
工艺条件对超高黏度增强聚丙烯材料性能的影响
2018-01-06 01:32:06王琦玲
上海塑料 2017年4期
王琦玲, 赵 勃, 杜 赏
(上海金发科技发展有限公司, 上海 201714)
工艺条件对超高黏度增强聚丙烯材料性能的影响
王琦玲, 赵 勃, 杜 赏
(上海金发科技发展有限公司, 上海 201714)
通过改变挤出机的螺杆结构、螺杆转速及挤出温度,研究了熔融挤出过程中剪切强度对超高黏度增强聚丙烯(PP)材料力学性能的影响。研究结果表明:当混炼段螺杆的分散混合能力减弱,且当螺杆转速较低时,熔体受到的机械剪切应力较小,在挤出过程中有效地减少了玻璃纤维的断裂,使其平均长度较长,拉伸强度提高了3.6%,弯曲强度提高了4.1%,冲击强度提高了22.2%,材料的力学性能提高。
聚丙烯; 玻璃纤维; 平均长度; 螺杆结构; 螺杆转速
0 前言
聚丙烯(PP)是目前世界上用量最大的通用塑料之一,其应用涉及人们生活的各个领域[1-3],具有良好的综合性能。但是在许多应用场合,仍存在着强度、刚性以及耐热性不足的缺点。改善这些缺点常用的方法之一就是在PP中加入玻璃纤维。玻璃纤维(GF)具有原料易得、拉伸强度高、断裂伸长低、弹性模量高、防火、防霉、耐热、耐腐蚀和尺寸稳定性好的优点,是一种常用的性能优良的增强材料[4-7]。
玻璃纤维增强PP材料具有高强度、高模量、低成本、易加工、可回收等优点,在汽车制造业、电子产品、日常生活用品等领域具有广泛的应用。在生产玻璃纤维增强塑料的过程中,玻璃纤维的尺寸及其分散效果、螺杆转速、挤出温度、螺杆结构等因素都会对产品的最终性能产生影响[8-13]。