
SWRH82B盘条生产工艺研究与质量分析
2018-03-04 12:53石磊,王鑫
山西冶金 2018年6期
石 磊, 王 鑫
(陕钢集团汉中钢铁有限责任公司, 陕西 勉县 724200)
高碳钢SWRH82B热轧盘条是生产预应力钢绞线的重要原料,通常用Φ11 ~13 mm的SWRH82B热轧盘条经过冷拔、捻制、稳定化处理成为预应力钢丝、钢绞线。目前在国内用途最广的是强度等级为1 860 MPa、直径为15.2 mm的7根钢丝捻制的预应力钢绞线,要求盘条必须有足够的强度、面缩率和良好的拉拔性能[1]。
陕钢集团汉中钢铁有限责任公司(以下简称“汉钢”)为积极响应国家供给侧改革,延伸企业产业链,与天津冶金钢线钢缆集团有限公司(以下简称“天津线缆集团”)达成合作协议,合资建设钢绞线生产线。汉钢公司科技部、钢轧事业部、计量检验中心的技术人员对SWRH82B钢转炉、精炼、连铸、轧制等工艺通过试验研究和系统分析,成功开发了天津线缆集团所需的1 860 MPa级钢绞线用SWRH82B高碳钢热轧盘条。
1 试验研究
1.1 生产工艺流程
汉钢SWRH82B热轧盘条的生产工艺流程:高炉铁水→900 t混铁炉→120 t转炉冶炼→LF精炼炉→150 mm×150 mm方坯连铸机→加热炉→高压水除鳞→高速线材轧制→吐丝→斯太尔摩冷却→集卷→P/F线运输→检验→包装→入库。
1.2 冶炼成分要求
汉钢针对天津线缆集团SWRH82B盘条的性能及使用要求,重点分析研究了C、Mn、Cr、S、P,其中C、Mn、Cr均采用窄范围控制,P、S有害元素含量控制要低,结合汉钢工艺装备条件,SWRH82B钢设计化学成分见表1。

表1 SWRH82B钢化学成分内控要求 %
1.3 炼钢工序
1.3.1 转炉工艺
采用高拉碳冶炼工艺[2],在冶炼过程中,关键是控制钢中的碳、锰和铬含量在较窄的范围内,同时要求钢中磷、硫及残余元素含量满足要求。转炉配备副枪系统可以对冶炼过程温度和碳含量进行测定,保证冶炼终点w(C)控制在0.20%以上;根据脱磷需要低温(1 570 ~1 590℃)、高氧化铁、高碱度的环境,将冶炼碱度控制在2.7 ~3.2之间,出钢温度控制在1 580 ~1 650℃左右;出钢时加顶渣料石灰、萤石,预脱氧合金化优先采用硅锰合金并补加少量硅铁,终脱氧采用电石、碳化硅、铝线,二次挡渣,出钢严禁下渣。
1.3.2 精炼工艺
SWRH82B精炼过程主要任务就是脱硫、脱氧;要求精炼需要高温、高碱度、低氧化铁含量,LF精炼炉精炼时间不低于40 min,Al2O3-CaO-SiO2渣系碱度控制在3.5 ~4.0,白渣保持时间不低于15min,控制炉内良好的还原性气氛,避免炉渣二次氧化。软吹时间保证在15 ~20 min。
1.3.3 连铸工艺
连铸坯的质量对最终产品性能有很大影响,铸坯内部中心区要致密(疏松、缩孔要小),铸坯中心偏析要小,中心偏析和成分波动会引起线材的通条性能不均匀,易造成拉拔断裂。为确保获得良好的铸坯凝固质量,连铸采用塞棒控流、液面自动控制等工艺技术,同时浇铸过程采用全保护浇铸,确保长水口氩封,保证浸入式水口在结晶器内对中。采用结晶器和末端电磁搅拌,中间包内加双层覆盖剂,下层为中性覆盖剂,上层为碳化稻壳,要求过热度不大于30℃[3],拉速控制在1.8 ~2.0 m/s。
1.4 轧制工序
1.4.1 加热工艺
由于SWRH82B钢属于高碳钢,含碳量较高加热时表面易脱碳,钢的硬度、冲击韧性等性能会明显下降,拉拔过程中容易发生断丝。所以SWRH82B钢的加热工艺是重点解决好脱碳问题,严格控制加热、保温时间,炉内为微还原性气氛[4],加热段温度控制在1 120 ~1 150℃,均热段温度控制在1 080~1 110℃。
1.4.2 控轧工艺
SWRH82B钢控轧工艺主要是通过对轧制过程中各关键点温度的控制来实现。从开轧温度到终冷温度,控制SWRH82B原始奥氏体晶粒尺寸,从而细化钢材晶粒。汉钢2号高线拥有30架轧机为全连轧无扭布置。轧机分为5组:粗轧机组6架,中轧机组8架,预精轧机组4架,精轧机组8架,减定径机组4架。采用美国摩根公司“8+4”轧机专利技术,即在精轧机组水冷段后减定径机组增设4架轧机。该工艺的优点是可以降低精轧机组高速轧制后轧件因变形带来的急速温升,使得减定径机组低温高速控温轧制,确保了SWRH82B热轧盘条的组织性能;其次减定径机组轧制可得到高精度几何尺寸、均匀通条性以及光滑、无缺陷的热轧盘条。预精轧、精轧和减定径机组后均设有自动水冷控制箱,要求进精轧温度控制在900℃左右,吐丝温度控制在870~890℃左右。
1.4.3 控冷工艺
SWRH82B钢控冷工艺的主要目的是控制散卷冷却速率,得到强度、韧性较好的索氏体组织。汉钢的斯太尔摩风冷线,配备了带有“佳灵”装置大风量高风压的风机,风冷线全长103 m,保温罩长80 m,运输速度为0.1~2.0 m/s,冷却速率0.3 ~20℃/s,设有14台冷却风机,其中1号-6号风机,每台风量190 000 m3/h,风压 5.0 kPa;7号-14号风机,每台风量154 000 m3/h,风压3.0 kPa;每台风机送风管配备有“佳灵”电动气流分配器。
轧制大规格SWRH82B盘条时,斯太尔摩风机应投入较多,风门100%开启,已获得大风量、大风压对盘条进行强冷。应控制相变前的冷却速度大于10℃/s,以抑制先共析渗碳体组织的析出,否则盘条在冷拔过程中已发生脆断[5]。
2 试制结果及质量分析
2.1 试制结果
试验生产SWRH82B成分见表2。SWRH82B方坯低倍组织见图1。轧制后SWRH82B盘条力学性能统计见表 3。SWRH82B盘条金相组织见图 2。SWRH82B盘条夹杂物和晶粒度见图3。
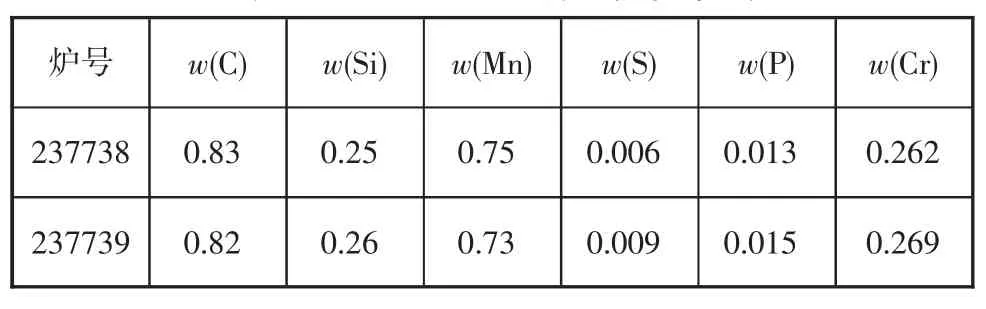
表2 SWRH82B钢试验化学成分 %
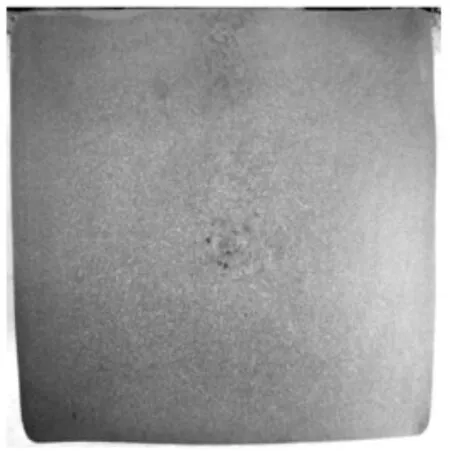
图1 方坯低倍组织(中心疏松0.5级、角部裂纹0.5级)

