
自定心滑刷连杆式导向装置的设计与仿真分析
2018-01-09 11:17王雪婷柴敬平
佛山科学技术学院学报(自然科学版) 2017年6期
王雪婷,柴敬平,温 淏
(1.烟台中集来福士海洋工程有限公司,山东烟台264670;2.烟台职业学院船舶工程系,山东烟台264670)
自定心滑刷连杆式导向装置的设计与仿真分析
王雪婷1,柴敬平2,温 淏2
(1.烟台中集来福士海洋工程有限公司,山东烟台264670;2.烟台职业学院船舶工程系,山东烟台264670)
针对无心车床、剪切机等长圆金属加工设备工作过程中棒料振动大、难定心等问题,设计一种自定心滑刷连杆式导向装置。研究对导向装置进行层次划分,以SolidWorks为平台建立各零件的三维数字化模型并依此生成装配体,在此基础上生成干涉检查与装配体统计信息,并结合几何模型对滑刷、导向块等关键部件进行优化设计,生成工程图纸。最后,借助Composer对导向装置进行了工作过程仿真分析,并生成装置导向过程中滑刷打开与闭合等运动视频动画。
自定心;导向装置;SolidWorks;设计;仿真
无心车床、剪切机等长圆金属加工设备在执行剥皮、剪切等工作过程中,金属不仅要承受矫直机等推送设备的推送力,而且要承受来自加工设备的轴向力或剪切力。如果不对其加以引导就必然会引起金属的径向跳动,从而对剥皮、剪切过程的顺利进行产生极为不利的影响。为了保证设备能够最大程度地减小定位误差与提高加工精度,保证加工过程顺利进行,需要一种自定心导向装置。该装置需满足4点要求:1)支撑棒料来保证棒料在穿过导向装置过程中有足够的刚度;2)减小棒料的振动量的同时使棒料中心和刀盘中心保持一致;3)工作过程中金属的移动不影响刀盘中心的运动;4)能适应不同直径的长圆金属材料[1]。
根据上述要求,本文设计了一种自定心滑刷连杆式导向装置。
1 结构设计
1.1 设计方案
目前,国内外常用的自定心装置形式多为齿轮齿条式、连杆定心辊式与凸轮夹紧式等三点自定心中心架形式。本文在综合多种不同形式的定心导向装置的基础上,设计了滑刷、连板、导向块等零件,结合连杆机构具有回程精度高、结构简单、维护方便、设计制造成本低等特点设计了自定心滑刷连杆式导向装置,如图1所示。
由图1可知,导向装置主要由机械部分和液压动力系统两部分组成。安装在机架上端的液压夹紧油缸1、储能弹簧2、导向块9和导套10组成了导向装置的液压动力系统。导向块9的下端通过接头螺母3连接有驱动板8,驱动板8的左右两端分别通过铰接轴连接有一个连杆4,压板7与连杆4配合起到控制连杆运动线路的作用。导向装置左右各布置一个V型滑刷6,V型滑刷6的外端连接有滑块5,滑块5的外端与同一侧连杆4的外端相铰接[2]。