已报道玻璃纤维增强PP材料的研究工作主要集中在玻璃纤维含量、种类及基体界面情况等方面[14-27],而对控制玻璃纤维增强PP材料的加工过程,即双螺杆挤出机的加工工艺参数对复合材料性能影响的研究鲜有报道。本文通过对双螺杆挤出机的螺杆结构进行重排、调节螺杆转速以及调整挤出温度,改变加工时PP/玻璃纤维共混体系受到的剪切强度,得到不同平均长度的玻璃纤维增强PP材料,并进一步研究玻璃纤维保留长度对材料力学性能及流动性的影响。
1 实验部分
1.1 实验原料
共聚PP1:PP B8101,相对密度为0.9 g·cm-3,熔融指数为0.45 g·(10 min)-1,中国石化扬子石油化工有限公司;
共聚PP2:PP独山子K8003,相对密度为0.9 g·cm-3,熔融指数为2.5 g·(10 min)-1,中国石油独山子石化公司;
马来酸酐改性PP:BONDYRAM 1001CN,Polyram以色列公司;
玻璃纤维:ECS13-04-508A,单丝直径为13 μm,巨石集团有限公司。
1.2 仪器和设备
同向双螺杆挤出机:TSE-75,长径比为40∶1,南京瑞亚高聚物装备有限公司;
注塑机:EM80-V,震德塑料机械有限公司;
马弗炉:SXZ-8-10,济南精密科学仪器仪表有限公司;
万能材料试验机:Z010,德国Zwick/Roell集团;
二次元影像测量仪:YVM-3020CSPC,上海界限公司;
熔体流动速率测试仪:DMF-003,德国Zwick/Roell集团。
1.3 试样制备及处理
