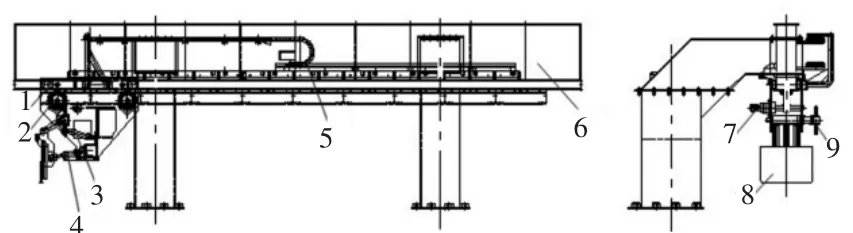
图2 悬臂横梁式定尺机
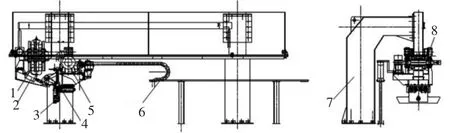
图3 悬臂横梁式定尺机
1.2 长轴摆臂式定尺机
长轴摆臂式定尺机见图4,主要由长轴、移动摆臂、固定摆臂、走行机构以及摆臂驱动气缸组成。移动摆臂由电动机驱动齿轮沿齿条行走。移动摆臂后设置抱箍锁紧,挡板由螺旋弹簧缓冲。移动摆臂和固定摆臂均设有配重,以减少气缸的驱动力。
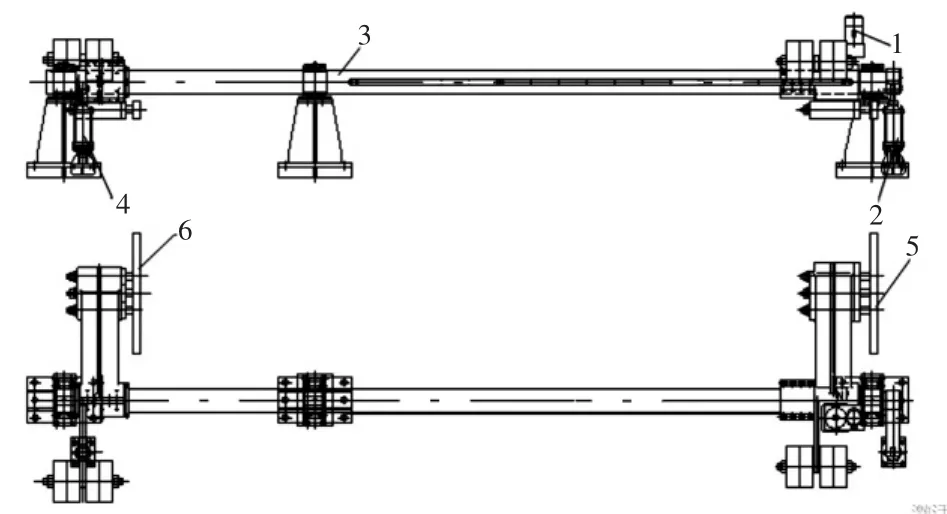
图4 长轴摆臂式定尺机
特点:结构简单,占地空间较小。设备工作重心低,机架承受载荷力矩小,主轴可以承受大的冲击载荷。抱箍与主轴由多个螺栓把紧,正压力大,锁紧效果较好。可以实现无级定尺。
2 定尺机常见故障
2.1 冲击载荷引起的机架开裂及部件损坏
随着棒材厂的产量上升,冷停剪剪切吨位由650 t、850 t冷剪,发展到目前的1300 t冷剪。剪切力的增加,造成辊道上排料数增多,对定尺机冲击载荷也相应增加。实际生产中,会出现机架开裂及部件损坏。
2.2 长轴摆臂式定尺机长轴挠曲
对于12 m定尺机长轴长度在7.5 m左右,而16 m定尺机长轴长度达11.6 m,长轴会发生挠曲变形,造成小车行走困难,影响定尺精度。
2.3 移动小车式定尺机挡板移位
定尺挡板移位的主要原因是,小车锁紧装置可靠度不足。锁紧缸、夹轨器弹簧夹钳等均靠摩擦力锁紧,F=μN(F为摩擦力,N为正压力,μ为摩擦因数),当压紧力不够,接触面摩擦因数较小时,小车就会出现打滑移位。锁紧装置配合插销锁紧可以实现定尺长度的可靠定位,对于6、9、12 m等常规定尺应用较好。
2.4 缓冲装置损坏