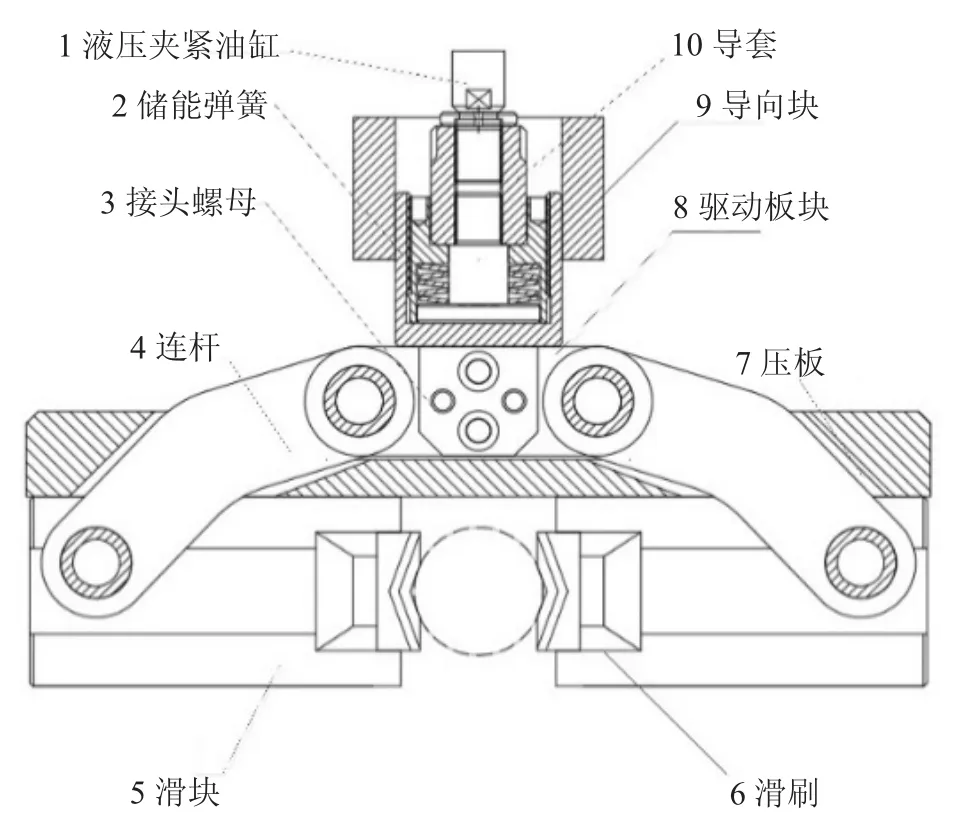
图1 导向装置工作原理
该装置具有适应多直径棒料、定位稳定、回程精度高、响应速度快、方便机械或自动控制及能够大幅度提高工作效率等特点。
1.2 工作原理
导向对中装置对长圆金属的夹紧操作由液压缸的独立运动实现,先预对中,后精对中。
(1)预对中。工作前,工人将长圆金属直径数据输入计算机控制中心,控制系统根据输入的圆钢数据,在棒料进入定心机架前,控制液压缸电磁阀右位电磁铁工作,液压缸压力增加,活塞杆在压力的作用下外伸带动接头螺母3与驱动板8向下移动,使得左右1对连杆4沿着导槽移动,从而使两侧的滑刷6同步向外侧打开,将滑刷开口度开至(D+10)mm(即每边预留5mm),实现两侧滑刷预对中。在预对中过程中,都是控制系统自动进行,且预对中过程非常快,一般来说棒料还未输送到对中区域时预对中就已完成。
(2)精对中。当棒料头部输送至刚通过导向对中装置时,光电管检测到棒料,电磁阀左位电磁铁工作,液压缸压力降低,到达夹紧位置,装置立刻进行精确对中。控制系统将滑刷开口度开至(D+2)mm,圆钢就被两侧滑刷推至此直径范围内运行。在精对中过程中,圆钢一直运动,无需停留等待。
当圆钢尾部完全通过导向对中装置时,光电管检测不到棒料(发讯),导向对中装置立即打开至初始位置等待下一根棒料对中。每对一根圆钢完成剥皮或剪切工作,导向对中装置完成1次预对中,1次夹紧和1次打开动作,此动作循环工作。
2 SolidWorks环境下设计
三维数字化模型的建立是运动仿真分析与实体样机制作与开发的基础。本文依托SolidWorks建立三维数字化模型,建立导向装置所有零件的几何模型。零件建模之前,应综合衡量零件的特点以及与其他零件的装配关系,考虑建模顺序及基准面的选取,为零件的装配打好基础[3]。
2.1 关键零部件设计
在图纸初步设计的基础上,利用达索公司SolidWorks软件对每个零件进行建模处理,生成零件模型35个。部分主要零部件设计如下。
2.1.1 滑刷
滑刷设计成楔形,中间部位设置有凹槽。凹槽的设计尺寸至关重要,它决定着能通过的棒料直径范围及棒料通过时所承受的摩擦力大小,具体参数如图2。
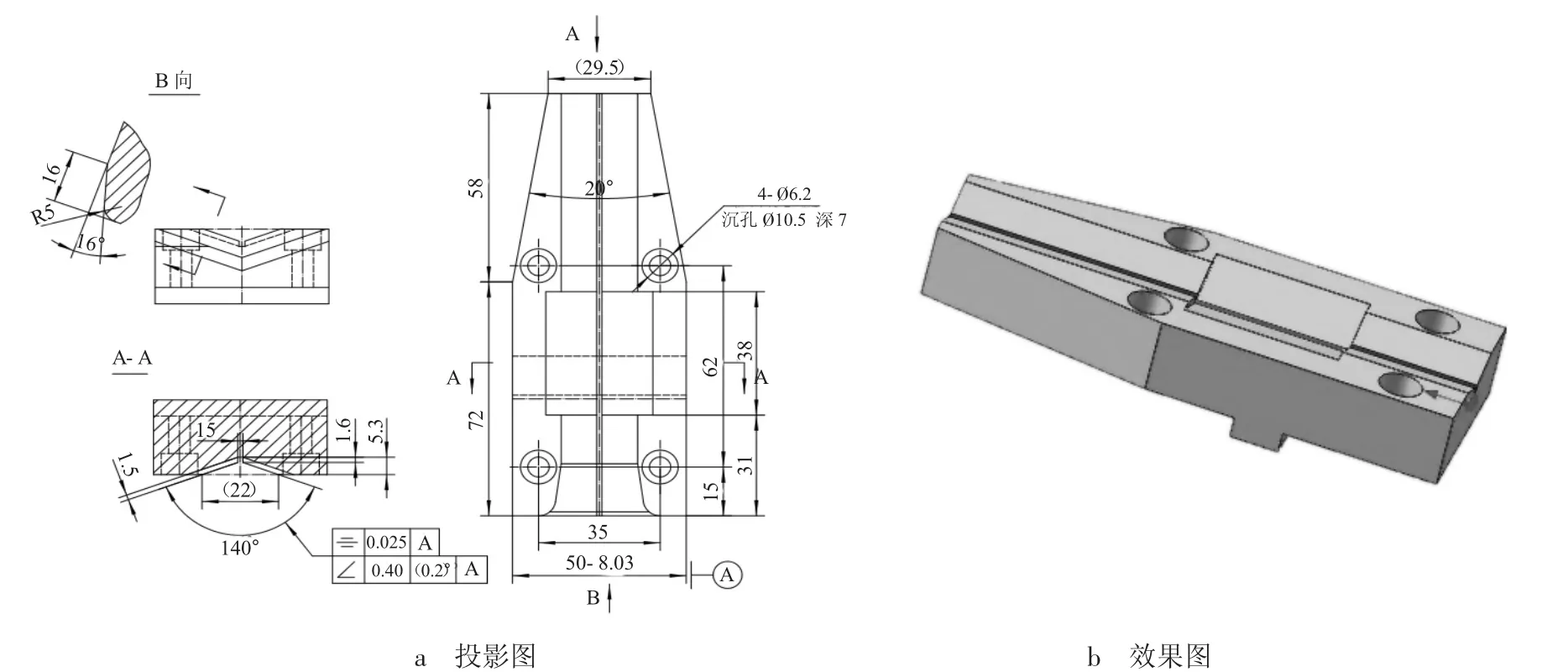