图2 珠光体+索氏体+少量铁素体(×500)

表3 SWRH82B盘条力学性能统计

图3 夹杂物和晶粒度
2.2 质量分析
SWRH82B盘条的化学成分符合试验方案要求,C,Mn,Cr元素成分控制精确,有害元素w(S)控制低于0.010%,冶炼成分波动范围较小,为盘条得到均匀的组织和性能提供了保障。
SWRH82B盘条的抗拉强度、断后伸长率、断面收缩率达到了天津线缆集团质量要求;金相组织为索氏体+珠光体+少量铁素体,无有害组织且索氏体化率较高,晶粒度达到了8.0级,都有利于盘条的后期拉拔加工。但方坯低倍组织检验存在中心疏松、角部裂纹,C类硅酸盐夹杂物级别较高,后期生产中应强化冶炼工艺过程控制,得到质量更高的产品。
3 产品使用情况
天津线缆集团的第二预应力钢丝厂将汉钢的 SWRH82BΦ12.5 mm盘条经过一次拉拔到Φ5.08 mm光面钢丝,拉拔过程中未发生断裂,拉拔钢丝力学性能检验合格:抗拉强度1 860~1 950 MPa(标准值大于1 860 MPa),延伸率4.0%~4.5%(标准值大于3%),180°反复弯曲7 ~8次(标准值大于4次),360°扭转次数为30 ~35次(标准值大于25次)。产品质量满足使用要求,使用效果较好。
4 结语
汉钢公司试验生产的SWRH82B盘条化学成分中 C、Mn、Cr等元素控制范围较窄,P,S等有害元素含量较低,组织性能控制较好,有利于盘条的拉拔加工。经天津线缆集团第二预应力钢丝厂使用,跟踪反馈盘条表面质量好、脱碳少,索氏体化率高,力学性能稳定,完全满足使用要求。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
昆钢科技(2022年1期)2022-04-19
机械研究与应用(2020年5期)2020-11-18
四川冶金(2019年5期)2019-02-18
制造技术与机床(2017年3期)2017-06-23
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17
浙江大学学报(工学版)(2016年2期)2016-06-05
电子制作(2016年21期)2016-05-17
新疆钢铁(2015年3期)2015-11-08
重庆建筑(2014年12期)2014-07-24
