
陶瓷干法造粒机造粒立柱个数对混料效果的数值模拟
2018-02-27 05:16江竹亭李冠彪徐振宇方长福廖达海
陶瓷学报 2018年6期
江竹亭,江 毅,李冠彪,徐振宇,方长福,廖达海
(景德镇陶瓷大学 机械电子工程学院,江西 景德镇 333403)
0 引 言
由于在造粒室内流场往往只能获取局部信息,不能使内部流场可视化,故采用计算流体力学方法对造粒立柱进行数值模拟。模拟干法造粒过程的搅拌流场可使用CFD方法[13-16],且具有一定的研究基础。但以上方法还未应用在针对陶瓷干法造粒室造粒立柱的模拟上。当前有两种数学计算的方法解决多相流问题[17]:欧拉-拉格朗日、欧拉-欧拉。欧拉-拉格朗日方法有DPM模型,此模型需要离散相的体积分数小于20%[17];欧拉-欧拉方法有VOF模型、Mixture模型、Euler模型。当流场呈现分层以及自由面流动时可应用VOF模型;研究湍流场的流动情况时应用Mixture模型;对于同时存在湍流场和粒子流的流动应用Euler模型。由于干法造粒过程中存在空气相、颗粒相两相流,且离散相(颗粒相)的体积分数远远高于20%,且同时有强烈的湍流场及粒子流,故采用Euler模型模拟干法造粒中的混料过程。
通过研究发现,陶瓷干法造粒机造粒立柱数目对混料程度有一定的影响,本文的实验物料为陶瓷原料粉体,通过构造在造粒过程中造粒立柱的数学物理模型,探究在造粒过程中造粒立柱数目变化对混料程度的影响,同时结合实验结果分析造粒立柱数目对混料均匀性的影响。其研究结果对陶瓷干法造粒技术的发展具有理论指导意义。
1 造粒室与铰刀的结构尺寸
图1为造粒室结构示意图,干法造粒室内径235 mm、高300 mm,初始加入陶瓷原料粉体质量为5 kg,约占造粒室体积的1/4,粉体的高度70 mm。
图2为铰刀结构示意图,直径d1=128 mm、厚度δ1=10 mm,叶片直径d2=8 mm、长度L=20 mm,叶片底部与造粒室底部间距D=15 mm。
通过喷嘴口将雾化水(75%为水,其余为粘结剂和添加剂)加入造粒室内,经铰刀叶片旋转打碎陶瓷原料粉体,再由铰刀下的造粒立柱对原料粉体旋转实现团聚现象形成球状颗粒,以符合后续加工要求。由于添加剂体积小于造粒室体积的5%,故忽略不计。因此本文数值分析模型为气固两相流模型。
造粒室内壁形状近似为圆柱体,陶瓷原料粉体在干法造粒室内经过造粒立柱、铰刀以顺时针方向旋转搅拌,与此同时干法造粒室以逆时针方向旋转,将原料粉体加工为球状颗粒,因此本文模拟的区域为干法造粒室的全部内区域。
陶瓷粉体的粒径分布范围为0.008 mm-0.018 mm,平均粒径为0.014 mm,通过喷入雾化水,原料粉体在造粒立柱及铰刀配合作用下,将陶瓷粉体团聚为球状颗粒(0.35 mm-0.85 mm)。搅拌主轴以1600 r/min顺时针方向旋转,造粒室以40 r/min逆时针方向旋转工作,整个造粒过程为封闭空间。
图2(b)为偏向镁合金的焊接断口放大12倍的形貌图,无明显周期性特征结构存在,说明断裂形貌还与基体金属和及其成分有关。除焊缝底部组织致密,其他区域存在大量孔洞和丝状拉拔结构。其缺陷形成机理可能是由于搅拌头偏向镁侧,镁板搅入焊缝量增加,镁塑性较差,随搅拌头旋转填充的金属量不足,导致大量孔洞出现。部分塑性较好的区域,由于镁合金均匀附着在铝基体上,结合搅拌头搅拌作用,形成丝状疏松连接,拉伸断裂后形成图示丝状拉拔结构。
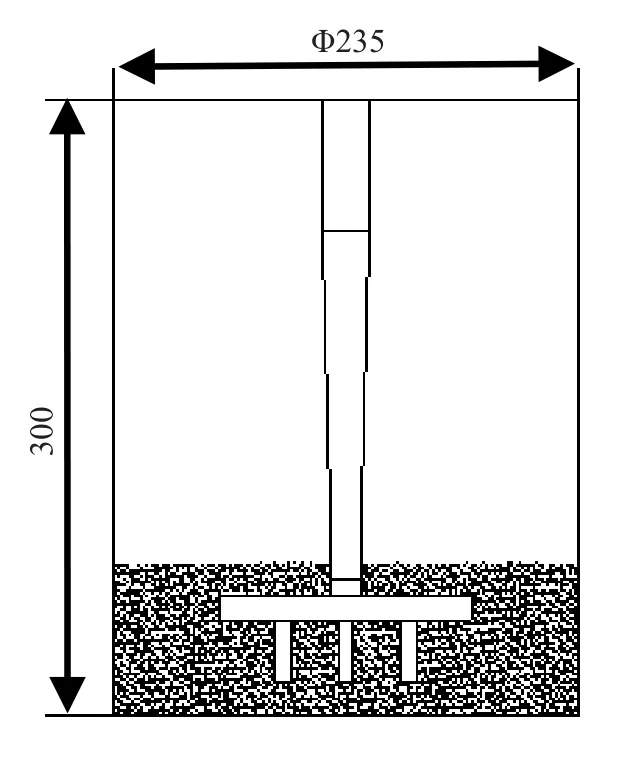
图1 造粒室结构示意图Fig.1 Sketch map of granulation chamber structure

