
矿机零件大型异型螺纹加工刀具应用
2018-02-20 06:27柏长友延杨伟
现代制造技术与装备 2018年12期
柏长友 延杨伟
(宁夏共享精密加工有限公司,银川 750021)
1 机械基本组成
采用车铣复合加工中心,在φ2870mm×1050mm外圆柱面上完成大螺距非标直角梯形螺纹加工,具体结构组成如如图1所示。螺纹牙形高42.5mm,螺纹螺距P为75±0.025mm,斜边倾斜度≤45°±0°3′,传动表面平面度0.013,表面光洁度Ra为3.2。此螺纹尺寸要求高,加工难度大,刀具选择尤为重要。

图1 立柱结构
2 切削加工过程中的难点:
首先工况较差,存在夹砂及缩孔缺陷,如图2所示。经焊接后硬度达到350~400HB,在加工过程中刀具易崩刃。在精加工过程表面粗糙度差需反复加工去除高点,再抛光加工表面,加工效率低。螺纹对比牙形尺寸较大,标准刀具切削刃窄、切宽小,增加了走刀次数,致使加工周期较长。
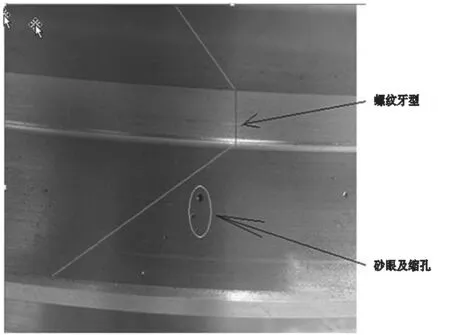
图2 夹砂与缩孔
3 切削难度解决对策
对加工过程中发现的缺陷,在加工过程中要及时按排钳工直接挖除缺陷、去除硬点,减少刀具反复撞击造成的磨损。同时,增加刀杆刚性、刀片耐磨度,保证牙形尺寸精度及表面光洁度,提高了加工效率。另外,还要适当增加切削刀具刃宽,根据现场实际加工情况调整切削参数。
4 具体实验过程
4.1 使用标准切槽刀进行螺纹车削
粗加工模式,铁屑成螺旋状,切削轻快,效果较理想;精加工模式,由于缺陷处理后焊接点硬度高,刀具崩刃严重,刀头刚性差,局部硬点存在让刀现象,粗糙度和平面度无法满足顾客要求。
4.2 选用顾客提供专用刀具进行加工
刀具基本信息:刀杆尺寸50mm×50mm×160mm,刀片尺寸长36mm×13mm×13mm,刀尖圆角R为3mm。粗加工时,排屑较好,铁屑成螺旋状,由于刀具圆角大故切削力增大,当机床刀夹伸到螺纹底部时出现颤刀现象,刀刃出现微崩,刀片寿命缩短;精加工时,由于刀具刚性较好,硬点处让刀情况得到很好解决,平面度和粗糙度都有所提升,通过现场观察分析,此结构刀具由于整个切削刃参与切削,切削刃和工件接触面有颤刀纹,无法满足顾客要求。
4.3 选用仿形槽刀进行加工