1)弹簧缓冲。弹簧缓冲装置多采用圆柱螺旋弹簧或碟簧,见图5、图6。优点是结构简单,成本低。但由于实际生产中的撞击力能参数与钢材直径、排料数量、辊道线速度等因素有关,属于高强度变载荷。所以在长期使用当中,弹簧容易变形失效,使得挡板缩回后不反弹或反弹量小,易造成定尺长度偏长,影响钢材成材率。而且,弹簧安装时预紧力较大,需要借助特殊辅助工具,且安装时间较长。
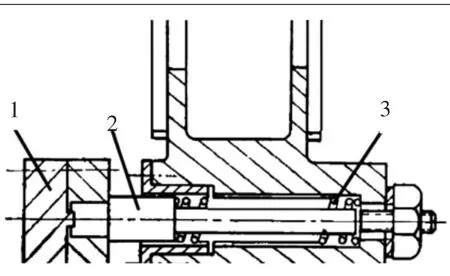
图5 圆柱螺旋弹簧缓冲装置
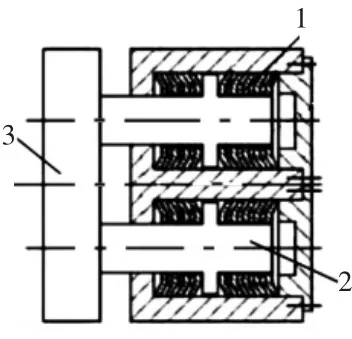
图6 碟簧缓冲装置
2)普通弹性阻尼缓冲。普通弹性阻尼存在使用温度区间窄;存在老化现象,使用寿命较短;刚度大,力能曲线不够平缓,不适合大的冲击载荷。
3)液压缓冲。移动小车上的液压缓冲装置采用两个对称液压缸支撑挡板,见图7,液压缸行程为零,不做功。液压系统在换向阀前安装一套蓄能器,见图8,并在换向阀组中加装减压阀和单向阀,以确保定尺精度。但是液压系统主油路受到冲击反作用力时会产生瞬时高压,引起机架冲击损坏和漏油等现象。
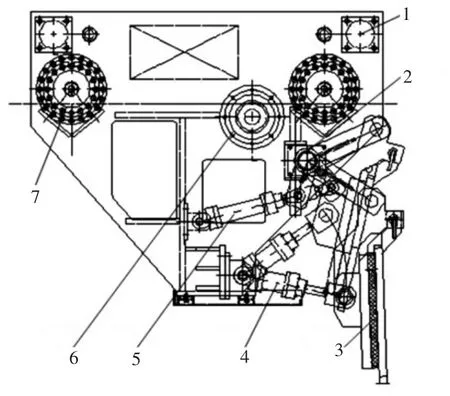
图7 移动小车
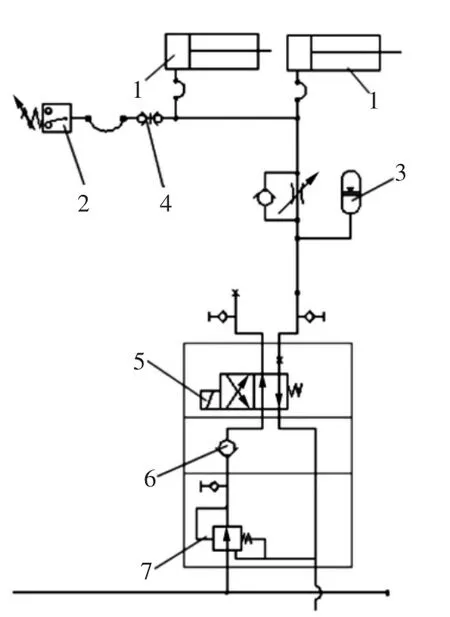
图8 移动小车液压系统图
3 定尺机常见故障解决办法探讨
3.1 定尺机冲击载荷过大的问题的探讨
由冲击载荷F=mv/t(F为冲击载荷;m为来料质量;v为来料运行速度;t为撞击时间)[14-15],公式得知,排料质量一定时,降低排料运行速度,可以延长撞击时间降低冲击载荷。具体的办法采用变频电动机,通过变频器调整辊道速度,在辊道两侧增设光栅检测,进行调速及停车控制。经兴澄钢厂实际应用,该方法有效地降低了冲击载荷。由表1计算得知,辊道速度由1.5 m/s降低至0.5 m/s,冲击载荷降低了5.6倍。
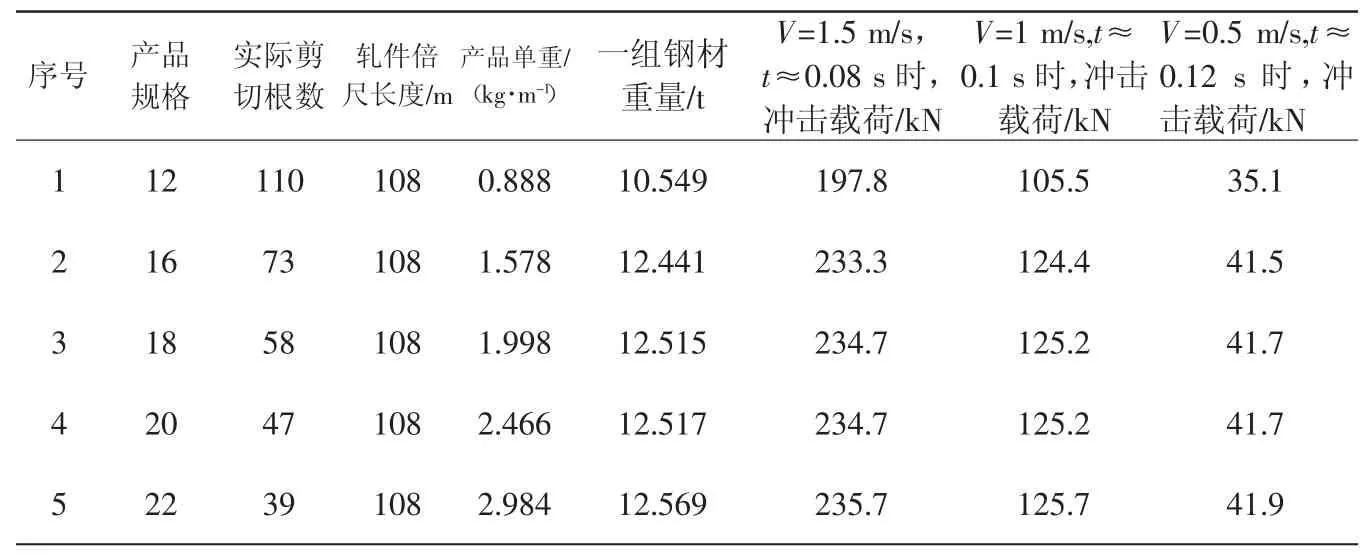
表1 常见规格排料的冲击载荷
3.2 长轴挠曲问题探讨