图2 铰刀结构示意图Fig.2 Sketch map of reamer structure
2 模型建立
2.1 数学模型
粉体颗粒平均粒径为0.013 mm,可作为拟流体相,流场需满足各项物理守恒定律。粉体相与空气相相互共存和共融。采用欧拉两相流模型分析干法造粒混料过程,动量守恒方程和连续守恒方程如下:
⑴连续守恒方程
粉体相的连续性守恒方程:

式中,αs、αg分别是粉体体积分数比、空气体积分数比;ρs、ρg分别为粉体相密度、空气相密度;νs、νg分别为粉体相速度矢量、空气相速度矢量;分别为粉体相质量传递、空气相质量传递
⑵动量守恒方程
粉体相动量守恒方程:

空气相动量守恒方程:
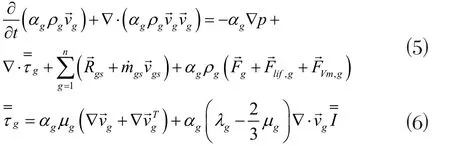
式中,μs、λs分别为粉体相分子粘度、体积粘度,μg、λg分别为空气相分子粘度、体积粘度;为粉体所受体积力,为空气所受体积力;为粉体所受上升力为空气所受上升力;分别为粉体相模拟质量力、空气相模拟质量力;为粉体相与空气相之间的作用力与反作用力为两相共有压力为粉体所受应变张量、空气所受应变张量;是单位张量。
2.2 物理模型
2.2.1 边界条件
搅拌主轴、铰刀、叶片和造粒室壁面均设定为墙,由于铰刀及造粒立柱旋转速度很大,导致粉体在此区域运动速度高,设置成动区域,动计算区域采用滑移网格(Moving mesh),造粒室其它区域设置成静区域(Static zone),静区域采用多重参考坐标系法(MRF)计算,动、静区域设定为交界面相连,以进行两区域数据交换。造粒室模拟区域不与外界产生数据交换,具体设置如图3所示,忽略其它因素对造粒混料过程流场分布的影响。

图3 造粒室物理模型Fig.3 Physical model of granulation chamber
2.2.2 网格划分
由于铰刀结构造型复杂,不适宜使用Gambit软件对其建立模型,故采用SolidWorks对铰刀建立模型。因为铰刀、叶片临近区域几何造型比较复杂,流场强度较其余位置高,故选用四面体网格进行划分,造粒室其他区域几何造型较为规则,所以选用以六面体为主四面体为辅的网格进行划分。整个计算区域划分为两个区域:铰刀、叶片以及临近区域为动计算区域,剩余区域为静计算区域。如图4所示,动区域网格单元数为64526个,静区域网格单元数为41295个。