将PP、马来酸酐改性的PP均匀混合后,通过计量称从主喂料口喂入,玻璃纤维通过计量称从侧喂料机喂入,再通过同向双螺杆挤出机挤出造粒得到成品。挤出各段设定温度:一段为100 ℃;二段为200 ℃;三段为220 ℃;四段为220 ℃;五段为220 ℃;六段为210 ℃;七段为210 ℃;八段为210 ℃;九段为210 ℃。机头温度设定为220 ℃,实际温度控制偏差在±10 ℃内,并通过注塑机打成标准(ISO 1873-2-2007)样条。试样成型后在(23±2) ℃、(50±5)%湿度环境中放置(24±1) h,测试其力学性能。
1.4 性能测试
拉伸性能测试:按ISO 527-2-2012标准测试,拉伸速度为50 mm/min,测量拉伸强度;
弯曲性能测试:按ISO 178-2010标准测试,试验速度为2 mm/min,测量弯曲强度和弯曲模量;
熔体流动速率测试:按ISO 1133-1-2011标准测试,测试温度为230 ℃,负荷为2.16 kg,测量熔融指数;
玻璃纤维保留长度测定:取马弗炉中获得的玻璃纤维分散在载玻片上,用二次元影像测量仪观察,测量每根玻璃纤维的长度。
2 结果与讨论
2.1 挤出温度对复合材料力学性能及玻璃纤维保留长度影响
2.1.1 挤出温度对复合材料力学性能的影响
从图1、图2中可以看出,随着挤出温度的上升,复合材料的弯曲强度、拉伸强度和缺口冲击强度均有不同程度的提高。分析后发现,当温度从190 ℃上升到210 ℃时,复合材料的拉伸强度和缺口冲击强度增长较快,其中缺口冲击强度增长最多,提高了12.9%;当温度到达230 ℃以上时,复合材料的拉伸强度和缺口冲击强度增长变得缓慢。