图2 滑刷设计
导向装置工作过程中,滑刷起着至关重要的作用,既要对棒料进行夹紧定心导向又要减小对棒料的阻碍作用。滑刷设置有窄型通槽,可以将棒料通过过程中产生的铁屑杂物等排除出去,同时起到导向作用;滑刷中间部位的矩形槽口可以在棒料通过过程中减小摩擦力,减小棒料的振动。
2.1.2 连杆
连杆是连接液压动力源与滑块滑刷组件的部件,它将来自于接头螺母的力传递给滑块滑刷组件,实现滑刷的打开与夹紧动作。连杆设计成轭形,轭形连杆夹角为150.98°,圆角为R50,1对连杆通过驱动板连接,在接头螺纹的作用下运动。
2.1.3 滑块
滑块是连接连杆与滑刷的部件,它可以将连杆的半回转运动转变为滑刷的往复运动,从而将力施加给滑刷,实现对棒料的夹紧与打开。滑块的外端与同一侧连杆的外端相铰接,滑块设计时有与连杆的弧线相匹配的弧线设计,便于实现滑刷的运动范围的限定,具体参数如图3所示。

图3 滑块设计
2.2 装配体生成
装配体的装配顺序至关重要,装配体零部件之间的关系是有层次的,装配层次描述了机械产品的装配结构,是装配模型的主框架,装配树的层次关系也体现了实际产品的装配顺序[4]。分析导向装置的功能与机构,将装配体分解成3个模块,分别为装置基座、滑刷滑块连杆机构和液压动力机构。分析各个模块所包含的零件,利用SolidWorks中的重合、同心、相切、距离等配合关系生成各子装配体,从Toolbox中调用螺栓、螺母等标准件实现各零件的连接。将各子装配体组合生成总装配体,如图4所示。
完成了装配体的装配后,对装配体生成干涉检查。用视觉检查复杂装配体中零部件之间是否存在干涉的情况是件异常困难的事情,利用SolidWorks进行干涉检查。选择“工具”/“干涉检查”菜单命令,在“属性管理器”中弹出“干涉检查”属性管理器,忽略掉紧密配合、螺纹扣件等需要排除的干涉后,结果为“无干涉”,符合要求。
3 运动仿真分析
应用SolidWorks Composer对导向装置进行运动仿真,可以模拟工作时各部件在不同时刻的位置、运动轨迹以及运动状态,并检测各零部件之间是否干涉。此外,通过运动仿真可以发现设计缺陷,即时进行修改,不断优化设计结构,从而缩短设计周期、降低费用。
3.1 渲染
打开SolidWorks Composer软件,选择“文件”/“打开”菜单命令,找到文件所在位置,导入已建好的自定心滑刷连杆式导向装置装配体。开启设计模式,在窗口中将时间轴、视图、属性等工作窗口调出,并设定好工作背景及自动关键帧模式。
