关于补偿回弹的冲压件模具设计方法的探讨
2018-03-02 08:12管幸寰
中国设备工程 2018年4期
管幸寰
(上海电子工业学校,上海 201411)
板料冲压是利用冲模,使板料产生分离或形变的加工方法。因多数情况下板料无需加热,故称冷冲压,又简称冷冲或冲压。在进行板料加工时,材料的延展性、弹性等物理性质往往会带来影响,使板材在加工过后出现回弹问题,如果这种回弹的幅度较小,肉眼可能无法分辨,但在实际使用过程中,由于工件精度不足,可能影响使用价值。就补偿回弹的冲压件模具设计方法进行探讨有一定的实际意义。
1 回弹问题的出现以及影响
1.1 板材的回弹
常规的冲压过程中,板材会按照模具状况不断出现形变,直到满足实际使用需求。回弹问题在这一过程中是始终存在的,此前技术人员一般通过“试错法”进行处理,但结果并不理想。由于大部分金属材料,尤其是合金和其他延展性较好的材料,回弹问题往往十分严重,在力的相互作用下,瞬时回弹以及加工后一小段时间内出现的回弹现象屡见不鲜,比如汽车使用的铝材,部分构件的回弹率甚至超过0.5%,对实际性能产生了很多不利影响。
1.2 回弹的影响
回弹的影响包括直接影响和衍生影响两个方面,以数控机床所用工件为例,在冲压制造完成后,存在回弹问题的工件被应用于数控机床,会造成精度、刚性的下降,并进一步影响机床的电动稳定性。数控机床对加工精度的要求非常高,精度则取决于刚性,刚性是指在固定工作负载条件下机床的加工结构出现的形变量,形变量越大、精度越低。应用存在回弹问题的工件,机床的精度受到直接影响,在实际工作中,还可能产生啮合不严等问题,进一步降低刚性,而电动机工作带来的小幅位移则会加剧回弹工件的破坏作用,使机床的加工成果无法得到保证。
2 补偿回弹的冲压件模具设计方法
2.1 设计思路
回弹问题虽然广泛存在于各类板料的加工作业中,但带有一定的规律性,如进行一次冲压的板材可能存在较为严重的回弹问题,而反复冲压后,每一次回弹都能得到控制,总的回弹量也因此较低。针对补偿回弹的冲压件模具设计也以此为切入点,分析可行思路。模具设计的核心理念为往复式加工,可以在现有技术条件下实现,其工作的基本流程是,了解加工物的特点,建立流水线,取固定模型,对于存在回弹可能的位置,给予多次冲压,并在反复加工的过程中逐步降低冲压力度,实现对其外形的有效控制,避免回弹问题。从初定的模具型面的结点位移反向减去模拟计算的回弹量,得到用于补偿回弹所需的加工要求。金属板料首先用试探模具成形,计算成形回弹后的工件形状。该数值在不同的工件加工作业中也存在差异,需要根据实际情况确定往复次数和力负载水平。将回弹后的工件形状与目标工件比较,如果存在的形状误差超出容许值,就从模具形状中减去形状误差,得到新的加工要求,作为确定往复加工所需负载的基础。在往复加工中,金属板料将用这一新的试探模具型面成形。如果成形工件的形状与目标工件误差仍超出容许值,将再次从试探模具型面反向减去形状误差,得到更新的加工要求,作为确定下一次往复加工所需力负载的基础,直到成形的工件形状满足要求,往复加工可进行5次或更多。
2.2 有限元模型分析
有限元模型以数据为基础建立,收集不同工件的基本使用要求和加工存在的问题、加工流程,建立涵盖上述内容的电子模型。如工件为齿轮,其使用的核心要求是良好的啮合度,本质则是严格的精度控制。加工存在的问题也主要在机床的精度上,加工流程则相对固定,对金属板材进行冲压、粗加工,再进行打磨作业。建立模型时,以上述三项内容为基础,将工件的各个部分以微米为单位划分为若干部分,对存在较严重回弹问题的结构需要进行精划分。冲压加工是一种典型的物理加工方法,应用外力破坏板材固有的物理特征,并通过模具对其进行规范,在这一过程中,板材首先受力,之后出现形变,并在整个过程中不断回弹。各国工业生产都面临回弹问题,德国、日本等机械制造强国对回弹的控制最为成功,日本对各行业所用工件都给出十分严格的标准,而德国所用的加工材料性能突出、加工设备的刚性和精度也极为优越,因此能够有效控制回弹问题。在板材受力的一瞬间,作用力和反作用力虽然在数值上基本是均等的,但会造成构件的形变,作用力消失后,反作用力也消失,被导入板材中的力因此失去制约,会沿着力消失的方向快速扩散,扩散的力受到板料物理性质影响,在扩散过程中不断损耗,如果在工件边缘已经严重损耗,回弹也会相对轻微,反之则较为严重。