这是因为PP树脂熔体是假塑性流体,在温度相对较低时,玻璃纤维和PP树脂熔体对温度的敏感性强。PP树脂的流动性不断增强,玻璃纤维增强PP复合材料中的玻璃纤维的平均长度趋于较长的尺度状态,进而复合材料的拉伸强度和缺口冲击强度相应得到提高。当温度继续升高时,复合材料中的玻璃纤维平均长度与温度关联性趋于弱化,玻璃纤维的平均长度变化小,玻璃纤维增强PP 复合材料的拉伸强度和缺口冲击强度的增长趋缓[7]。
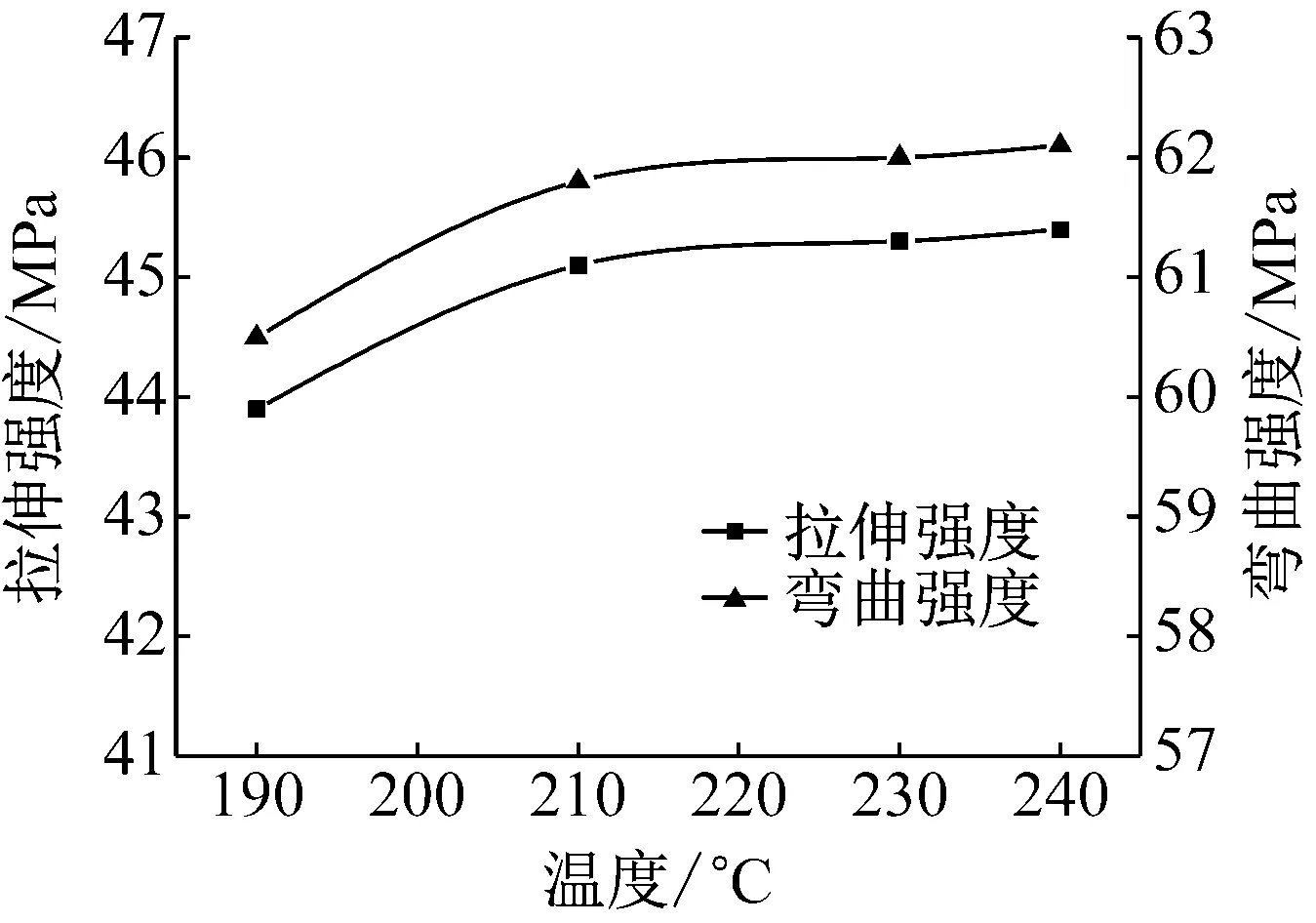
图1 挤出温度对复合材料拉伸强度及弯曲强度的影响
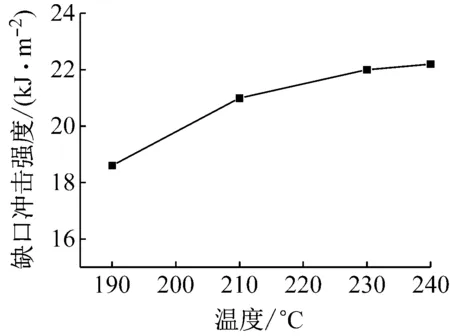
图2 挤出温度对复合材料缺口冲击强度的影响
2.1.2 挤出温度对复合材料玻璃纤维保留长度的影响
从图3可以看出,随着挤出温度的升高,玻璃纤维保留长度相应提高,这是由于挤出温度的提高导致了物料黏度的下降,熔体流动性提高,有利于玻璃纤维的浸润,加工过程中会减轻玻璃纤维的折断[28],进而促使材料力学性能提升。
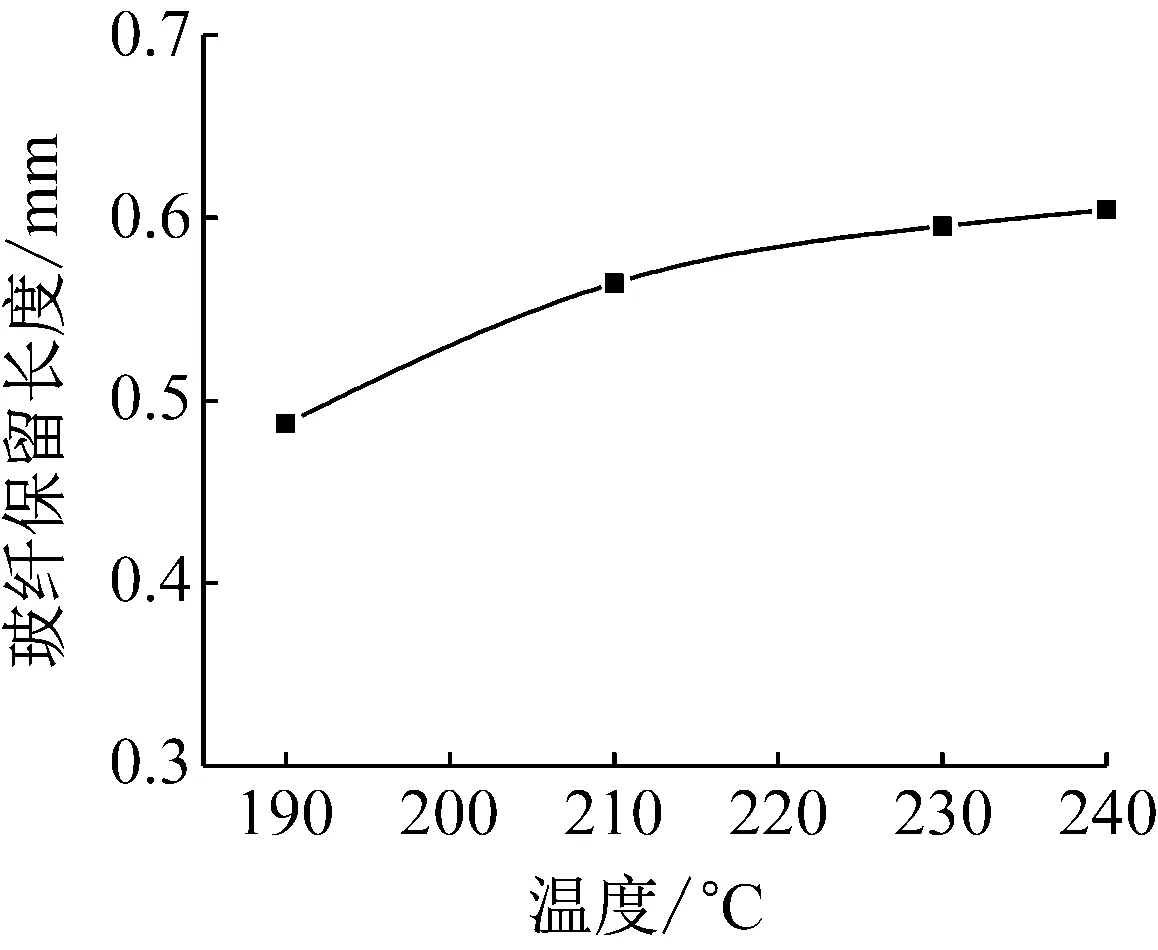
图3 挤出温度对复合材料玻璃纤维保留长度的影响
2.2 螺杆转速对复合材料力学性能及流动性影响
2.2.1 螺杆转速对复合材料力学性能的影响
从图4、图5可以看出,随着螺杆转速的提高,复合材料的拉伸强度、弯曲强度和缺口冲击强度均出现不同程度的下降趋势,其中缺口冲击强度下降幅度最大,下降了18.2%。这是因为随着螺杆转速的提高,螺筒内PP熔体受到的剪切力相应增大,玻璃纤维与螺杆和螺筒之间的摩擦力变大,导致大量玻璃纤维被螺杆剪断,玻璃纤维的平均长度变短,最终使得复合材料的强度下降[29-30]。
