竹塑复合3D打印材料研制与性能表征
2018-01-23 02:38刘晓帅赵大旭王佩欣寿国忠
竹子学报 2017年3期
刘晓帅,赵大旭,吴 强,王佩欣,寿国忠,
(1.浙江农林大学,浙江省林业智能监控和信息技术研究重点实验室,浙江省木材科学与技术重点实验室,浙江 杭州 311300; 2.南京航空航天大学,江苏省精密与微细制造技术重点实验室,江苏 南京 210016)
3D打印是一种快速成型技术。与传统制造技术相比,3D打印不依赖模具,不需要去除大量材料,也不必通过复杂的锻造工艺就可以得到最终产品,在生产上可以实现结构优化、节约材料和节省能源[1]。被誉为“第三次工业革命”的核心技术[2]。中国科技网[3]指出了3D打印制造技术的3个关键要素:一是精准的三维数字;二是需要强大的成型设备;三是满足制品性能和成型工艺的材料。想比前两者,材料的发展相对滞后,尤其针对家用市场的无毒环保材料。现有市场上有的竹塑3D复合材料十分少,且力学性能较差,容易出现断丝现象,制作工艺不够优化。本文所开发材料则主要面向挤压式,即熔融沉积式(FDM)工艺,同时注重环保政策,研发环境友好型材料。聚乳酸(PLA)是一种新型的生物降解的3D打印材料,由可再生的植物资源(如玉米)所提出的淀粉原料制成,具有良好的生物可降解性,可在自然完全降解,最终生成二氧化碳和水,不污染环境,是公认的环境友好材料[4]。因此,PLA逐渐成为桌面3D打印领域常用的材料,基于PLA的3D打印材料目前是研究的热点。比较具有代表性的是3D打印线材生产商3D-Fuel推出的两款新型PLA线材,其中Advanced PLA是一种高耐热级的线材,相比传统PLA材料具有更优异的层间附着力,更高的印细节和分辨率,而且异味少,环保性更好。另一款Algae-Fuel(藻类燃料)以野生藻类作为原料,成本更低,且富含蛋白质,更容易降解[5]。根据互联网统计信息绘制销售额图表[6],3D打印相关材料2001年到2011年间销售额逐年增加,除了2009年因为经济危机导致稍微下滑外,基本都能保持平均15%增长率。 在此背景下,课题组基于PLA,开发了竹塑复合3D打印材料。首先针对原料准备进行优选,严格控制实验条件,再对制备工艺进行改良,采用双螺杆挤出机控制样品制作,并且通过实验设备测试材料的性能直至达到打印机要求的材料指标,最后进行成品打印。
以木塑复合材料为代表的生物质材料用于3D打印在国内尚处于起步阶段,殷正福等人在木塑复合材料制备方面进行了有益的探索,提出了一种基于改性纤维的制备方法[7]。而本文对用于3D打印的竹塑复合材料制备工艺进行了较为全面的研究,制备工艺无需对纤维进行改性。对所制备材料进行了力学性能测试,和打印效果测试,结果表明材料性能完全满足3D打印需要,能够打印出独特的,具有类似竹制品的纹理特点的样件。该材料能够充分利用中国丰富的竹资源,具有可降解,无毒无污染,成本低的优点,具有较高的市场推广潜力。
1 技术路线