装配体模型导入后,先对其进行适当的颜色和亮度调整,同时添加合适的环境效果和纹理。为了使效果更佳,须将模式、光源和地面设置进行适当配置。
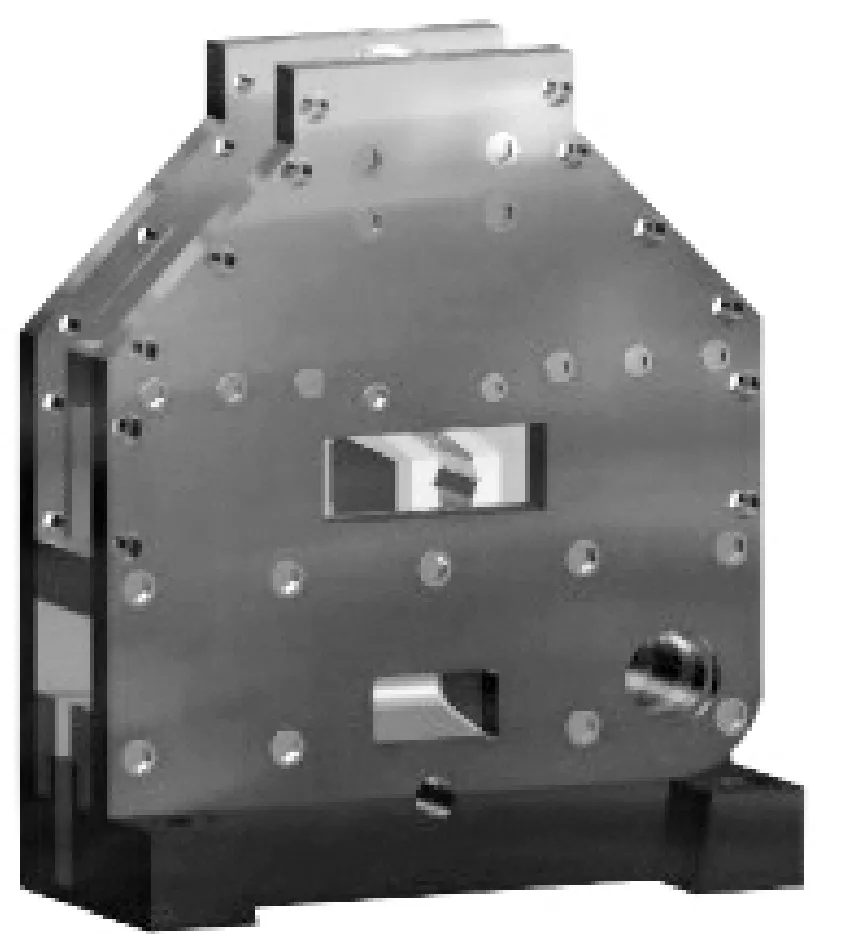
图4 导向装置装配体
3.2 动画制作
为记录模型的变化,将模型拖动到合适的位置并创建视图和照相机视图。将运动的各个部件根据在SolidWorks中测量的位置尺寸调整到相应的位置,再记录新的视图,具体步骤如下。
(1)将初始视图拖拽到时间轴最前端,将光标调整到初始视图后,选中整个模型在变换中选择旋转使概念模型能够环绕Z轴旋转一周,以供更全面的展示模型。
(2)将各个视图拖拽到时间轴中,按照顺序将其排列整齐再添加其他零碎的动作关键帧(添加动作的时候注意其他零部件关键帧的添加),根据模型动作需要在零件运动之前添加4个亮暗交替的关键帧使之显示为运动前的高亮提醒。在动画制作过程中可以先将暂时不需要的零部件在可视性中选择隐藏或透明化,在需要的时候再将其显示出来,如图5所示。根据视角需要添加相应的照相机关键帧且应遵循“视角与零件不可同时变化”原则,保证零件位移-视角改变-零件位移的顺序。
(3)将动画的各个关键帧之间的间距调整至播放速度适中。
3.2.1 装配体旋转动画的制作
开启设计模式和自动关键帧,先将基础视图拖动到时间轴的0 s处建立第一帧,再将时间线移动到4 s处并选中装配体整体,点击变换一栏中的旋转按钮,选择Z轴为旋转中心,在属性栏中输入旋转角度720°即可自动填补关键帧形成模型旋转两周的动画。
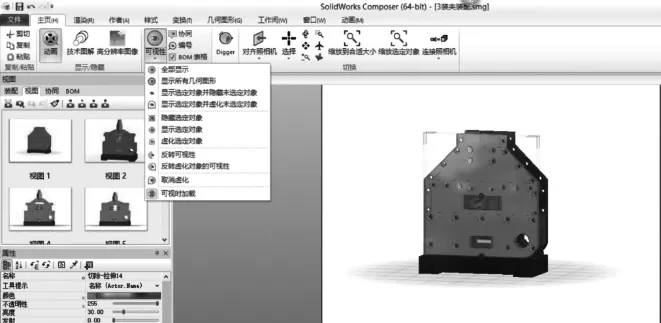
图5 可视性的调整
3.2.2 滑刷夹紧与打开动画的制作
将模型拖动到合适的位置并创建视图和照相机视图,根据概念模型的设计尺寸将各个零件调整到相应的位置,先将阻碍视线的外壳立板在可视性中调整为隐藏,再分别创建滑刷闭合和完全张开的两个视图。在窗口中开启时间轴,将这两个视图以1 s为间隔交替放置在时间轴中并重复2~3次,如图6所示。通过两个视图的交替变换即可产生滑刷夹紧与打开的动画。
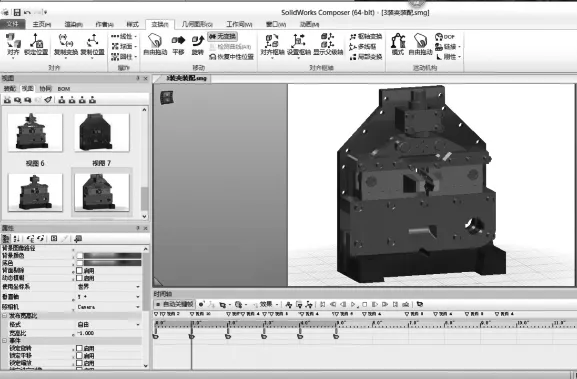
图6 视图的交替放置
3.2.3 爆炸视图动画制作
打开窗口勾选视图按钮,先将模型调整到合适位置创建一个视图,再根据拆卸顺序使用“变换”选项栏中的线性爆炸命令将各个零件拆分并创建一张新的爆炸视图,如图7所示。将第一个视图拖动到时间轴中,将时间线向后调节3 s并在该位置插入爆炸视图,这样就制作完成爆炸视图的动画展示。