2.3 模具设计
模具的设计理念是往复式加工,其控制则依赖于自动化技术,模具加工系统结构上包括控制端、执行端两大部分,应用集成技术和通信技术实现实际作业。在往复加工的过程中,冲压的负载是不同的,取往复5次加工模式,则负载变化的基本规律为:100%、90%、80%、70%、60%。实际工作中可视工件精度要求调整负载水平,基本规律是逐步降低。控制端主要由计算机构成,在对工件进行加工前,要通过反复收集数据了解精度要求,设定默认程序控制加工过程,控制端与执行端连为一体,依靠通信技术进行指令的下达,并将指令集和各类软件、输入、输出系统、可视化结构集成到一块芯片中,控制全过程。冲压件模具实际工作的流程是:设定程序、粗加工、精加工、完成。人员下达的指令通过输入模块和通信技术传输至控制段,并实现记忆,之后模具对板料进行冲压加工,分割为规格要求下的小模块,再利用往复加工法进行精加工,最终完成冲压作业,实现工件的精度加工。
3 实验分析
3.1 实验过程
为检验往复式加工法的可行性,利用虚拟现实技术建立了实验。实验共进行4次,包括常规加工实验2次以及往复式冲压件模具加工实验4次,比对两组实验后的回弹量,并模拟使用,了解两类工件的使用价值。实验过程中,人工模拟了工作环境和往复式加工的作用力、反作用力。所选的工作模型如图1所示。该工件的加工重点为AGFE范围内的部分,要求将其突出工件表面0.5cm。
3.2 实验结果与分析
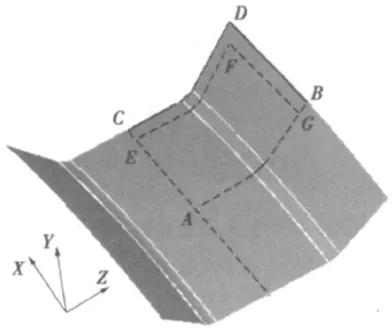
图1 所选工件模型
常规加工共进行四次,第一次加工所获工件,AGFE部分突出工件表面0.5cm,但DB一侧存在明显的回弹问题,回弹量达到0.6%,无法满足使用。第二次加工所获工件回弹问题同样在DB一侧,回弹量超过1%,造成AGFE部分突出范围大于0.6cm,也难以满足使用要求。应用往复式冲压件模具进行加工,第一次加工完成后,AGFE部分突出工件表面0.5cm,工件回弹量为0.03%,满足使用需求,第二次加工完成后,AGFE部分突出工件表面0.5cm,工件回弹量为0.02%,满足使用需求。实验数据如表1所示。

表1 实验数据
在随后进行的使用模拟中,以数控机床为模拟对象,为快速了解成果,人员加快了模拟速度,取100倍数值快速进行试验。1、2号工件在作业中存在严重的不稳定问题,使加工作业误差增加。3、4号工件工作性能较为良好,也能应对电动稳定性问题。
4 结语
通过分析补偿回弹的冲压件模具设计,了解了相关理论内容。回弹是板料冲压中的主要缺陷之一,在工件制造等领域,回弹会带来很多不利影响,比如降低工件精度、影响电动稳定性、降低刚性等。通过建立有限元模型,可以分析得到金属板料受力、形变、回弹等情况,再根据具体情况设计往复式冲压件模具。应用虚拟现实技术对设计构想进行模拟,结果证明了设计方法的可行性。深入了解上述理论,有利于在后续工作中控制回弹问题。
[1]李贵.面向产品设计的回弹模拟与几何补偿方法研究[D].华中科技大学,2014.
[2]解利娜.车身覆盖件的回弹补偿与模具型面设计方法的研究[D].沈阳工业大学,2014.
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
农机使用与维修(2021年12期)2021-11-27
海洋石油(2021年3期)2021-11-05
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
化工管理(2021年7期)2021-05-13
科学技术创新(2021年5期)2021-03-17
模具制造(2019年10期)2020-01-06
活力(2019年17期)2019-11-26
模具制造(2019年7期)2019-09-25