秸秆压缩制粒双模挤压成型过程模拟及分析
2018-02-28 06:32石洋洋卢晓江楚晓婷
天津科技大学学报 2018年1期
石洋洋,卢晓江,楚晓婷
(天津科技大学机械工程学院,天津 300222)
我国农作物秸秆每年的产量达9亿吨,占全球秸秆总量的 20%,[1],但大部分都遭到了浪费,因此将这些秸秆挤压成型作为生物质能源就显得特别重要[2].挤压成型后的燃料颗粒在其密度、强度以及燃烧性等方面都比生物质原料有了很大的提升[3].
针对不同的生物质原料,Rumpf[4]根据颗粒之间的相互作用力提出了 5种生物质颗粒间的黏结力类型和黏结方式:自由移动液体表面张力和毛细压力、非自由移动黏结剂作用的黏结力、固体粒子间的充填和嵌合、颗粒桥连、静电引力.Lindeley等[5]认为,成型燃料的物理特性受温度、压力和含水量等因素的影响,但成型燃料内部的成型机制都可以用 Rumpf提出的理论来解释.
生物质挤压成型设备根据机械的作用原理可分为 3大类:螺旋挤压成型设备、活塞冲压成型设备、压辊碾压成型设备.螺旋挤压成型机的缺点在于其能耗大,设备磨损严重,维修周期很短,此外,它对生物质原料含水率、粒度等的参数要求较高,因此阻碍了它的商业化进程[6];活塞冲压成型机由于活塞每次的往复运动只能对物料进行一次挤压,因此效率很低,产量较低[7];压辊碾压成型机由于其压模形状的不同,可以将其分为平模和环模两种形式,又称双模成型机,由于其结构简单、产量高、可优化性强,因此易于规模化生产和推广.
平模和环模成型机两者各有利弊,可以根据实际情况进行合理选择[8].为了找到最佳的工艺条件和参数,以往的模式是通过不断地实验和实际生产来找到某种经验和规律.这样的模式不仅周期长,而且投资比较大;同时,由于影响因素较多,实际的生产情况往往比较复杂,使得在实验环节中找到的最佳工艺参数和条件在大批量生产中也未必准确;此外,也无法进行一些极限条件下的实验.通过数值模拟却可以很好地解决以上问题,而且节省大量的人力和物力,方便快捷地为生产和设计提供数据支持.
本文从应力分布入手,利用数值模拟方法对生物质燃料环模挤压过程颗粒应力以及模孔的受力进行模拟和研究,目的是探究秸秆挤压成型后的成品出现裂纹和松弛的现象与哪些因素有关,继而加以改善,从而为提高产品品质提供理论依据.并且,将生物质影响因素进行了力学表征,从微观力学模拟角度对生物质影响因素进行分析,从模拟角度为工程化研究提供参考.
1 双模挤压成型过程模拟及分析
1.1 原料的相关参数
本文采用秸秆类生物质作为研究对象,可以将其视作“可压缩的连续体”,并且具有均质、各向同性的特点[9].根据文献[9–10]可得秸秆类生物质的相关物料参数见表1.

表1 相关材料属性参数Tab. 1 Property parameters of the related material
1.2 环模几何模型的建立与网格的划分
1.2.1 模型的建立
环模制粒机的环模固定在螺旋输送器上旋转,压辊则固定在距环模内表面一定距离处,送料器将物料送入环模内部,物料紧贴于高速旋转的环模内表面跟随环模一起转动,通过模辊间的物料及摩擦力使安装在环模内的压辊自转,将物料从环模孔中挤出,再被置于环模外表面的切刀切成一定长度的颗粒燃料.图1为环模制粒机结构简图[9].其中环模的三维视图见图 2.可以看出环模是圆周对称的结构,在进行模拟时,不需要对整个环模进行模拟,只需要对环模中的一个模孔进行模拟即可.考虑到ANSYS在模拟挤压这类接触问题时所占用的资源较大,因此在模拟建模的时候应该使模型尽量减少所占资源,根据模孔的对称性,可以将模型设置为模孔的一半,这样既简化了模型,也能满足研究所需.