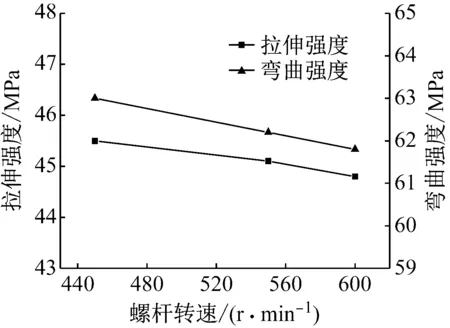
图4 螺杆转速对复合材料拉伸强度及弯曲强度的影响
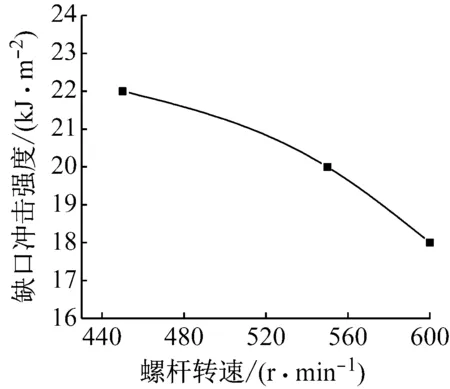
图5 螺杆转速对复合材料缺口冲击强度的影响
2.2.2 螺杆转速对复合材料玻璃纤维保留长度的影响
从图6可以看出,随着螺杆转速的提高,复合材料的玻璃纤维保留长度逐渐下降。这是因为随着螺杆转速的提高,对物料的剪切速率也提高,导致玻璃纤维断裂破坏的数量趋于增加,玻璃纤维的保留长度变短。
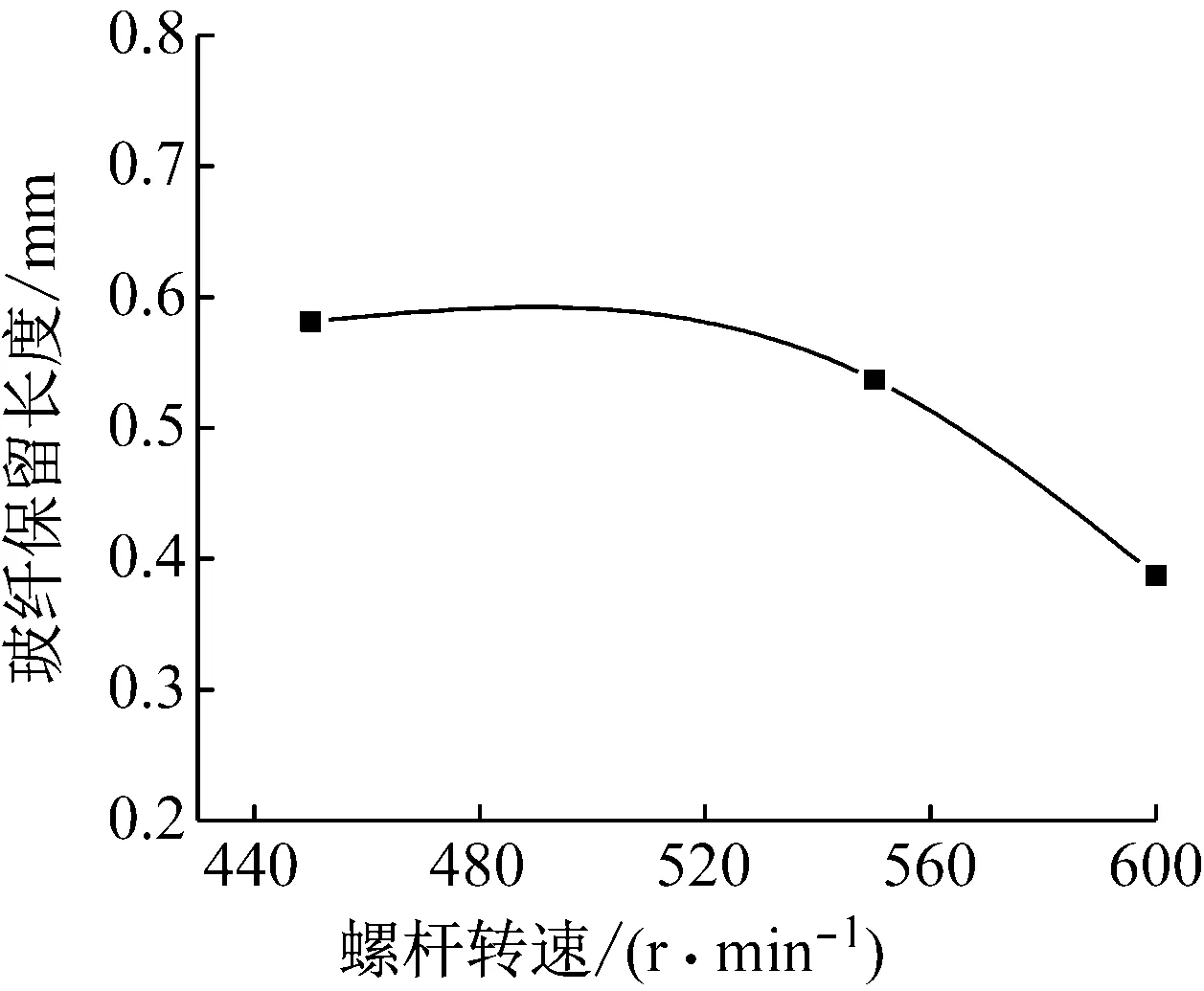
图6 螺杆转速对复合材料玻璃纤维保留长度的影响
2.2.3 螺杆转速对复合材料流动性的影响
从图7可以看出,随着螺杆转速的提高,复合材料的熔融指数在不断增加。这是由于螺杆转速增加,对物料的剪切速率也提高,玻璃纤维的保留长度变短,熔体黏度降低,进而使得复合材料的流动性增加。
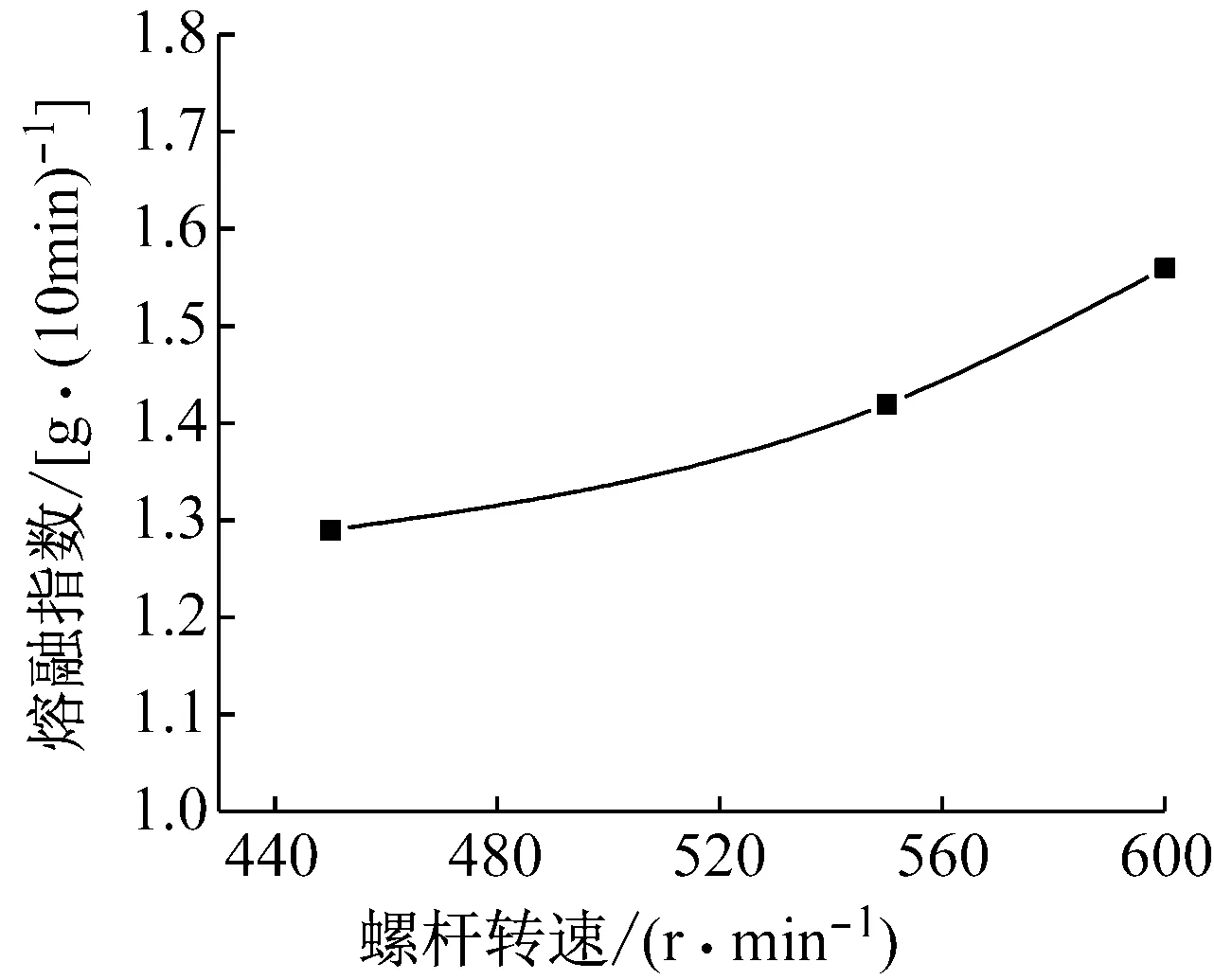
图7 螺杆转速对复合材料熔融指数的影响
2.3 螺杆结构对复合材料力学性能及流动性影响
