超市货架层板端部折弯设备的创新设计
2018-01-25 10:52:29谢洪德苏建国
时代农机 2017年11期
谢洪德,刘 明,苏建国
(山东科技职业学院,山东 潍坊 261053)
目前我国超市货架生产企业中,在超市货架层板产品生产线上折弯机只是完成单一的、特定的折弯工序,功能要求特定专一,成本相对数控折弯机要低很多,但效率较高。实际生产中折弯机分为两类:一次折弯成型设备和二次折弯成型设备。无论哪种折弯设备,折弯时压紧需要1个液压缸,折弯需要1个液压缸。2个液压缸的运动具有一定的逻辑关系,靠传感器检测并有PLC控制电磁阀来保证液压缸运动的准确性。液压缸往复动作的延时性影响了生产效率。要提高生产效率必须缩短油缸动作衔接时间,这就需要对压紧和折弯机构进行创新设计。
1 压板随动设计方案
货架层板端部折弯分为一次折弯和二次折弯,对于一次折弯前面的各种折弯方式都能实现,但是对于二次折弯,由于压板是上下运动,所以很难实现层板折弯后的卸料问题。
国外货架层板端部折弯设备是采用两端同时折弯后,伺服电机带动滚珠丝杆旋转从而带动两端折弯设备向中间快速移动,然后压板抬起,随后卸下折弯后的货架层板。由于折弯设备较重惯量较大,移动时又需要快速,所以消耗的功率也很大。由于移动位置要求精确,所以对于软件和硬件要求都很高,随之而来的是成本高,运行费用高。

图1 翻转压板示意图
国内货架层板端部折弯设备是采用压板旋转两端折弯或压板上下直线运动前后端顺序折弯。压板上下直线运动前后端顺序折弯前面已经介绍过了,下面来介绍一下压板旋转两端同时折弯(如图1所示)。垫板2固定在机架上,当层板1随传送带向前运动到接近工作位置时,升降气缸快速向下运动,然后推送气缸快速伸出,推动层板快速移动到折板上的限位位置,两端压板3分别绕一回转中心快速向下做回转运动压紧层板工件,两端折板快速折弯并返回,两端压板快速反向回转升起,层板工件随传送带进入下一工序。整个过程传送带一直连续运转。由于压板做的是回转运动,从图1中不难看出,层板工件的一次折弯不影响压板的返回。每端压板的回转动作必须有单独的执行液压缸来完成,而且逻辑动作要求非常准确。
通过对现有资料的反复研究,并到生产一线与有经验的工人师傅多次交流,最后决定改进压板结构,将单一压板改为复合压板(如图2所示)。货架层板1运动到工作位置时固定压板3带动斜块4和活动压板5同时向下运动,斜块先接触层板和垫板2,固定压板继续向下运动,在斜块的作用下活动压板横向伸出,最后压紧层板,折板上下运动完成二次折弯。固定压板向上运动,活动压板在弹簧作用力下向上运动的同时横向退回,运动方向是沿垂直α角方向,斜块在活动压板作用力下不动,当活动压板横向移动到极限位置后,斜块、活动压板和固定压板再同时向上移动到指定位置。
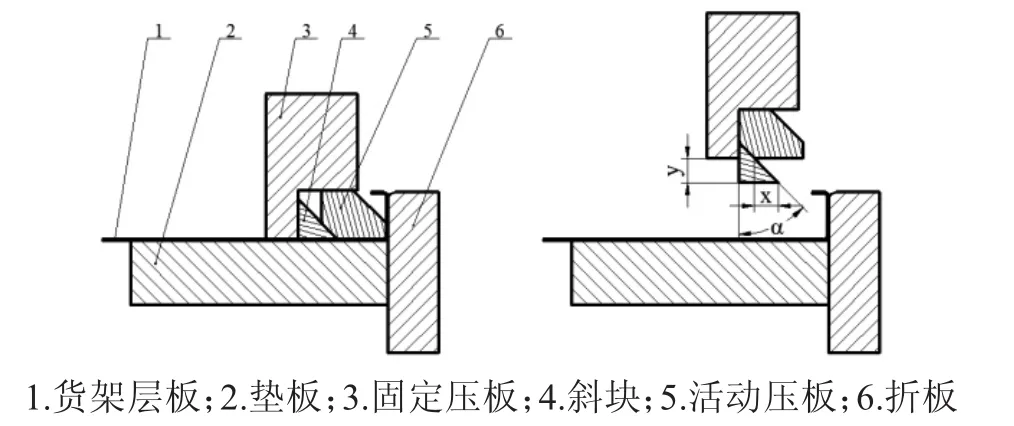
图2 随动压板示意图
压板上下移动的距离直接影响折弯速度,压板上下移动的距离取决于层板折弯高度和斜块移动距离Y值。层板二次折弯高度不能改变,活动压板横向移动距离X由层板一次折弯高度决定不能改变,所以只有减小Y值,由图2中可以看出:

由上式可以看出夹角α与Y值成反比,夹角α取值越大越好,但是夹角α超过90°减去摩擦角Φf时,活动压板将无法运动。如图3所示,FR=FN+Fs,它与支承面间的夹角Φ将随主动力的变化而变化,当物体达到临界平衡位置时,Φ角达到其最大值Φf。全约束力和其法线之间的夹角其最大值Φf即为摩擦角。
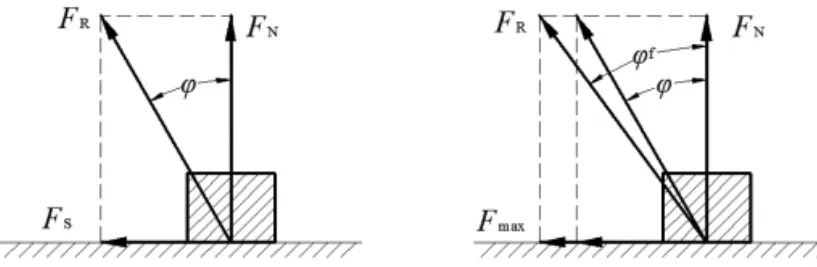
图3 摩擦角Φf图解
由图3可知,角Φf与滑动摩擦系数f的关系为:

式中参数说明:Φf为摩擦角;f为摩擦系数。
钢与钢的摩擦系数查资料为0.2,代入式1.3得:

从而得到斜块角度α的范围:

即:11.3°<α<78.7°
一次折弯高度6~8mm,取X=10,α=60°

2 压紧折弯关联创新设计
压紧折弯关联设计采用如下方案(如图4所示)。垫板3和机架固定在一起,导向限位杆6上端通过螺纹和垫板联接,对折板5下限位。弹簧4内部有一个导向套,对弹簧导向和对折板上限位。折板联接液压缸活塞杆,液压缸缸体固定在浮动机架上,浮动机架又和组合压板联接,浮动机架通过导向装置上下往复运动。如图4(b),液压缸活塞杆缩回时,折板通过导向定位杆悬在下限位置,浮动机架通过液压缸处在上限位置,组合压板装置随浮动机架升到最高位置,此时工件货架层板可以进行装卸。当层板工件装夹完成后,液压缸活塞杆开始伸出,由于浮动机架的重力作用带动活动压板组件开始向下运动,首先活动压板组件的斜块接触垫板上的货架层板,然后活动压板向右下移动,直至移动到极限位置,液压缸通过浮动机架的重力和弹簧压力把货架层板压紧,油缸活塞杆克服弹簧力推动折板继续向上运动对层板进行折弯,达到右图状态。油缸电磁阀接到信号后动作,液压缸活塞杆回缩,首先是折板在弹簧力的作用下向下退到导向限位杆的限位位置,然后液压缸活塞杆继续回缩,液压缸缸体带动浮动机架和活动压板组件向上运动,最后达到右图状态,完成折弯整个过程。

图4 货架层板端部折弯原理图
3 创新设计前后设备性能参数对比
对图5所示图纸中的100×40cm超市货架层板进行了生产测试,将测试数据与设备改进前、国外相关生产设备的性能参数进行比较,结果如表1所示。
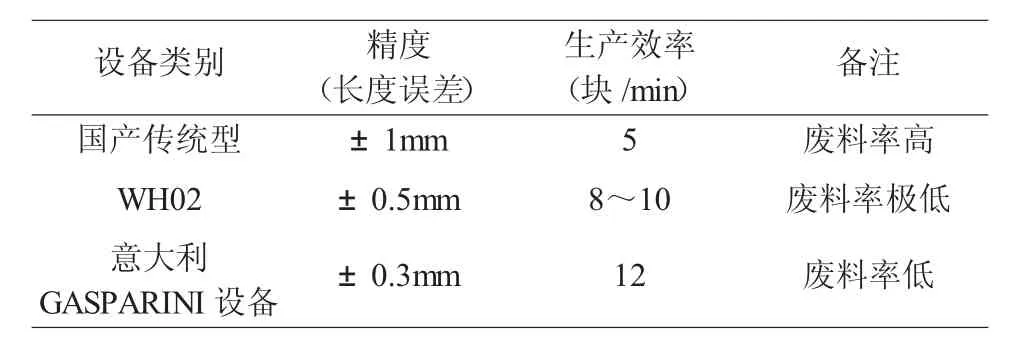
表1 超市货架层板端部折弯设备性能参数对比表

图5 超市货架层板生产图纸
从表1中可以看出,文章设计改进后的超市货架层板端部折弯设备,相对于国产传统型设备而言,具有精度高(2倍以上)、生产效率高(接近2倍)、废料率大幅降低等优点;相对于国外较先进设备如意大利GASPARINI设备而言,其精度与生产效率与国外设备接近,但废料率较低。
文章中研制的超市货架层板端部折弯设备,相对国外同类设备来说,通过在设计中创新性地增加了关键执行元件——浮动机架,使得由原来的双油缸驱动变成了单油缸驱动,从而降低了设备的生产成本。双油缸驱动控制时靠压力传感器发出信号使两个油缸联动,控制复杂,耗时较大;单油缸驱动使两个动作有机的连续起来,使控制更加简单,并且动作连续、节约时间,大大提高了工作效率,提高了设备的市场竞争力。
[1]陈万英,高建,潘志华.折弯机压力不均匀分布研究[J].锻压装备与制造技术,2011,24(6):1102-1106.
[2]蔡中义,李军,吴成玉,等.数控板料折弯工艺研究[J].煤矿机械,2013,27(9):1956-1963.
[3]谢传锋,王琪.理论力学[M].北京:高等教育出版社,2015.
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:28
橡塑技术与装备(2022年12期)2022-12-12 06:42:28
大电机技术(2022年4期)2022-08-30 01:38:54
哈尔滨工业大学学报(2022年5期)2022-04-19 13:26:30
新疆钢铁(2021年1期)2021-10-14 08:45:38
能源工程(2020年6期)2021-01-26 00:55:18
铁道通信信号(2020年10期)2020-02-07 01:01:14
纤维复合材料(2018年3期)2018-04-25 07:22:48
航空材料学报(2015年6期)2015-09-12 07:07:22
云南电力技术(2014年1期)2014-06-23 02:44:12