图1 环模制粒机结构简图Fig. 1 Structure of the ring mold extruder

图2 环模三维视图Fig. 2 Three-dimensional view of the ring mold
环模的结构形式采取圆周对称结构,模孔的直径为3.5,mm,数量为1个,压辊与环模相对位置是相互接触的.采用自底向上方法进行建模,即先点后面,具体模型见图 3.挤压模型中 A1部分是模型中等效的秸秆物料,A2和 A3分别对应的是环模模孔的保型区和挤压区.对应于双腔造粒机的挤压过程则是秸秆物料经过两个小的压辊预压之后,被预压为模型中的 A1部分之后被挤压进入到 A3中,最后经A2区保型之后被挤压出来.

图3 挤压模型Fig. 3 Extrusion mode
1.2.2 网格的划分
由于该模型的形状比较规则,因此选用映射网格划分方法对其进行网格划分.根据生物质颗粒和模具材质的性质不同,划分网格时对 A1划分的精细一点,A2和A3划分的粗糙一点,具体尺寸采用A1为0.1,mm,A2和A3为5,mm.
1.3 秸秆压缩成型过程中颗粒和模孔受力的数值模拟分析
1.3.1 秸秆被挤压的不同时刻的流变规律分析
为了使挤压过程中物料的颗粒变化更加明显地显示出来,在进行后处理时需要首先对模型进行轴对称旋转,使其呈现三维视图,具体操作是依次选择PlotCtrls(显示控制)—Style(模式)—Symmetry Expansion(对称扩张)—2D AX-Symmetric(对称旋转).这样可以更清楚地通过网格的变形观察秸秆材料挤压过程的流变情况.
图4汇总了不同时刻的挤压情况与节点位移,可说明物质的流变情况.

图4 不同时刻物料的挤压情况Fig. 4 Material extrusion at different time
t=T/4,是物料在模孔中被挤压的初始阶段,从网格变化情况可以看出物料横向发生了较大的弯曲变形,且在靠近模孔壁面的变化更明显,这是因为模具形状的改变及与物料颗粒之间存在着摩擦力,这也正是颗粒间出现剪应力的缘故.从 t=T/2,到 t=T的挤压过程可以看出物料纵向向下有一个突出的弧度,这是因为靠近模孔的物料与孔壁之间的接触摩擦使得两侧物料移动的较慢,而中心受摩擦力影响较小,物料从中线向外的各个节点的移动速度依次减慢,造成了物料底端的弯弧出现.这一弯弧随着挤压的进行逐渐平稳,在t=T时刻物料被挤出,这个弯弧最终稳定.从这 4个时间段物料的网格变化情况看,网格被挤压后发生了明显变形,在物料两侧的变形最明显,初始阶段物料与模具的锥面接触少,受到的摩擦力较小,此时的剪应力也较小.随着挤压的进行,物料与锥面的接触越来越多,受挤压的程度也逐渐增强,导致剪应力增大,使得网格变形变得更加明显.这些力的变化与网格的明显变形,说明在挤压过程中存在着应力集中的问题.
1.3.2 生物质被挤压过程的应力分布分析
进一步对物料和模具进行应力分析,探究物料在模孔挤压过程中应力对物料成型和模具的影响,结果见图5.

