20辊森吉米尔轧机轧制过程吨钢电耗分析
2018-02-05 01:36马庆龙李文龙
大连民族大学学报 2018年1期
马庆龙,李文龙
(大连民族大学 机电工程学院,辽宁 大连 116605)
20辊森吉米尔(Sendzimir)轧机是冷轧带钢的核心设计之一,具有辊系复杂、工作辊径小、道次压下量大和轧制能耗低等特点,广泛应用于高强度钢和极薄带材的生产[1-2]。20辊轧机由于工作辊辊径小,因而可极大的降低轧制压力。对于轧制能耗,轧机轧制过程中的能量消耗主要用于克服金属变形和辊间摩擦两部分,对于普通4辊和6辊轧机而言,辊间摩擦可以忽略,但对于20辊轧机而言,由于辊系众多且复杂,辊间摩擦不可忽略[3-4]。
有关20辊轧机的研究工作,主要集中在辊系结构、辊系受力分析和板形控制等方面[5-7]。对于20辊轧机轧制能耗的研究,多为定性分析,而无定量计算。本文针对20辊轧机轧制过程中的吨钢电耗进行研究,定量研究其驱动电机能量消耗情况,并与6辊轧机轧制过程吨钢电耗进行对比,从而为20辊轧机的使用提供参考。
1 轧制规程计算
1.1 辊系结构
20辊轧机辊系是按1-2-3-4呈塔形布置,上下对称布置在机架的8个梅花孔内,如图1。辊系由两个工作辊(S、T),四个第一中间辊(O、P、Q和R),6个第二中间辊(I、J、K、L、M和N)和8个支撑辊(A、B、C、D、E、F、G和H)组成。位于中线两侧的四个第二中间辊I、K、N 和 L为驱动辊,其余16根轧辊通过轧辊之间的摩擦力驱动,带材在两个工作辊S和T之间进行轧制,轧制压力通过工作辊、第一中间辊、第二中间辊和支撑辊呈分散状传递到轧机机架。
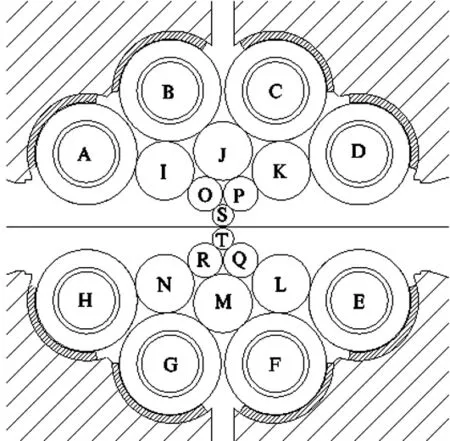
图1 20辊Sendzimir轧机辊系结构
1.2 吨钢电耗模型
对冷轧机组而言,其电耗主要来自驱动电机的消耗,本文仅对主轧机的吨钢电耗进行研究,并对不同机型电耗情况进行对比,因此,计算过程中仅考虑轧机本身驱动电机的电耗,而对开卷机和卷取机等设备的电耗不予考虑。机组吨钢电耗是指机组每生产1吨带钢所有道次电耗的总和
(1)
式中:F为轧制过程中的吨钢电耗;i为轧制道次编号;n为轧制总道次;Pi为轧机第i道次的驱动功率;ρ为带钢的密度;B为带钢宽度;hi为第i道次出口带钢厚度;vi为第i道次出口轧制速度。
轧制过程中第i道次的驱动功率
(2)
式中:ηi为轧机第i道次的效率;Mi为轧机第i道次的驱动力矩;R为轧机工作辊半径;fi为轧机第
i道次的前滑值。
轧机的驱动力矩包括两部分,即克服金属变形的轧制力矩和克服辊系间摩擦的摩擦力矩,对于6辊轧机而言,摩擦力矩较小,可忽略不计,而对于20轧机而言,由于辊系众多且复杂,辊系间摩擦力矩占较大比重,必须予以考虑,关于20辊轧机辊间摩擦力矩的计算可参看文献[2],在此不再赘述。
