
普碳钢内部裂纹原因分析及控制实践
2018-01-17 05:38向小龙段少平
山西冶金 2017年6期
向小龙, 段少平
(陕钢集团汉中钢铁有限责任公司, 山西 汉中 724200)
连铸是把液态钢用连铸机浇注、冷凝、切割,直接得到铸坯的工艺。它是连接炼钢和轧钢的中间环节,是炼钢生产厂或车间的重要组成部分,连铸生产的正常与否不但影响炼钢生产任务的完成,而且影响轧材的质量和成材率。
陕西汉中钢铁有限责任公司(以下简称“汉钢公司”)目前拥有的1号连铸机系R10 m八机八流方坯连铸机,主要生产普碳钢、低合金钢及45号钢等各种断面的小方坯。该连铸机配套有全保护浇注、结晶器电磁搅拌、大包自动下渣检测、中包连续自动测温、液面自动控制、断火切割、红外线定尺等先进技术,但在生产150 mm×150 mm方坯过程中钢坯内部极易出现裂纹缺陷,而内部裂纹的出现会严重影响后续轧材的质量,从而影响公司的成本效益。因此,结合生产实践,对裂纹产生的原因进行分析后,通过从二冷区的配水量及喷嘴型号、二冷区弧度、钢水成分(Mn/S)、保护浇注的密封性等方面来控制铸坯内部裂纹的产生[1-3]。
1 内部裂纹产生原因
铸坯内部裂纹的特征:裂纹位于铸坯皮下和中心区的任一位置;裂纹沿柱状晶界面扩展;裂纹内被树枝晶间富集溶质的液体充满,硫印图上表现为黑线。
连铸在生产过程中其产品内部质量主要取决于连铸坯中心致密度,而影响连铸坯中心致密度的缺陷主要有各种内部裂纹、中心偏析、中心疏松以及铸坯内部的宏观金属夹杂物等。
铸机在二冷区的运行过程中,热应力和机械应力等作用在液-固界面上,当其超过钢的允许强度和应变时,即产生内部裂纹。
连铸坯的裂纹产生是一个非常复杂的过程,是传热、传质和应力相互作用的结果,带液芯的高温铸坯在连铸机运行过程中,各种力作用于高温坯壳上产生形变,超过了钢的允许强度和应变。
1.1 结晶器一次冷却不均匀
结晶器铜管锥度和内径设计不合理、水流量过大,导致初生坯壳过早与结晶器铜管内壁分离,影响一次传热,出结晶器的钢坯厚度不一致。
1.2 二次冷却参数不合理
铸坯出结晶器,由于冷却条件突然减弱,表面温度迅速回升应力分布随之发生变化,铸坯在二冷段凝固过程中沿拉速方向,温度逐渐降低并伴随表面温度的回升,应力分布随之发生变化,优化二冷各段配水,达到冷却逐渐降低避免强冷导致表面温度回温使铸坯内部凝固前沿产生应力,产生裂纹[4-5]。
1.3 二冷区对弧效果差
二冷段的设备状况也是决定铸坯质量的一项重要因素,在生产过程中随着浇注炉数的增加,支撑辊对弧精度发生偏差,这样造成铸坯在运行过程中,固液界面处所承受的机械应力增加,由此产生的塑性变形超过了所允许的钢的高温强度和极限应变值,造成枝晶间裂纹。
1.4 钢水质量
提高钢水纯净度,降低钢水氧含量和炉渣氧化性;提高挡渣率,防止钢水下渣产生的合金收得率低,合金化后钢水二次氧化;控制m(Mn)/m(S),低熔点FeS、MnS在凝固过程中沿晶界分布,降低了固相线温度附近钢的延展性强度,受到外力作用时裂纹就沿晶界发生,致使凝固前沿产生裂纹。
2 控制裂纹的方法
2.1 调整结晶器铜管锥度与进出水温差
2.1.1 调整结晶器铜管的倒锥度与角部参数
结晶器铜管锥度过大使结晶器对坯壳造成挤压,加剧铜管内壁摩擦,铸坯表面增铜,严重造成拉断、拉漏等事故;结晶器锥度过小会使角部转动加剧;结晶器角部属于二维冷却,角部冷却强度大于面部,最先离开结晶器内壁,而产生间隙,在该区域气隙的作用下形成热点,致使同一截面上的温度梯度不同,在收缩应力的作用下造成坯壳裂纹,锥度过小气隙增大,导出的热量减小,坯壳减薄,容易发生漏钢事故;由于锥度与内径设计不合理,导致气隙厚度不均匀及纵向气隙不规则。
汉钢公司根据拉速和所浇注钢种的收缩性,将原有的多锥度改为抛物线锥度,增加弯月面以下350 mm范围内的锥度,减小铜管下口300 mm范围内的锥度,弯月面以下350 mm调整至(1.1%~1.2%)/m,下部锥度调整至(0.6%~0.8%)/m,并在铜管下部50~100 mm的范围内设计负锥度,保证在浇注过程中铜管内壁与收缩的坯壳表面贴合在一起,消除气隙带来的不良影响,改善传热效果[6]。
2.1.2 控制结晶冷却水流速提高进出水温差
1号机原有结晶器流量150~160 m3/h,进出水温差3~4℃,水量大冷却水流速快,水流紊乱,加剧冷却不均匀,将水量改为130~140 m3/h,流速13 m/s,进出水温差提高至5~7℃。
2.2 优化喷嘴型号及调整二冷区配水
钢坯在二冷段存在反复的冷却和回温,合理的二次冷却制度对控制钢坯内部质量尤为重要;汉钢公司使用水喷嘴,整个二冷段采用自动配水系统,喷嘴选型及二冷配方如表1、表2所示。
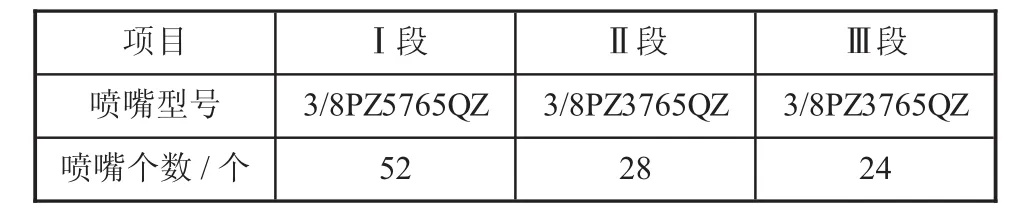
表1 喷嘴选型