图4 网格划分示意图Fig.4 Sketch map of mesh generation
2.2.3 数值求解
通过Fluent软件对造粒室内流场进行数值模拟。采用压力隐式求解算法求解非稳态时的流场,通过欧拉-欧拉双流体模型模拟流场分布情况,湍流模型选用k-ε模型中的RNG离散模型,离散相为一阶迎风格式,压力-速度耦合相采用SIMPLE算法,所有变量收敛残差值均小于1×10-3。铰刀、叶片、搅拌主轴的转速均为顺时针2000 r/min,造粒室的转速为逆时针100 r/min。
3 数值模拟结果与讨论
3.1 模拟结果轴向云图分析
从图5分析可知:当立柱个数为6时,颗粒分布区域占造粒室体积的90%,且主要分布在造粒室下2/3处,主轴附近颗粒体积分数为0.06-0.14,内壁面附近颗粒体积分数主要为0.18-0.20,明显大于主轴附近,表明颗粒在内壁面附近堆积严重,占造粒室体积的20%-23%;当造粒立柱个数为8时,内壁面附近颗粒体积分数主要为0.16,小于6立柱,颗粒堆积度有明显改善,占造粒室体积的5%-7%;当造粒立柱个数为10时,内壁面附近颗粒体积分数在0.16到0.20之间,颗粒堆积度较8立柱提高,占造粒室体积的11%-14%。
3.2 模拟结果径向云图分析
从模拟结果径向剖视云图6分析可知:在三种造粒室内均取距底高度100 mm,160 mm,240 mm的平面查看颗粒体积分数分布云图,当造粒立柱个数为6时,距底高度100 mm处颗粒堆积严重,颗粒体积分数大部分为0.18-0.20,并且大于0.18的面积占总面积90%以上,表明此处颗粒堆积最严重,距底高度160 mm处颗粒体积分数为0.04~0.20,大于0.18的面积约占总面积50%,距底高度240mm处颗粒体积分数为0.00-0.20,大于0.18的面积占总面积30%;当造粒立柱个数为8时,距底高度100 mm处颗粒堆积程度较6立柱有明显改善,颗粒体积分数大部分为0.14-0.20,大于0.18的面积约占总面积13%,基本无堆积现象,距底高度160 mm处颗粒体积分数为0.04-0.18,表示颗粒混合良好,无堆积现象,距底高度240 mm处颗粒体积分数为0.00-0.16,颗粒混合良好,无堆积现象;当造粒立柱个数为10时,距底高度100 mm处颗粒堆积程度较8立柱有所提高,颗粒体积分数大部分为0.14-0.20,大于0.18的面积约占总面积45%,存在堆积现象,距底高度160 mm处颗粒体积分数为0.04-0.18,大于0.18的面积约占总面积32%,距底高度240 mm处颗粒体积分数为0.00-0.16,颗粒混合良好,基本无堆积现象。对比以上三种造粒室,当造粒立柱个数为8个,各立柱与粉体能够充分接触且带动粉体运动效率高,故颗粒堆积度低,各粉体组分混合均匀;而6立柱时虽然立柱与粉体充分接触,但立柱数目过少,无法有效率带动粉体的运动,10立柱时由于数目过多,导致不能与粉体充分接触,进而使粉体组分混合不均。

图5 颗粒体积分数轴向云图分布Fig.5 The axis cloud map of particles volume fraction
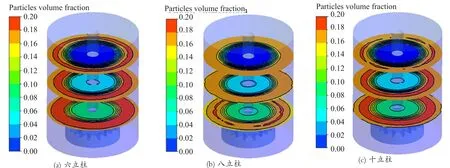
图6 颗粒体积分数径向云图分布Fig.6 The radial cloud map of particles volume fraction

表1 坯料颗粒粒径分布表Tab.1 Particle size distribution of blank particles

表2 坯料颗粒流动性参数测量值Tab.2 Measured flow parameters of blank particles
4 实验结果分析
4.1 颗粒级配
基于三种不同类型的造粒铰刀结构,制备陶瓷干法造粒坯料颗粒,筛分坯料颗粒以获得相关粒度分布如表1所示。当造粒立柱为六个时,有效粉体集中分布在50-70目,且粒径为20-80目的有效坯料颗粒占55.6%;当造粒立柱为八个时,有效粉体集中分布在40-60目,且有效坯料颗粒占86.2%;当造粒立柱为十个时,有效粉体集中分布在30-50目,且有效坯料颗粒占69.1%。由对比分析可得,当造粒立柱为八个时,有效坯料颗粒所占比例最大为86.2%,此时坯料颗粒级配最优。
4.2 流动特性
流动性指数是衡量坯料颗粒流动特性的重要依据。基于三种不同类型的造粒立柱,采用旋转流场式陶瓷干法造粒技术制备坯料颗粒,借助多功能智能粉体物性测试仪(型号:BT-1001,丹东百特仪器有限公司)对所制坯料颗粒进行压缩密度、松装密度、休止角、平板角等进行检测并记录数据,并计算得出坯料颗粒的流动性指数,如表1所示。当造粒立柱个数为8,所制坯料颗粒流动性指数为84.48,流动性最好。该结论验证了图7与图8中数值模拟的准确性。
5 结 论
⑴研究表明,造粒立柱个数为8时,颗粒的堆积率为5%-7%,在三种造粒立柱里最低,原料混合最充分,并且通过实验可知造粒立柱个数为8时,颗粒的流动性以及级配最佳。
⑵基于CFD方法建立了不同造粒立柱混料过程的数理模型,并实验验证了数值模拟结果的正确性,说明了数理模型的可靠性,为陶瓷干法造粒过程可视化研究提供了相关理论依据。
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
建材发展导向(2022年1期)2022-03-08
化工装备技术(2022年1期)2022-03-04
山东陶瓷(2021年5期)2022-01-17
磷肥与复肥(2021年3期)2021-12-26
河南工学院学报(2021年3期)2021-09-27
科技研究·理论版(2021年20期)2021-04-20