图7 爆炸视图
3.3 后期处理
首先使用SolidWorks Composer生成动画,在文件中另存为AVI格式,通过设置压缩比即可获得动画视频。然后使用视频软件进行编辑、字幕和配音等,即可完成概念模型的演示动画。
4 小结
本文借助SolidWorks与Composer软件,针对无心车床、剪切机等长圆金属加工设备执行操作过程中金属振动大、定心难度大等问题自主设计了一种自定心滑刷连杆式导向装置,该导向装置具有适应直径范围广、响应速度快、生产效率高的特点。设计过程充分利用三维数字化设计软件参数化、可视化强的优点[5],完成了零件的设计与装配,清晰地模拟了导向装置的装配与干涉。利用Composer对导向装置进行了仿真分析,直观地表达了导向装置的组成、核心部件工作原理以及各部件的运动情况。本文的研究进展也为机床夹持提供了新思路,对导向与夹持技术有较好的借鉴作用。后期工作中仍需继续优化零件结构,提高装置的工作可靠性和稳定性。
[1]邢预恩,要二仓.Pro/Engineer在三辊导向装置运动系统的应用研究[J].制造业自动化,2011(22):54-56.
[2]魏庆福,阮学政,张国宪.自定心滑刷连杆式前导机构:中国,CN203265645U[P].2013-11-06.
[3]张志利,褚识广,龙勇,等.基于CATIA和3DVIAComposer的液压元件虚拟装配仿真[A]//第九届制造业自动化与信息化技术研讨会论文集[C].武夷山:中国机械工程学会机械工业自动化分会,2010:281-284.
[4]周尔民.机械产品虚拟装配仿真技术的研究与应用[J].机械传动,2007(31):30-33.
[5]赵罘,张剑锋.SolidWorks2012基础应用教程[M].北京:机械工业出版社,2012:1-2.
Design and virtualsimulation analys is of self-alignmentbrush-rod guiding device
WANGXue-ting1,CHAIJing-ping2,WENHao2
(1.Yantai CIMC Raffles Off shore Ltd.,Yantai264670,China;2.Department of Shipping Engineering,Yantai Vocational College,Yantai264670,China)