如图8所示,挤出机的侧加料至挤出机机头部分采用两种螺杆结构。1#螺杆结构为弱剪切组合,设计思路为将剪切混合元件分开交叉布置,并用输送元件将其间隔开来,能够提高螺杆的输送能力,有利于玻璃纤维长度的保持。2#螺杆结构去掉了1个56/56输送块,将K45°×1和K90°×1连续排列增加剪切效果,增加K45°×1和反向K45°×1剪切块组合代替1个K90°,以及增加1个薄剪切块K45°,螺杆后段剪切块数量从4个增加至6个,使双螺杆对熔体的剪切强度大幅度增加。从表1可知,改变螺杆结构,材料熔体与玻璃纤维受到的剪切强度及混合效果有所不同。剪切强度较弱的1#螺杆结构相比2#螺杆结构,复合材料的玻璃纤维保留长度更长,相应力学性能更好,但流动性略低。
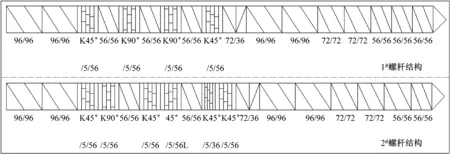
图8 不同螺杆结构示意图表1 不同螺杆结构对应的产品力学性能及流动性

螺杆结构拉伸强度/MPa断裂伸长率/%缺口冲击强度/(kJ·m-2)弯曲强度/MPa弯曲模量/MPa熔融指数/[g·(10min)-1]玻璃纤维保留长度/mm1#45.47.321.062.025801.180.62642#44.86.718.661.524401.480.5294
3 结论
(1) 随着挤出温度的升高,复合材料的拉伸强度、弯曲强度及冲击强度均增加,冲击强度最大增加了12.9%,玻璃纤维保留长度也增加;
(2) 随着螺杆转速的提高,复合材料的拉伸强度、弯曲强度及冲击强度逐渐均在降低,冲击强度最大降低了18.2%,玻璃纤维保留长度也减小,材料流动性在增加;
(3) 挤出机的螺杆结构对玻璃纤维在基体中的保留长度有很大影响,弱剪切螺杆结构较强剪切螺杆的力学性能较优。
[1] 洪定一.聚丙烯——原理、工艺与技术[M].北京:中国石化出版社,2002.