对于长轴挠曲,建议将长轴改为直径较大的空心长轴,增加抗弯刚度,减少长轴挠曲。
3.3 定尺机挡板移位问题的探讨
减少定尺挡板的位移量,可以通过增加锁紧装置的摩擦力来解决。增加正压力:对于液压锁紧缸,可以增大系统压力,最大可以到40 MPa;对于弹簧锁紧装置,可以选用组合式蝶形弹簧弹簧;增大摩擦因数:可以将接触面粗糙度加大,或将钢对钢接触改为橡胶垫与钢接触的形式。
3.4 缓冲装置损坏问题的探讨
1)弹簧缓冲建议采用蜗卷弹簧缓冲,蜗卷弹簧在相同的安装空间内与其他弹簧相比可以吸收较大的能量,而且其板间存在的摩擦可以用来衰减振动。
2)对于液压缓冲装置,建议修改为阻尼式液压缓冲器,当排料冲击力使缓冲器高压腔内压力升高时,高压油通过阻尼孔流向低压腔,由于液压油总容积不变,阻尼孔的限制,以及活塞直径远大于阻尼孔直径,活塞的速度受到限制,从而达到缓冲目的。
3)对于弹性阻尼缓冲器,建议采用新型高能弹性阻尼缓冲器缓冲,力能曲线优于普通弹性阻尼,具有优秀的即时反应能力和动势能转化能力,结构紧凑安装简单,耐温区间广。具有特殊的化学惰性,使用寿命长。缓冲器贮存能量大,不需要维修,无老化现象,工作可靠。
4 结 语
文中对定尺机在生产中常见的故障进行分析。辊道调速、增加锁紧装置锁紧力和采用新型缓冲装置等都可以提高定尺机的定尺精度和使用寿命。
光栅配合辊道调速,是降低冲击载荷最有效的办法,建议在预算范围内尽量采用变频电动机来控制轧件的速度以达到减小冲击载荷的目的。在无法使用变频电动机的情况下,建议采用力能参数较好、耐温区间广的新型弹性阻尼,来吸收大的冲击载荷。
[1] 徐美艳.定尺机故障的分析及改进措施[J].安徽冶金,2014(1):38-40.
[2] 李永强.棒材机组定尺剪常见的故障与处理[J].中国设备工程,2012(8):44-45.
[3] 王万姣,李图学,张荣滨.定尺机锁紧机构改造[J].冶金设备,2015(增刊2):55-57.