For longand circularmetal processing equipmentsuch ascenterless latheand trimmachine,metalwill shakewhen theyworked.So paper designsa self-alignmentguide devicewith slider-brush and rod.According to the optimization design,classify the assembly layer ofguide device,construct the three-dimensionmodels of all parts and assembly,create the interference checking and assembly statistics,achieve the drawing of all parts based on Solid Works.Moreover,papermake an virtualassembly simulation of the device and obtain a series of animated videosbased on Composer.
self-alignment;guidedevice;Solid Works;design;simulation
TH112.1
A
1008-0171(2017)06-0041-06
2017-03-09
山东省高等学校科技计划资助项目(J15LB67);烟台职业学院科研资助项目(2016XBYB006)
王雪婷(1985-),女,山东昌邑人,烟台中集来福士海洋工程有限公司助理工程师。
任小平 renxp90@163.com】
猜你喜欢
机械研究与应用(2021年2期)2021-05-18
中学语文(2019年33期)2019-12-03
传感器与微系统(2019年9期)2019-09-11
重型机械(2018年6期)2019-01-07
制造技术与机床(2018年12期)2018-12-23
中学生数理化·中考版(2017年6期)2017-11-09
非公有制企业党建(2017年10期)2017-11-03
现代兵器(2017年4期)2017-06-02
现代兵器(2017年4期)2017-06-02
内蒙古教育·综合版(2017年5期)2017-05-17