图5 挤压过程中物料的径向应力、轴向应力和剪应力Fig. 5 Radial stress,axial stress and shear stress of the material in the process of extrusion
图 5(a)和图 5(b)的径向和轴向应力分布表明,物料的尾端和模具出口处应力比较大,这种局部的径向应力过大会造成成品横向裂纹,从这一点可以清楚地解释图4中t=T时刻物料尾部网格出现横向膨胀的现象,有效地减少这种局部径向应力是提高成品品质的重要手段.图 5(b)中应力在轴线方向上的差异较大,这种应力的不均匀性会导致成品挤出后产生纵向裂纹,对应于图4中t=T时刻,物料被挤出后纵向方向上的网格相比挤压过程中的网格稀疏了.由图5(c)剪应力的变化可以看出,开始挤压时材料的应力差异较小,当接触到锥形面时,应力急剧加大,且靠近孔壁处的力大于物料中心处,当挤压到锥面与保型区交界处时,剪应力达到最大值,继续挤压剪应力变得相对稳定.产生这种应力变化的情况是因为在挤压初期主要是材料内部的压缩,在锥形面上压实的过程中,挤压力在不断增多,导致摩擦也随之增大,当进入到保型区后材料与孔壁的摩擦将逐渐趋于稳定,所以剪应力也变得相对稳定.这种局部剪应力过大会导致成品开裂现象.
由此可见,可以通过有限元分析挤压过程中径向、轴向应力及剪应力的分布情况,从而对成品的品质进行初步评估,即通过分析建立轴向、径向应力分布和剪应力的力学变化与成品品质之间的关系,进而将力的分布情况转化成评定成品品质指标的参数.根据这一指标对模型进行结构优化,可以大大减少实验成本.
通过流变规律分析可知,物料中心处流动速率较边缘处大,很好地解释了物料出模后弯弧的形成原因,同时解释了物料的松弛原因,并提出通过增加保型区长度的方法减少松弛.通过对物料轴向、径向应力分布以及剪应力的分布情况,分析了物料产生裂纹等破坏的原因,提出可以通过模拟建立对成品品质评价的指标,从而减少实际的实验环节,降低成本.
2 主要影响因素的有限元模拟及分析
由于在模拟过程中发现了物料回弹和应力集中的情况,首先对挤压区与保型区之间的连接处进行光滑过渡处理,以保证挤压的数值模拟在较为真实有效的环境中进行;其次,为了研究成型压力的影响,将其转换为模具锥度的影响,通过不同锥度之间的受力以及应力集中情况等的对比,选择合适的锥度.
2.1 挤压区与保型区连接处的模拟与分析
物料在挤压区以及保型区的连接处出现了较大的应力集中和物料回弹情况,尤其以摩擦应力的情况最为明显,且摩擦应力经历了先增大后减小的过程,使得模具受力不均匀,导致局部损害严重,影响模具的使用寿命,而且会对物料成型品质产生非常大的影响.为了解决这一问题,本文对模具挤压区和保型区连接处采取一个过渡阶段,即用圆角来代替之前的直角连接,以减少摩擦应力保护模具,增加模具使用寿命并使得物料挤压过程的变化更加均匀和平稳[11].
对比优化前后(图 6和图 7)可以看出:(1)优化后摩擦应力的最大值减小,由 0.777×109,Pa减小到0.739×109,Pa,这对减少模具的磨损非常有利,不仅增加了模具的寿命,而且使得挤压过程中的摩擦应力更加集中,成型效果更好;(2)摩擦应力最大的地方发生了变化,原因是模具进行圆弧优化,使得物料能够在模具挤压的过程中平稳过渡,而当物料脱离开模具的瞬间,由于失去了约束,物料的回弹和膨胀会使得在出口处与模具形成一个较大的挤压力,使得最终的摩擦应力增大,而出料口的磨损则可以通过加长保型区得到缓解,这样就很好地解决了模具内部磨损严重的问题.

图6 直角模型摩擦应力等值曲线图Fig. 6 Contour curve of the friction stress of the right angle die
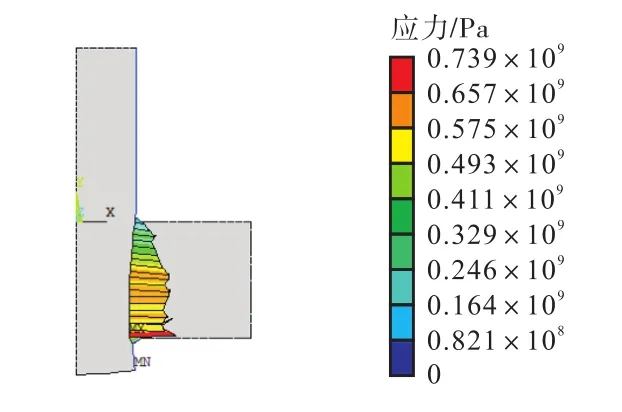
图7 圆角模型摩擦应力等值曲线图Fig. 7 Contour curve of the friction stress of the rounded angle
2.2 模具锥度的模拟与分析
由文献[12]可知,在实验环节采取的对比研究中,模具的锥度主要是分为 30°、45°、60°三个等级,并得到了以下结论:当模具锥度由30°到45°时,最大压缩密度增加,但是比能耗在减小;而当模具锥度由45°增加到 60°时,最大压缩密度增大,比能耗却增大.综合考量后认为 45°是最优方案.为了更好地验证其中的受力以及压缩情况,可以应用ANSYS进行一系列验证和分析,通过对最大的压缩密度情况即最大的压缩径向位移量来对应其最大压缩密度情况.
为了更好地理解不同锥度对挤压成型过程中塑性变形的情况,在后处理的过程中得出了不同锥度情况下的等效应变图,如图8所示.
由图8中不同锥度时的最大变形量可以得到:当锥度从 30°变为 45°时,变形量的增幅较大,由 0.135变为 0.709;但是当锥度达到 60°的时候变形量变为0.742,变形较小;从整体的变形量看,显然 60°锥度的模具能够产生的最大应变最大,效果也最好[13].但是不能从单一的方面来决定最终模具锥度的选择,还应当从能耗以及产品品质等方面综合考虑.从图8中可以明显看到在 30°和 60°锥度的模具中,物料的内部变形存在非常不稳定的区域,而这种不均匀或者变化非常明显的区域会直接导致生物质燃料产生裂纹甚至断裂,这直接影响了最终的成型效果,因此应选定45°的模具锥度.