[4] 姜少华,杜景荣,张扬扬.定尺机在宣钢高强度棒材生产线的应用[C]//2012第四届先进轧钢精整及钢材包装技术学术研讨会.2012.
[5] 石建峰.热轧精整线定尺机故障分析及改进[J].液压与气动,2011(4):103-104.
[6] 宋义峰.型材定尺机抗冲击优化及提高定尺精度应用[J].中国新技术新产品,2015(7):67.
[7] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2000.
[8] 袁新会.一种型钢定尺机[J].机械,2009(增刊1):117-118.
[9] 肖品,胡平光.新型型钢定尺机[J].冶金设备,2003(2):34-36.
[10] 林志刚.无级调整定尺机[J].冶金丛刊,1997(4):33-37.
[11] 欧曦.螺旋移动式定尺机的设计[J].柳钢科技,1995(4):56-57.
[12] 刘书敏.浅议组合式定尺机[J].企业技术开发,2011(12):118.
[13] 李永松.钢板宽度定尺机的改造[J].柳钢科技,1999(3):24-26.
[14] 陈作模.机械原理[M].北京:高等教育出版社,2000.
[15] 闻邦椿,吴宗泽.机械设计手册[M].北京:机械工业出版社,2015.
猜你喜欢
装备维修技术(2022年3期)2021-12-06
中学数学研究(广东)(2021年19期)2021-11-19
中学生天地(A版)(2021年9期)2021-10-25
数学物理学报(2021年3期)2021-07-19
数学年刊A辑(中文版)(2021年2期)2021-07-17
数学物理学报(2021年2期)2021-06-09
中学数学研究(江西)(2019年12期)2020-01-10
北方工业大学学报(2019年5期)2019-03-30
发明与创新·大科技(2017年1期)2017-01-14
初中生世界·七年级(2014年2期)2014-03-24
