卷取机下夹送辊传动侧轴承损坏事故分析
2018-02-09 08:34:33佟华君朱剑辉
设备管理与维修 2018年2期
佟华君,朱剑辉
(宁波钢铁有限公司,浙江宁波 315807)
0 事故现象
0.1 A次事故2#下夹送辊传动侧轴承事故现象
事故时未发现轴承座有较大温度升高现象(无冒烟现象),在发生事故前,电机电流未发现明显异常,事故时电机电流明显提升。下机检查,发现传动侧轴承卡阻,操作侧正常。从拆开的传动侧盖板可以看到油脂较为充沛,无变色(图 1)。
进一步拆卸轴套露出轴承后,发现轴承已完全损坏,保持架断裂、部分滚动体碎裂,靠传动侧外圈下半部分断裂分体,靠操作侧外圈有贯穿裂缝(图2)。
内滚动面严重剥落(图3),损坏轴承型号24140CC/W33 SKF(标准游隙)。
A次事故轴承外圈上断裂标记(图4)。

图1 A次事故润滑状况

图2 A次事故轴承外圈状况

图3 A次事故轴承内圈状况

图4 A次事故轴承外圈上标记
0.2 B次事故1#下夹送辊传动侧轴承事故现象
下机温度较高,传动侧轴承座外部温度200℃以上,下机检查发现传动侧轴承座卡死,操作侧正常,拆卸端盖看到大量泥状物资和一团条状金属物(图 5)。
进一步拆卸下轴承,可以看到整个轴承充满泥状物,几乎没有间隙,轴承内外圈、保持架外形基本完好,靠操作侧内圈有犁沟状掉肉,基本和发现的条状金属物体积吻合。部分滚动体磨出平台(图6)。损坏轴承型号24140CAME4C3S11
NSK(C3游隙,S11表示该轴承最高运行温度为200 ℃)。
1 事故原因分析
1.1 对A次事故可能损伤的原因分析
调心滚子轴承具备调心性,及良好的径向承载能力。但从结构上看,因滚动体的表面凸度与外圈滚道面的曲率半径不同,所以滚子与外圈滚道面在滚动时会出现的“差动打滑”→在外圈的滚道面容易出现“双峰状磨损”→剥落→破裂或断裂的损伤(图7)。此类损坏,磨损类型基本为粘着磨损。
从轴承损坏情况看,磨损基本属于粘着磨损,符合该类型损坏方式的特征,内圈、剥落面较深,有疲劳损坏的明显痕迹。但该轴承使用记录为8000 h,以往同样使用时间的轴承均未发现如此严重的疲劳损坏。据此分析可能存在2种情况。
(1)夹送辊修复时未更换新轴承,仍使用旧轴承,导致使用时间过长,发生严重疲劳磨损导致事故。
(2)轴承装配问题,导致使用寿命变短。如过盈量过大,温度上升时失去有效游隙等。

图5 B次事故轴承座开盖状况

图6 B次事故轴承状况

图7 调心滚子轴承差动打滑导致的磨损特性
对于原因(2),从外圈滚道面磨损痕迹看(靠操作侧未破裂部分),基本可以排除无有效游隙的可能性,原因(1)的可能性较大。该辊操作侧轴承为NSK 24140CAME4C3S11(C3游隙),这种情况与交付给修复方更换的轴承情况有出入,因夹送辊外出堆焊修复时,由用户提供新轴承更换旧轴承,旧轴承随修复好的夹送辊一同返回,用户方每次修复夹送辊时,同批次均提供的是同样品牌型号的轴承,而此次出现2种轴承品牌,可能是未更换新轴承。另外该轴承为标准游隙,为设备制造厂原设计的游隙,实际使用中,发现存在运行温度偏高的情况。现场实测标准游隙的夹送辊前辊道轴承座温度和C3游隙的夹送辊轴承座温度,辊道轴承座温度比夹送辊轴承座温度高(20~30)℃。从2014年起,新购NSK轴承均为C3游隙。此次事故后,会同NSK工程师及SKF工程师就用户目前夹送辊工况条件下相对安全的工作游隙进行计算,一致认为标准游隙用在此处偏小,应选用C3游隙。另外,从两端外圈磨损痕迹看,轴承实际存在偏载情况,即存在单向过大的轴向力(图8),仍需要从设备上着手分析可能性。