表2 二冷配方
汉钢公司连铸水量的计算公式:Q=Ax2+Bx+C,A、B、C为配水参数,x为铸坯拉速。
根据以上冷却制度,当拉速2.0~2.9 m/min时二冷各段水量及单个喷嘴水量见表3。
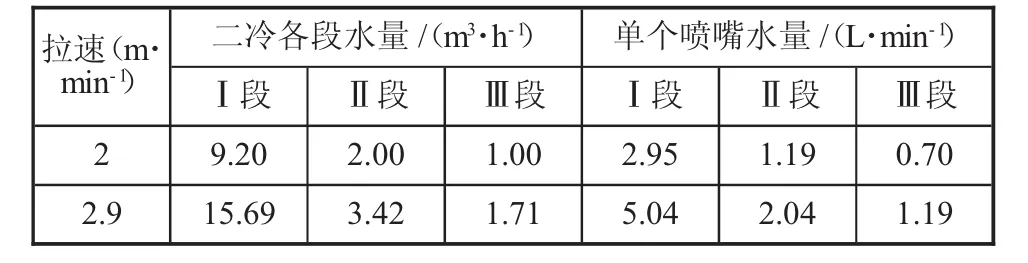
表3 二冷各段水量及单个喷嘴水量
由于Ⅱ段、Ⅲ段采用3/8PZ3765QZ4型喷嘴,喷嘴压力在标准状态0.3 MPa时,单个喷嘴的水量在3.7 L/min;通过以上计算得知实际生产时单个喷嘴水量仅0.7~2.0 L/min,喷嘴水压在0.10~0.20 MPa,压力小、雾化效果差、钢坯在二冷Ⅲ段、扇形段回温严重造成钢坯裂纹。
2.2.1 调整二冷配方
将二冷Ⅱ段、Ⅲ段C值系数分别由0增加至1.5,二冷各段水量及单个喷嘴水量见表4。