图8 锥度分别为30°、45°、60°时的等效应变图Fig. 8 Contour curve of the equivalent strain with model tapers of 30°,45° and 60°,respectively
3 结 论
(1)在挤压过程中物料的流变速率在径向方向上不一致;流变速率不一致导致物料在挤压过程中存在大的拉应力以及物料颗粒出模后残余应力;拉应力以及残余应力造成了成品出现裂纹和松弛.
(2)将模具挤压区和保型区的连接处采用圆弧过渡后,不仅挤压成型过程中的最大摩擦应力变小,而且最大摩擦应力的位置也发生了变化,从而提高了模具的使用寿命;并且由于摩擦应力的分布趋于均匀会使得成型物料品质更好.
(3)虽然 60°模具锥角的应变最大,但是与 45°相比增幅不大,而从30°到45°的等效应变增幅较大,因此45°的模具锥度更加适合.
[1] 侯鹏程,武佩,马彦华,等. 生物质固体燃料固化成型影响因素分析[J]. 农业技术与装备,2013(6):4–6.
[2] 宗煜翔,万芳新,蒲军,等. 生物质制粒成型机理的研究现状[J]. 林业机械与木工设备,2016,44(7):4–6.
[3] 周春梅,许敏,易维明. 生物质压缩成型技术的研究[J]. 科技信息:学术版,2006(8):81–82,84.
[4] Rumpf H. The Strength of Granules and Agglomeration[M]. New York:John Wiley,1962.
[5] Lindley J A,Vossoughi M. Physical prysical proprerties of biomass briquettes[J]. Transactions of the ASAE,1989,32(2):361–366.
[6] Fischer G,Schrattenholzer L. Global bioenergy potentials through 2050[J]. Biomass and Bioenergy,2001,20(3):151–159.
[7] Purohit P,Tripathi A K,Kandpal T C. Energetics of coal substitution by briquettes of agricultural residues[J]. Energy,2006,31(8/9):1321–1331.
[8] 高微. 生物质颗粒燃烧制粒机数字化设计及试验研究[D]. 沈阳:沈阳农业大学,2012.
[9] 杜红光. 基于 ANSYS的秸秆活塞式成型特性及摩擦热分析[D]. 济南:山东大学,2011.
[10] 侯官星. 生物质燃料颗粒挤压成型的影响因素分析与模拟[D]. 天津:天津科技大学,2016.
[11] 樊峰鸣,张百良,李保谦,等. 大粒径生物质成型燃料物理特性的研究[J]. 农业环境科学学报,2005,24(2):398–402.
[12] 胡建军. 秸秆颗粒燃料冷态压缩成型实验研究及数值模拟[D]. 大连:大连理工大学,2008.
[13] 张炜,吴劲锋. 环模制粒机中环模结构型孔的有限元分析[J]. 中国农机化学报,2009(2):83–85.
猜你喜欢
山东冶金(2022年6期)2023-01-12
今日农业(2022年1期)2022-11-16
今日农业(2021年21期)2022-01-12
能源工程(2021年5期)2021-11-20
水科学与工程技术(2021年3期)2021-07-09
中国铁路(2020年11期)2021-01-19
中国造纸(2020年9期)2020-10-20
兰州交通大学学报(2020年1期)2020-03-19
制造技术与机床(2019年9期)2019-09-10
中外公路(2019年1期)2019-04-16