1.3 计算参数与轧制计划
采用6辊轧机和20辊轧机分别对相同规程进行模拟计算,轧机主要参数见表1。
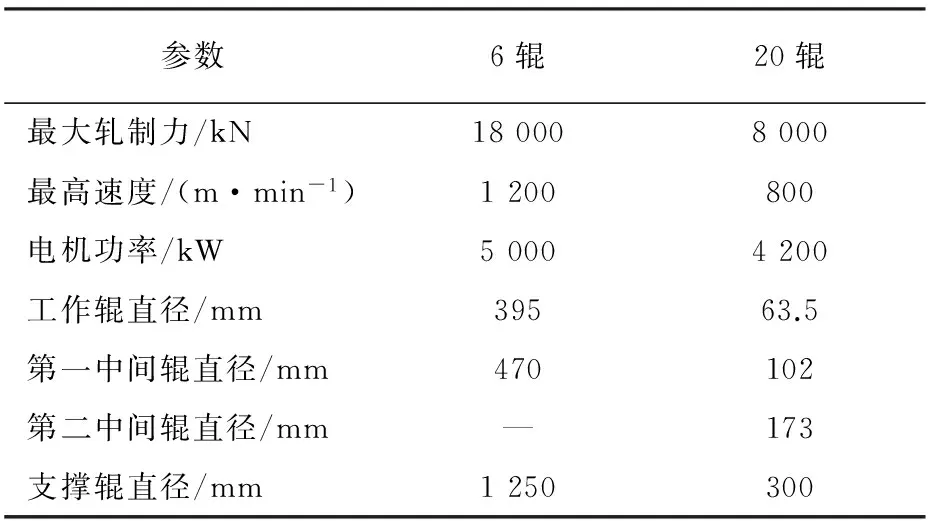
表1 轧机主要参数
轧制带材采用CQ级,分别采用两种规格带材进行计算,主要参数见表2。

表2 轧制带材主要参数
2 结果分析
为增加可比性,在轧制规程设定过程中选用相同参数,包括道次压下量、入口张应力、出口张应力和轧制速度等,采用6辊轧机和20辊轧机分别对同一轧制规程进行计算,分析计算结果。算例1和算例2的轧制规程主要参数见表3和表4。
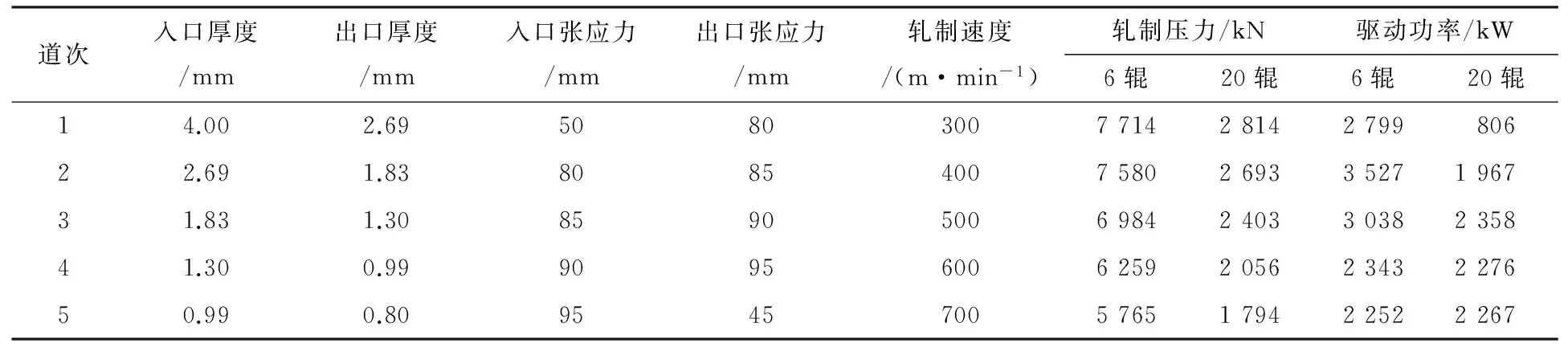
表3 轧制规程主要参数(算例1)

表4 轧制规程主要参数(算例2)
采用6辊轧机和20辊轧机进行轧制时的轧制压力对比情况如图2。在相同规程情况下,采用20辊轧机可明显降低轧制压力。
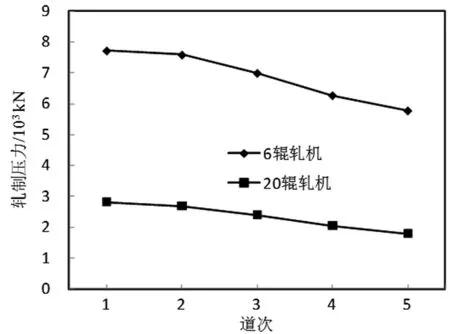
(a) 算例1
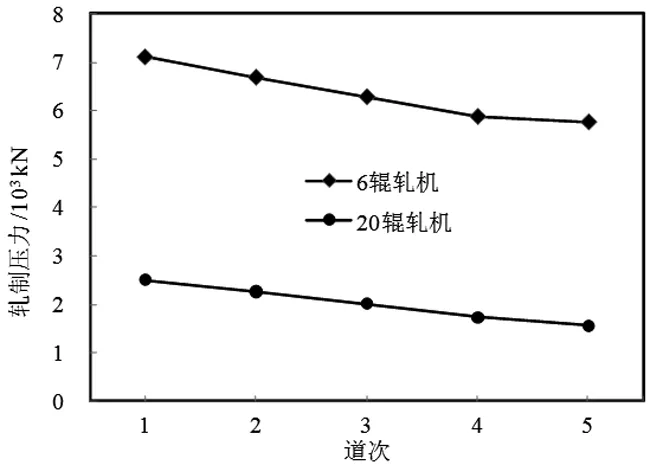
(b)算例2
采用6辊轧机和20辊轧机进行轧制时的驱动功率对比情况如图3。算例1中,1、2、3道次采用20辊轧机可明显降低驱动功率,而4、5两道次区别并不明显;算例2中,1、2两道次采用20辊轧机可明显降低驱动功率,而3、4、5三道次则区别不明显,甚至出现采用20辊轧机的驱动功率高于6辊轧机的情况。

(a) 算例1
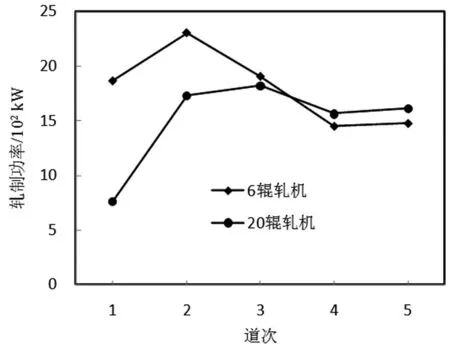
(b)算例2
究其原因,是在初始道次带材较厚,轧制力矩较大且其在整个驱动力矩中所占比重较大,而20辊轧机由于轧制力降低明显,因而可明显降低驱动功率。在4、5道次中,带材较薄,轧制力矩变小,而辊系间的摩擦力矩所占比重增大,20辊轧机辊系间的摩擦力矩较大,因而会出现在带材较薄时20辊轧机的驱动功率与6辊轧机接近,甚至更大的情况,带材越薄,这种情况越明显。
利用式(1)对轧制过程吨钢电耗进行计算,结果见表5。采用20辊轧机可明显降低轧制过程中的吨钢电耗,算例1中,采用20辊轧机的吨钢电耗较6辊轧机小27.39%,算例2中,采用20辊轧机的吨钢电耗较6辊轧机小11.94%,轧制带材较厚时,吨钢电耗下降更为明显。

表5 轧制过程吨钢电耗
3 结 论
本文以20辊轧机为研究对象,对20辊轧机轧制过程中的吨钢电耗进行了分析,并与传统6辊轧机进行对比。
(1)对于驱动功率而言,当轧制带材较厚时,采用20辊轧机可明显降低驱动功率,而当轧制带材较薄时,由于辊间摩擦力矩所占比例增大,采用20辊轧机的驱动功率与6辊轧机并无明显区别,甚至大于6辊轧机。