对于传统的板材加工工艺,材料的弯曲拉伸强度和抗冲击性能是主要指标,而3D打印工艺则需要材料首先满足熔融状态下的流动性、粘合性的基本要求,因此材料的配方与制备方法具有特殊要求。本团队前期主要研发了一种3D竹/塑材料,基本满足打印要求,从熔融状态下的流动性、粘合性方面进行研究,并取得初步成果[8]。本文进一步从提高材料力学性能角度,对利用添加剂改性进行了研究。这些研究主要包括配方改进,工艺完善,材料制备以及力学性能测试。
1.1 材料与制备仪器设备
聚乳酸(PLA)采用美国产Nature Work牌4032D。竹粉选用Faber-Castell/辉柏嘉牌,产自江西南昌兴旺文具批发厂。聚乙二醇 (PEG600):化学纯,国药集团化学试剂有限公司。合成植物酯:增塑剂,济南福景化工有限公司。PCL和乙烯马来酸酐共聚物,环氧改性剂。
电热鼓风干燥箱,WHLL-30BE型,天津泰斯特仪器有限公司;摆锤式冲击试验机:ZBC1400-B型,微型控制电子万能试验机:CMT6104,美特斯工业系统(中国)有限公司;异向锥形双螺杆挤出机SJSZ-10型,注塑机,武汉瑞鸣塑料机械有限公司。
1.2 试验方法
不同目数的竹粉对得到的挤出样品有也有较大的影响,在蔡羡等人[8]试验基础上,进行优选,并对PLA与竹粉进行了烘干预处理,排除了水分的影响。双螺杆挤出机三段式温度分别设置为进料口170 ℃,挤出段175 ℃和出口温度175 ℃,可以流畅出丝也不会产生分解现象,注塑机温度与挤出机出口温度设置相同为175 ℃,压片区温度设置65 ℃。料熔融状态下的流动性对于3D打印是重要指标[9]。同时该团队经过几组试验数据对比,试验得出了PLA和竹粉配比5∶2,增塑剂2%、润滑剂2%该比例的配方所制造的丝材已经可以达到纯PLA打印的效果,在此配比下进行优化改良试验,本文内的性能测试均采用注塑制样制备。技术路线图如图2所示。
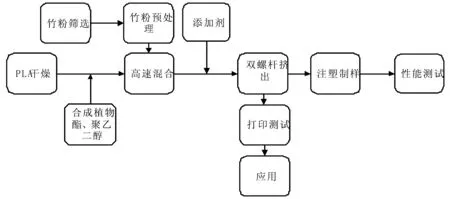
图2 技术路线图Fig.2 The technical roadmap
2 竹粉颗粒度选择与添加剂选择
国外木塑复合材料研究已引进纳米纤维增强复合材料,以改善界面结合性[10]。3D打印用竹塑复合材料的研究目前尚处于初始阶段,相比木粉,纳米级竹粉处理难度较大,成本较高,基于性价比考虑,课题组未采用纳米级竹粉。为找到最佳比例,使竹粉含量尽可能高的同时,材料保持足够力学性能,课题组对不同配方比例的材料进行了力学性能测试。为保证材料的一致性,本文选择了5个类型目数120目、140目、160目、180目、200目对竹粉进行筛选。对筛选后的竹粉充分干燥后分别进行挤出试验,对样条测试拉伸应力。
标准的哑铃状试验样条,按照GB 13022-1991标准,拉伸试验机以10 mm·min-1速度拉伸样条,试验结果通过软件SANS-PowerTest_DOOC分析,得到应力应变曲线和弹性模量、断裂伸长率及抗拉强度。每种目数竹粉进行5次试验取平均,得到表1如下5组数据。

表1 不同目数竹粉试验得到的力学性能