表4 调整后二冷各段水量及单个喷嘴水量
调整后,二段水量增加至 2.94 L/min,而3/8PZ3765QZ4的喷嘴在标准压力状态下的水量为3.7 L/min,在使用该喷嘴时存在水量不足的问题,在调整后仍然存在二冷水压力小、雾化效果差,实际喷射至钢坯表面的冷却水不足70%的问题,无法满足钢坯二次冷却,故需要更换喷嘴型号[7-8]。
2.2.2 优化喷嘴型号
由实际生产经验得出,合适的二冷水压力和雾化效果对钢坯质量的影响大于二冷水的水量,调整二冷配方之后二冷Ⅱ、Ⅲ段水量在1.74~2.94 L/min;当拉速为2.0 m/min时Ⅲ段水量接近于二冷段的关水拉速,故1.74 L/min能够满足2.0 m/min的拉速要求。
正常生产时连铸拉速2.5~2.8 m/min,Ⅱ段、Ⅲ段单个喷嘴水量在2.0~2.8 L/min之间,因此将喷嘴更换为3/8PZ2165QZ4。
在实际生产中采用该型号喷嘴时二冷水压力、雾化效果以及水量满足正常的生产需要,钢坯质量有所改善。
2.3 校正二冷区弧度
喷淋装置安装精度差、喷淋管与铸坯不对正,会造成二冷水喷向铸坯时偏向一侧,造成铸坯不均匀冷却,使铸坯产生的应力不均匀。特别是二冷段Ⅱ段、Ⅲ段喷嘴堵塞,冷却水量不均匀且减小,加剧了铸坯在二冷段冷却时的回温,产生了更大的热应力导致铸坯产生中间裂纹。铸坯在二冷区冷却不均匀,铸坯脱方鼓肚及回温大,造成铸坯冷却时热应力过大不均匀,在矫直时导致中间裂纹加剧。3月份,1号连铸机对弧效果差,铸坯冷却不均匀,造成钢坯裂纹并伴随严重的脱方,图1为对弧效果差钢坯的低倍试样[9-10]。

图1 钢坯低倍试样图(对弧效果差)
校对二冷支撑辊和喷淋管的对弧。更换变形严重的支撑架、配水盘、喷淋管和磨损严重的支撑辊;采用校弧样板,对8个流的弧度重新校正,对二冷段支撑辊偏离弧线的支撑辊进行校正,再生产过程中加大对二冷弧度校对的频率,做到定时、定点检查,跟踪铸坯质量。图2为校正二冷弧度后钢坯低倍试样。
经校正二冷弧度,钢坯的内部裂纹和脱方得到有效控制。
2.4 提高钢水质量
2.4.1 降低钢水氧化性

图2 钢坯低倍试样图(对弧效果好)
转炉终点控制要考虑两个因素,即终点钢水氧含量和终渣氧化性(渣中w(FeO)+w(MnO)含量)。提高终点碳含量可以有效降低钢水氧化性,以及因钢水氧化性高而生产内生夹杂物(脱氧产物)。所以通过提高钢碳含量,降低钢水氧含量和炉渣氧化性,减少铸坯裂纹。
2.4.2 加强出钢挡渣控制
提高转炉终渣碱度和MgO含量,提高挡渣率,防止钢水下渣产生的合金收得率低,合金化后钢水二次氧化,钢水回磷等问题的发生。
2.4.3 提高钢水锰硫比
由于钢水硫生成的硫化物(FeS、MnS)为低熔点物质,在凝固过程中,这些低熔点物质沿晶界分布,降低了固相线温度附近钢的延展性强度,当受到外力作用时裂纹就沿晶界发生,致使凝固前沿产生裂纹。
4月份,109849炉次w(Mn)=0.44%、w(S)=0.042%、m(Mn)/m(S)=10.5,钢坯裂纹严重,图3为该炉次钢坯低倍试样。