[2] 朱春龙, 李怀栋, 付发祥, 等.基于汽车前段框架用玻纤增强PP复合材料力学性能研究[J]. 塑料工业,2015,43 (7):89-90.
[3] 朱春龙, 马超, 付发祥, 等.汽车用玻纤增强PP的制备及力学性能研究[J].现代塑料加工应用,2017,29(3):29-29.
[4] 余金文.浅谈PA6改性的技术特点[J].化工新型材料, 2014,42(1):179-180.
[5] HUANG Y H, YANG X H, ZHAO S L. Studies on the blends of carbon dioide copolymer [J]. J Apply Polym Sci,1996,61(9):1479-1486.
[6] 赵若飞, 周晓东, 戴干策.玻璃纤维增强热塑性复合材料的增强方式及纤维长度控制[J].纤维复合材料,2000(1):19-22.
[7] 蒋伟星, 李荣勋, 申欣, 等.玻璃纤维增强聚丙烯的研制[J].橡塑技术与装备,2005,31(8): 24-27.
[8] 罗筑, 于杰, 陈兴江, 等.工艺条件对玻纤增强ABS材料力学性能的影响[J].中国塑料,2002,16(6): 51-52.
[9] 钟世云, 梁昊.影响长纤维增强热塑性塑料注塑制品中纤维长度的主要因素[J].合成材料老化与应用,2004,33(1): 28-32.
[10] 熊玉竹.短切玻纤增强尼龙6的缺口拉伸性能[J].工程塑料应用,2009,37(5):60-62.
[11] 郑一泉, 孙雅杰, 丁超, 等.玻纤增强尼龙材料的Weibull统计分析[J].工程塑料应用, 2012,40(7):64-67.
[12] 石建江, 陈宪宏, 肖鹏.阻燃玻纤增强尼龙66的研制及其应用[J].工程塑料应用,2006,34(1): 35-37.
[13] 陈桂兰, 罗伟东, 李荣勋, 等.工艺条件对玻纤增强ABS的影响[J].工程塑料应用,2002, 30(5):16-18.
[14] 汤俊杰,李昌鸿,史鹏伟,等.PP-g-MAH相容剂TVOC含量对玻纤增强聚丙烯热氧老化性能的影响[J].塑料工业,2016,44(2):113-117.
[15] 庄卫国.玻纤含量对玻纤增强聚丙烯拉伸性能的影响[J].精密成型工程,2010,2(2):20-22.
[16] 张志坚,龚颖,卢康利,等.玻纤含量对长纤维增强聚丙烯性能的影响[J].工程塑料应用,2013,41(1):35-38.
[17] 吴维新,任璞,李宾,等.玻纤形态对长玻纤增强聚丙烯性能的影响[J].工程塑料应用,2013,41(1):23-26.
[18] 汪克风,吕家杰,刘珍元,等.玻纤增强PP复合材料的研究[J].广东化工,2013,40(3):1-3.
[19] 连荣炳,徐名智,李强,等.玻纤增强聚丙烯复合材料性能研究[J].塑料科技,2008,36(8):40-44.
[20] 张杨,陈萌,钟颖,等.基料与相容剂对长玻纤增强聚丙烯性能的影响[J].上海塑料,2017(2):27-31.