(2)使用20辊轧机可明显降低轧制过程中的吨钢电耗,与6辊轧机相比,本例中吨钢电耗可降低11.94%~27.39%,轧制带材较厚时,吨钢电耗下降更为明显。
[1] 贺毓辛. 轧制工程学[M]. 北京:化学工业出版社, 2010.
[2] 潘纯久. 二十辊轧机及高精度冷轧钢带生产[M]. 北京:冶金工业出版社, 2003.
[3] MA Q L, TIAN S Q, LI W L. Analysis of mechanical parameters of 20-high sendzimir mill during rolling process[C]// Proceeding of the 2nd 2017 International Conference on Mechanical Control and Automation. Guilin:DEStech Publications,2017:110-115.
[4] 李欣欣,高全杰,胡亚男,等. 20辊森吉米尔轧机辊系静压力学计算与分析[J]. 机械设计与制造, 2017(4):13-17.
[5] WANG Z H, GAO Q J, YAN C, et al. Calculation and analysis of force in roll system of 20-high sendzimir mill[J]. Journal of Iron and Steel research, 2013,20(9):33-39.
[6] RINGWOOD J V. Ringwood, Shape control systems for sendzimir steel mills[J]. IEEE Transactions on Control Systems Technology, 2000,8(1):70-86.
[7] 张清东,张连军,于孟,等. 20辊森吉米尔轧机辊系稳定性研究[J]. 重型机械, 2007(6):19-25.
猜你喜欢
精密成形工程(2023年1期)2023-02-02
冶金设备(2021年1期)2021-06-09
材料科学与工艺(2021年2期)2021-05-14
环境卫生工程(2021年1期)2021-03-19
装备制造技术(2020年1期)2020-12-25
计量学报(2020年7期)2020-08-07
锻压装备与制造技术(2016年3期)2016-06-05
中国机械工程(2015年13期)2015-12-16
城市轨道交通研究(2015年3期)2015-02-27
山东冶金(2014年3期)2014-04-08