刀具基本信息:刀杆尺寸32mm×32mm×160mm,刀杆主偏角为-7°,刀片宽8mm,刀尖圆角R为4mm。精加工时,粗糙度有所提升,达到3.2~4.0,但刀杆刚性不足,导致硬点处让刀,平面度下降0.08~0.12mm,仍无法满足顾客要求。
4.4 专用刀具设计开发
基本参数:刀杆直径50mm×50mm×300 mm,刀片尺寸42mm×9.5mm×18mm,刀尖圆角R为3mm。精加工,粗糙度Ra为3.0~3.2,平面度0.02~0.03mm,满足顾客要求。该刀具特点为刀杆和刀片尺寸增大,提高刀具刚性;刀片材料选用超细颗粒硬质合金,PVD TiAIN涂层,刀具耐磨性和耐冲击韧性明显提升;良好的刚性夹持设计防止了高进给中刀片松动。上述多项优点保证了加工表面光洁度较高,加工效率明显提升,刀具寿命有所延长。坚固的悬臂夹具产生三个方向的锁紧力,能抵消侧面推力和切向力。
5 各刀具切削参数对比总结
各种方案效果如图1所示,各项参数对比情况如表1所示。
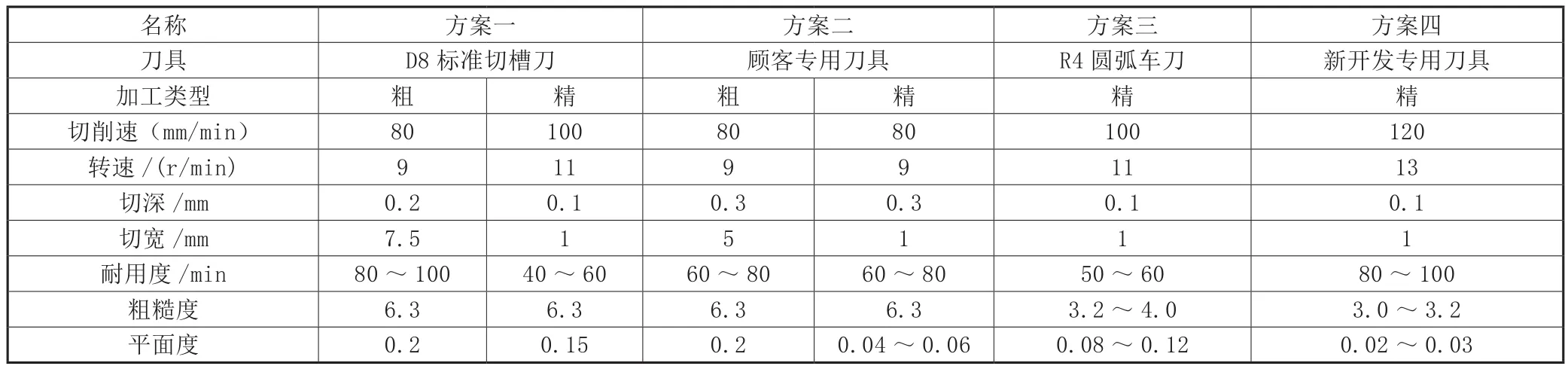
表1 不同方案参数对比表
通过表1可知,方案1所示标准刀具具有效率高,耐用度好,成本低的特点。但采用精加工时,无法满足交货质量要求;方案2作为粗加工时,效率较低,作为精加工时,同样无法满足顾客要求;方案3、方案4只能作为精加工,但案3在精加工时仍然无法满足顾客要求。
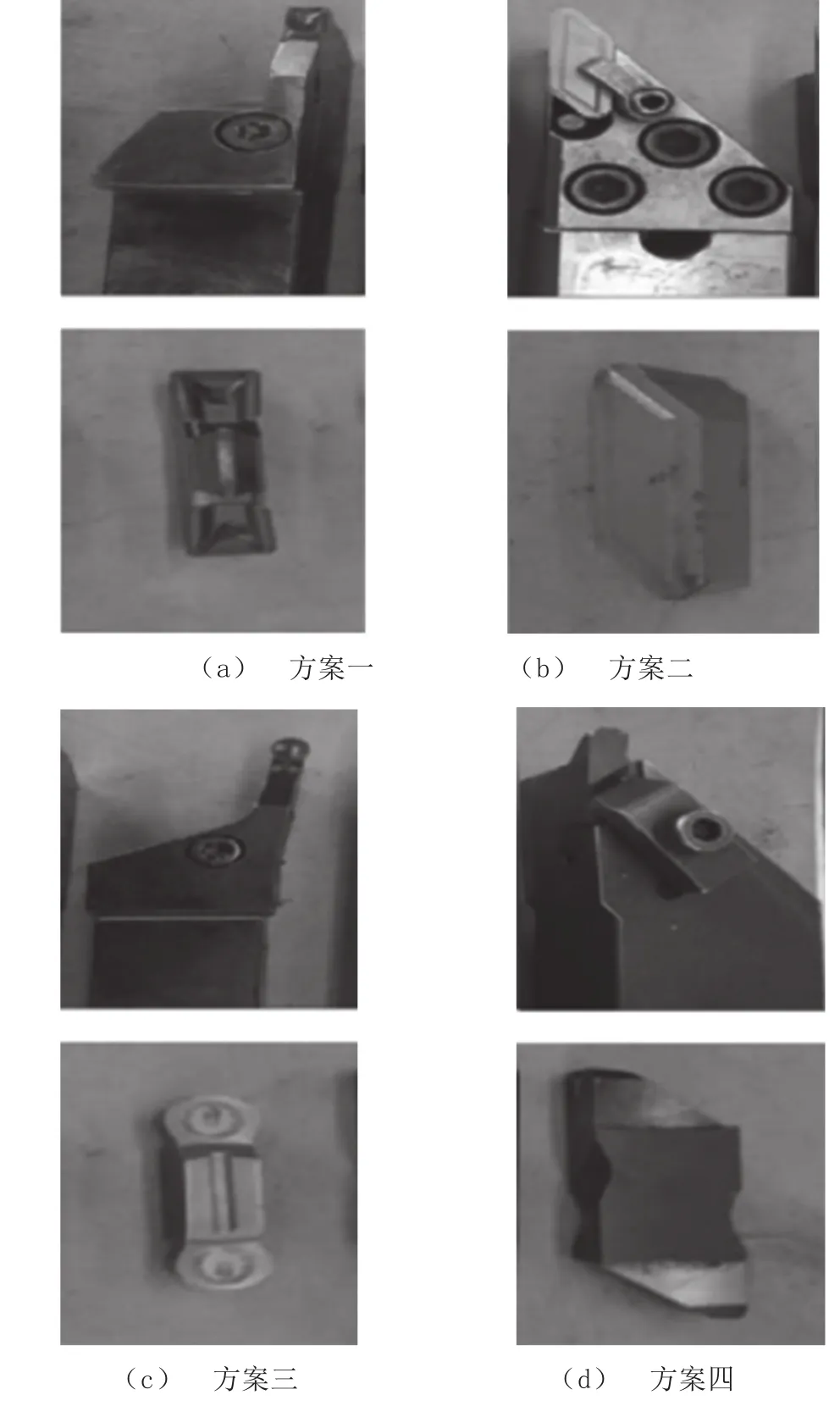
图1 不同方案实施效果
最终选择使用方案1所示标准刀具作为粗加工刀具,选择方案4所示新开发专用刀具作为精加工刀具。既提高了大型异型螺纹件加工效率,也提高了大型异型螺纹件加工质量。
5 结语
目前在大型矿机类产品中,研发出的专用刀具使用效果较好,但铸件工况差时仍然会导致刀具出现耐用度差等问题,需要相关设计人员不断调整刀片材质。随着工业化发展,铸件外径逐渐增大,工件材质变化,对刀片材质、涂层、耐用度提出新的要求,这也要求相关研究人员不断创新。
猜你喜欢
科学与财富(2022年3期)2022-06-01
保鲜与加工(2022年3期)2022-03-21
中国设备工程(2020年18期)2020-09-22
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
组合机床与自动化加工技术(2014年12期)2014-03-01