图3 109849炉次钢坯低倍样
从以上低倍样可以看出该炉次钢坯存在裂纹而不存在脱方,证明二次冷却均匀,钢水硫含量高、m(Mn)/m(S)偏低是造成钢坯裂纹的主要原因。
针对普碳钢裂纹问题炼钢厂制定了《HPB300质量管理规定》,规定:w(S)<0.035%、m(Mn)/m(S)>13,通过控制转炉冶炼钢水的质量来避免硫化物的产生。
2.4.4 控制钢水二次氧化
采用全程保护浇注是避免钢水二次氧化的有效措施。
汉钢1号连铸机通过使用钢包和中间包加盖装置,使用钢水覆盖剂,结晶器使用保护渣,大包长水口、侵入式水口及对注流气体等方式降低钢水的二次氧化。
中间包开浇前使用氩气吹扫中间包解决开浇头坯中夹杂物的问题。可使坯头中w[TO]减少0.0010%~0.001 5%,酸融铝([Al]s)损失减少0.007 0%,吸氮量减少0.000 5%~0.001 0%。
中间包至结晶器采用侵入式水口,要求Δw[N]<0.000 1%。
中间包覆盖剂采用碱性覆盖渣,[m(CaO)+m(MgO)]/m(SiO2)>3。其吸收夹杂物能力强,可防止渣中(SiO2)与钢水中[Al]的反应。
1号连铸机浸入式水口上端为椭圆形,而快换水口为锥形,二者在配合使用过程中空隙较大、密封效果差,并且钢水在快速流动过程中会吸入大量空气从而造成部分钢水的二次氧化(见图4)。
为提高保护浇注的使用效果,决定将浸入式水口上端改为锥形,与快换水口下端吻合,提高密封效果;根据快换水口的大小,适当降低浸入式水口的内径,从而减少钢水在快速流动过程中吸入空气,降低钢水的二次氧化(见图5)。
3 效果

图4 调整前浸入式水口

图5 调整后浸入式水口
经过以上的调整,汉钢公司普碳钢的裂纹问题得到极大控制,裂纹比率由10%降低至0.2%,裂纹等级由2.5降低至0.5,消除了钢坯的内部裂纹。
[1] 蔡凯科.连铸坯质量控制[M].北京:冶金工业出版社,2010.
[2] 韩志强,蔡开科.连铸坯内部裂纹形成条件的评述[J].钢铁研究学报,2001(1):68-71.
[3] 史学红.连续铸钢生产[M].北京:冶金工业出版社,2008.
[4] 朱立光,王硕明,张彩军,等.现代连铸工艺与实践[M].石家庄:河北科学技术出版社,2000.
[5] 郭文波,操瑞宏,肖年根.表面纵裂纹产生原因分析及控制措施[J].江西冶金,2015(1):28-31.
[6] 蔡开科.浇注与凝固[M].北京:冶金工业出版社,2008.
[7] 廖建云,冯科,罗利华,等.减少铸坯表面纵裂纹的生产实践[J].钢铁研究,2009(1):53-54.
[8] 梁兆华,姚桢,李全智,等.高碳钢小方坯裂纹形成机理及控制措施[J].金属材料与冶金工程,2011,39(3):28-31
[9] 郑沛然.连续铸钢工业与设备[M].北京:冶金工业出版社,1991.
[10] 蔡开科.碳钢凝固的包晶转变与连铸裂纹[J].连铸,1994(3):19-21.
猜你喜欢
海峡科技与产业(2020年10期)2020-12-18
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
世界有色金属(2018年13期)2018-09-12
商品与质量(2018年42期)2018-04-22
电力与能源(2017年6期)2017-05-14
金属世界(2013年5期)2013-09-13
中国钢铁业(2012年11期)2012-09-21