由表1可知:120目的竹粉性能是最优的,但是根据打印机打印测试发现120目的竹粉颗粒直径略大,打印机的喷头直径0.4 mm,多次出现打印不流畅甚至堵头的现象,考虑到这一影响增加了竹粉的目数,随着竹粉目数增加,材料的力学性能都呈现先提高再略下降的现象,分析原因可能是由于竹粉颗粒较大时混合不均匀,导致性能下降,而竹粉颗粒越小越容易出现结块现象。对比可知第4组(180目)样条力学性能最佳,因此后续试验选择180目的竹粉。通过调节竹粉加入量的大小得到表2所示的不同竹塑比例下材料性能(PLA都为100 g),竹粉分别为20 g、30 g、40 g、50 g。

表2 不同竹塑比例下材料性能
由表2可知, PLA和竹粉含量比为5∶2时材料综合性能最佳,虽然竹粉含量的减少的确会使性能有所提高,但是过低的竹粉比例会导致试验的目的性不高,满足不了在保证打印效果的前提下尽可能提高竹粉含量的要求。通过对多种添加剂,主要有各类引发剂,发泡剂,偶联剂等,加入试验分析对比,最终选择了PCL和乙烯马来酸酐共聚物,添加量则选择为竹粉含量的10%,再分别加入竹粉含量3%的聚乙二醇和合成植物酯。其中聚乙二醇为润滑剂,合成植物酯为增塑剂,PCL做相容剂。乙烯马来酸酐共聚物为便于注塑成型提高韧性。

图3 挤出的丝材Fig.3 The extruded wires
为避免竹粉在加入添加剂时结块,制备过程中将PLA颗粒与添加剂充分混合均匀,最后再加入竹粉混合,从而使竹粉附着在颗粒表面,达到混合均匀减少误差的目的。混合均匀的原料缓慢加入到双螺杆挤出机进行挤出成丝材,再通过注塑机制成力学性能测试的样条,最后对样条进行力学性能测试,挤出的丝材进行3D打印测试,通过对比出丝情况和打印效果得出理想的配方组合。出丝效果如图3所示。
3 打印效果测试
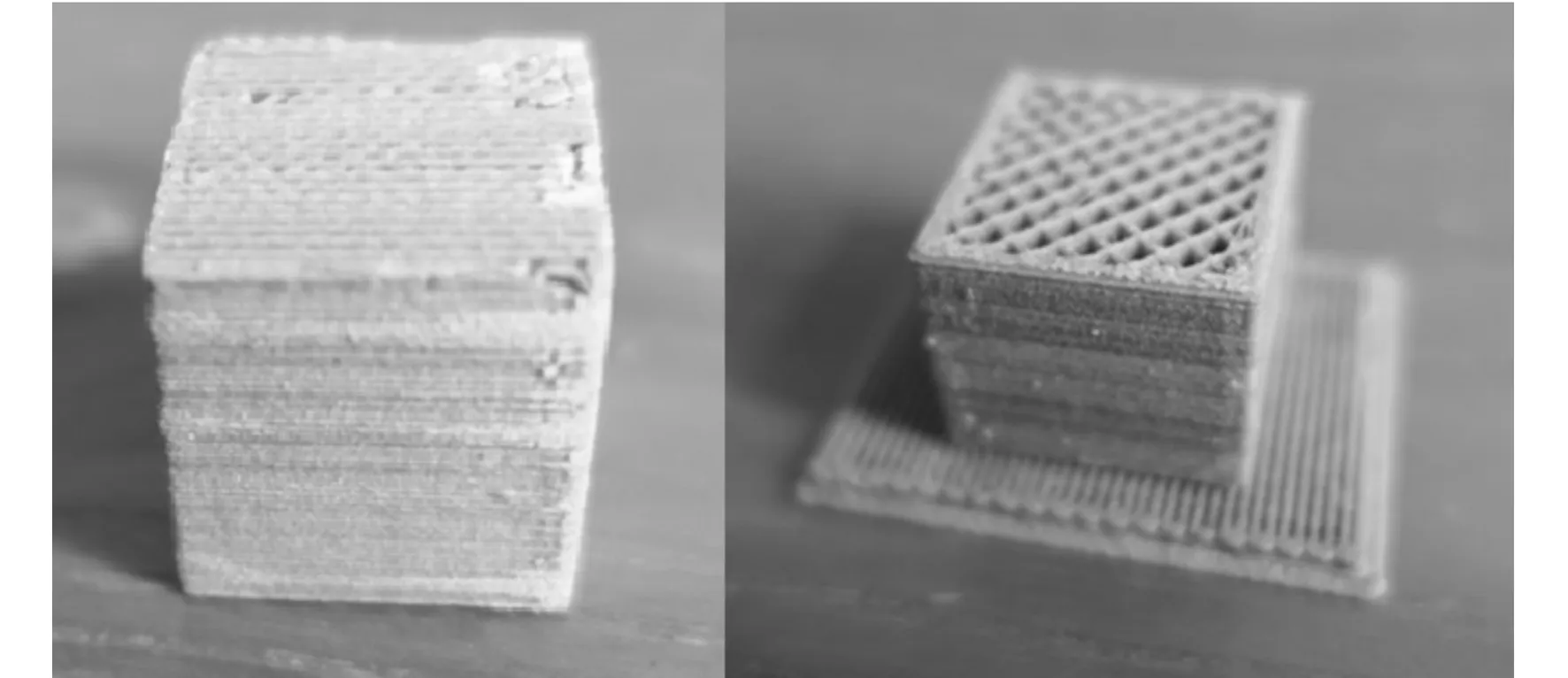
图4 效果对比图Fig.4 Effect comparison
选择Einstrt2打印机对新配方所制丝样进行3D打印测试,根据打印机喷头直径为0.4 mm,确定了喷头不发生堵塞的竹粉颗粒大小为50目(0.27 mm),为确保试验的流畅性,试验中选择了180目到200目筛选竹粉。当打印厚度为0.20~0.40之间时,打印过程平稳流畅,未出现堵塞。拉出的丝材样条直径在1.75 mm左右,保证在打印机喷头允许的范围内。标准模式打印测试显示,新配方材料打印效果良好,各项性能指标均满足要求,表面外观光滑,无断层,整体均匀,且打印过程十分流畅,未出现打印喷头堵头的现象。同时,由于材料韧性提高,打印丝材卷取过程顺利,未出现断裂现象,完全能够满足商业化的包装要求。图4所示为国内现有的竹塑配方打印的立方体模型效果图与新配方制作的材料打印效果图对比,可见左图配方材料的打印件表面较为粗糙,且表面缺陷较多,右图的新配方材料打印效果更佳,整体流畅,无缺口。
4 材料性能测试
4.1 拉伸性能试验
总共进行了5组对比实验,添加剂分别是加入环氧树脂类化合物,乙烯马来酸酐共聚物和PCL进行定量试验,初步得到的结果为乙烯马来酸酐共聚物和PCL一起加入的时候效果较为理想。所以后续实验将针对这样的一个配方进行测试材料性能,试验对6根样条进行拉伸试验,统计测试结果的平均值。在加入了定量的乙烯马来酸酐共聚物和PCL进行合理配比实验,得到表3拉伸数据。