图8 径向载荷很不均匀
1.2 对B次事故可能损伤的原因分析
从现象分析,该轴承保持架基本完好、外圈辊道表面无明显剥落痕迹,存在大量黑色粒状物质。根据经验,这些黑色粒状物质应该是碳化的油脂(无法确定是否含其他杂质),油脂碳化至少需要250℃以上的高温,说明该轴承运行温度至少达到了250℃,这已经远高于该轴承承受温度的极限(NSK人员介绍该轴承承受的最高温度为200℃)。产生高温的原因可能有3个:①润滑不良,如润滑不足或过分润滑,润滑油质量不符合要求、变质或有杂物进入。②轴承异常,如轴承异常损坏,造成滚动体卡阻失效。③轴承装配问题,如与轴配合间隙过大或过小,造成轴承转动失效,滚动摩擦变成滑动摩擦,引起高温。逐条分析3个原因。
(1)实物状态表明不存在缺油可能,但润滑油脂偏多,虽造成轴承损坏的可能性较低,但会成为轴承运行温度高的原因之一。异物进入的可能性也存在,轴承座外侧仅采用间隙密封,但径向间隙较大(2.5 mm)。
(2)轴承异常可能性较低,因从外观上可见轴承内外滚道面、滚动体、保持架均完整未发现异常。
(3)轴承是否存在装配问题。因该轴承轴上的配合面咬合严重,已无法通过直径测量等方式确定其是否正确。与NSK工程师一同根据工况条件,理论计算轴承安装要求的相应最小过盈量,得出该轴承内圈与轴安装的配合需要0.027 mm以上的过盈量,才能保证在最大2000 kN径向力下安全运行。如果过盈量过低,会造成内圈打滑、轴承温度快速上升、润滑失效使轴承抱死。
经上述分析可得出2个轴承损坏的主要原因:①润滑问题,油脂过多或进入杂质,造成轴承高温运行。②配合过盈量偏小,内圈打滑,造成轴承温度上升抱死。
2 整改及预防措施
(1)规范夹送辊轴承的使用,游隙统一使用C3游隙。使用轴承型号:24140CAME4C3S11 NSK。轴承内孔配合轴公差带m6,轴承座内孔公差带H7(此公差配合是根据用户方工况,计算出的较为合适的公差范围)。
(2)对原设计间隙密封进行修改,密封环径向间隙由2.5 mm改小到1 mm(直径上5 mm改为2 mm)。
(3)有效控制夹送辊装配环节,确保夹送辊按规范要求装配、旧轴承得到更换。可以有2种方法:①加强对夹送辊修复厂家装配过程的控制和检查。②夹送辊的装配由用户自行装配,现场配备必要的工具和设备(轴承加热器、液压拉马等),进行必要的人员培训。
(4)规范夹送辊的给油脂和在线补油作业,确保润滑油有效可靠且不会引起温度升高。
(5)夹送辊在线使用时间达到4000 h,应进行拆卸清洗维护。
要实现不出厂维护,夹送辊应具备方便拆卸的条件,而原设计(图9)夹送辊传动侧法兰配合为过盈配合(H7/P6)且配合长度200 mm,在现场较难拆卸。针对此情况,修改原设计,采用胀紧套和键结合的方式(图10),配合改为H7/h6。
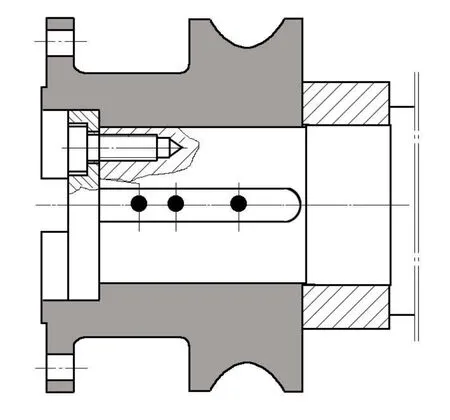
图9 原传动侧法兰

图10 新传动侧法兰
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
防爆电机(2020年5期)2020-12-14 07:04:00
装备制造技术(2020年2期)2020-12-14 03:09:20
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
轴承(2014年12期)2014-07-21 09:35:18
机电产品开发与创新(2014年6期)2014-03-11 16:42:45
轴承(2011年5期)2011-07-30 04:39:50