[21] 陈现景,岳云龙,于晓杰,等.界面改性方法对玻纤增强聚丙烯复合材料力学性能的影响[J].玻璃钢/复合材料,2008(1):14-16.
[22] 秦计生,彭雄奇,申杰,等.考虑纤维方向分布的玻纤增强PP复合材料拉伸性能[J].复合材料学报,2013,30(4):53-58.
[23] 宋吉威,张纯,刘卫,等.偶联剂对玻纤增强PP复合材料力学性能的影响[J].塑料科技,42(6):105-108.
[24] 余剑英,周祖福,闻荻江.纤维表面处理与基体改性对连续玻纤增强聚丙烯力学性能的影响[J].复合材料学报,2000,17(3):6-10.
[25] 魏来,兰修才,李谦,等.相容剂和玻纤含量对无卤阻燃增强聚丙烯材料性能影响的研究[J].塑料工业,2016,44(8):120-124.
[26] 李文龙,金江彬,张挺,等.相容剂添加量对玻纤增强聚丙烯性能的影响[J].黑龙江科学,2017,8(8):45-52.
[27] 何建明,王选伦,李又兵,等.长玻纤增强聚丙烯复合材料力学性能的研究[J].塑料技术与装备,2014,40(24):29-31.
[28] 孙红玲.玻璃纤维增强尼龙66复合材料的制备与性能研究[D].郑州:郑州大学,2012.
[29] 李怀栋, 钱岑.高剪切应力对PP/PS/EPDM材料力学性能的影响[J].塑料工业,2013,41(2): 93-96.
[30] 杨建民, 李春忠, 张玲, 等.螺杆结构及转速对玻璃纤维增强PA66符合材料力学及流变性能的影响[J].高分子材料科学与工程,2010,26(10):119-120.
InfluencesofProcessConditionsonPropertiesofUltraHighViscosityPolypropyleneMaterial
WANGQi-ling,ZHAOBo,DUShang
(Shanghai Kingfa Science and Technology Co., Ltd., Shanghai 201714, China)
Based on the change of the extruder screw structure, the screw rotation speed and extrusion temperature, the influence of changing shear strength on mechanical property of ultra high viscosity PP resin was studied in the process of melt extrusion. The results showed that when the disperse mixing capacity of mixing section of the screw became weakened, and the screw rotation speed became lower, the mechanical shearing stress on melt became smaller. Reduced the fracture of the fiberglass effectively in the process of melt extrusion and increased the average length of glass fiber, which made the tensile strength increased by 3.6%, the bending strength increased by 4.1%, the impact strength increased by 22.2%, the mechanical properties of the materials better.
polypropylene; glass fiber; average length; screw structure; screw rotation speed
王琦玲 (1986—),女,工程师,从事改性高分子材料的研发工作。
TQ 325.1+4
A
1009-5993(2017)04-0037-05
2017-08-21)
索尔维发布了《用于医疗器械的高性能聚合物》最新手册
全球领先的特种聚合物供应商索尔维发布了最新手册,以帮助医疗器械生产商提高对业内最为广泛的先进热塑性塑料的认知和应用。
这份名为“用于医疗器械的高性能聚合物”手册详细介绍了索尔维特针对医疗保健领域推出的特种聚合物。
“连接器、拉手、传感器外壳、微细管、监护仪框架和盒子对性能的要求差异非常大,”索尔维特种聚合物医疗保健的全球业务发展经理Jeff Hrivnak介绍,“但许多应用的需求都有共同点,而索尔维特种聚合物独特的性能组合便可满足这些需求。新的手册有助于设计师准确找到能够满足他们需求的材料。”
作为可靠的特种聚合物供应商,索尔维为医疗保健领域服务历史已经超过了25年。索尔维为医疗保健行业提供门类最为丰富的热塑性塑料,各种高性能医用级聚合物被广泛用于骨科应用、消毒盒、托盘、医疗设备和牙科器械;索尔维同时还为各种植入器械提供Solviva®系列的生物材料。
猜你喜欢
汽车零部件(2022年4期)2022-05-01 10:07:20
魅力中国(2021年10期)2021-11-30 08:24:32
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
山东工业技术(2018年5期)2018-03-10 09:13:42
工程塑料应用(2016年11期)2016-11-24 10:28:30
中国塑料(2016年10期)2016-06-27 06:35:14
中国塑料(2015年3期)2015-11-27 03:42:08
中国塑料(2015年6期)2015-11-13 03:02:36
中国塑料(2015年1期)2015-10-14 00:58:46