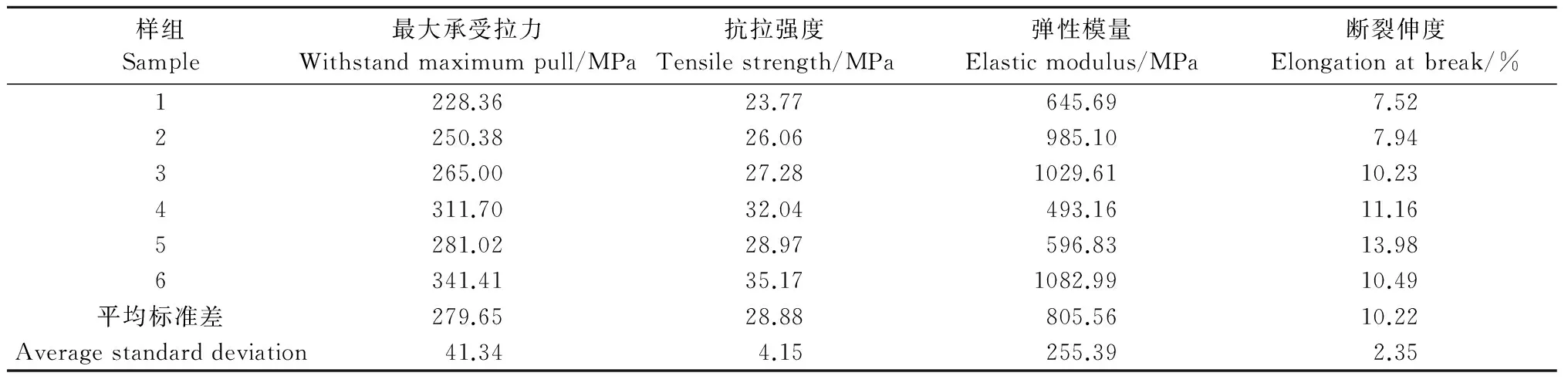
表3 加入乙烯马来酸酐共聚物+PCL拉伸性能测试

图4 应力-应变曲线Fig.4 Stress-strain curve
图4左图为不加添加剂时的应力-应变曲线,可以看出材料在被拉伸时出现瞬间断裂情况,十分的脆,而右图显示加入乙烯马来酸酐共聚物和PCL添加剂后材料的屈服有个缓慢下降的过程,说明材料已经有了较好的韧性,且从表3中可以看出该材料的断裂伸长率已经达到了10.22%,相较以前配方得到的断裂伸长率7.48%,有了较大的提升。该材料的拉伸性能提升了40%左右。
4.2 冲击试验

在冲击强度的测定过程中,重锤落下瞬间,竹塑复合材料因竹粉粒子引发的应力集中点瞬间扩展而断裂[12]。表4所示为通过摆锤式试验机分析材料的冲击性能,实验主要是为了探究当所做的材料在3D打印机的喷头内部进行传输时,是否会因为齿轮机械压力而导致材料在内部断裂的情况,从而导致打印失败,做了5组样品进行冲击实验。
实验数据表明,乙烯马来酸酐共聚物和PCL的加入使得材料的韧性大幅上升,先前本课题组研究的材料的冲击模量为9.5 kJ·m-2,已经满足基本的3D打印工艺要求,而现在平均达到了13.2 kJ·m-2,效果更加明显,韧性提升较多,与先前的研究成果相比提升近30%。

表4 乙烯马来酸酐共聚物+PCL
5 结果与讨论
研究了用于3D打印的新型竹塑复合材料制备工艺,通过力学性能测试选择了最佳配方比例和工艺路线,主要完成内容如下:
(1)本研究以PLA为基体的竹塑复合材料,选择了合理的配方,使材料熔融性与力学性能满足打印工艺基本要求,拓展了竹材应用范围,将竹材成功应用于3D打印领域。
(2)分析了竹粉的颗粒度与添加比例对复合竹塑的性能影响,通过对比试验找到使材料性能最佳的颗粒度,以及该颗粒度下竹粉最佳添加比例,即竹粉∶PLA配比2∶5。
(3)研究了不同添加剂对材料改性后的力学性能,通过试验定量分析了改性后性能改善效果,并对优选配方后试制材料进行了打印试验,拉伸强度对比国内现有的竹塑3D打印材料提升了40%,冲击强度提升了30%,改善了延展性,韧性得到了加强,适合批量化商业生产。
基于PLA的竹塑复合3D打印材料环保性好,成本低,主流家用3D打印机可直接使用课题组所制备丝材进行打印,而且打印过程连贯流畅,效果良好,说明该材料性能能够满足市场需求。鉴于生物质材料开发应用,以及3D打印技术目前都是研究的热门领域,本研究内容有机地结合了上述2个领域,并具备市场推广价值,有良好的实践意义。
[1] 袁茂强,郭立杰,王永强,等. 增材制造技术的应用及其发展[J]. 机床与液压,2016,44(5):183-188.
[2] Yeh C C. Trend Analysis for the Market and Application Development of 3D Printing[J]. International Journal of Automation & Smart Technology,2014,4(1):1-3.
[3] 新材料在线.史上最全面3D打印材料大解析[EB/OL].http://www.wokeji.com/gaoxinqu/gxly/xcl/201604/t20160421_2445824.shtml,2016-04-21 /2016-4-25.
[4] 刘景望,杨斌,马东海,等. 聚乳酸木塑复合材料增韧改性研究进展[J]. 塑料科技,2013(3):66-69.
[5] OF week. 全方位盘点3D打印材料的最新进展[EB/OL].http://www.unima.cn/show/490.html,2015-11-16/2016-4-25.
[6] 高分子网.全球2015年3D打印销售额惊人超51亿美元[EB/OL].http://www.gaofenzi.org/archives/6027.html,2016-4-06/2016-4-25.
[7] 殷正福,晏伟,许向东. 一种3D打印木塑复合材料及其制备方法,CN103937278A[P]. 2014.
[8] 赵大旭, 蔡羡, 寿国忠,等. 面向增材制造的竹塑复合材料制备研究[D]. 杭州:浙江农林大学,2015.
[9] Mostafa N,Syed H M,Igor S,etal. A Study of Melt Flow Analysis of an ABS-Iron Composite in Fused Deposition Modelling Process[J]. Tsinghua Science & Technology,2009,14(S1):29-37.
[10] Corral R. Electrospun polyethylene oxide/cellulose nanocrystal composite nanofibrous mats with homogeneous and heterogeneous microstructures.[J]. Biomacromolecules,2011,12(12):2617-2625.
[11] 王雀,高海. 配方及加工工艺对PVC木塑复合材料冲击强度的影响[J]. 聚氯乙烯,2014,42(11):16-19.
[12] 贾小波,李静,刘浩. 木粉特性对PVC/木塑发泡材料性能的影响[J]. 聚氯乙烯,2011,39(3):24-26.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
粉末冶金技术(2021年3期)2021-07-28
化工生产与技术(2021年2期)2021-06-07
化工管理(2021年6期)2021-03-24
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
今日农业(2020年22期)2020-12-14
小学科学(学生版)(2020年2期)2020-03-03
小学科学(学生版)(2020年1期)2020-01-19
合成树脂及塑料(2020年3期)2020-01-16
模具制造(2019年7期)2019-09-25