钛-钢复合管板复层金属修复工艺研究
2018-01-05 03:06:16马勇张春定黄丽
东方汽轮机 2017年4期
马勇,张春定,黄丽
(东方汽轮机有限公司,四川 德阳,618000)
钛-钢复合管板复层金属修复工艺研究
马勇,张春定,黄丽
(东方汽轮机有限公司,四川 德阳,618000)
文章从钛-钢复合管板缺陷产生的原因出发,介绍了缺陷对产品质量的影响及修复的必要性。通过拟定的焊接工艺参数进行了钛-钢复合管板钛层的修复试验,并对焊接接头进行了宏观、硬度检查及显微组织分析。结果表明:拟定的焊接工艺参数满足钛层修复的需要,焊接接头的显微组织差异不大,接头的硬度值及耐腐蚀性符合钛-钢复合管板的使用性能。
钛-钢复合管板,焊接工艺参数,显微组织
0 前言
钛材具有密度小、强度高、耐腐蚀且表面易于形成滴状冷凝等特点,20世纪80年代以来,逐渐被用于制造电站凝汽器传热管等关键部件。与之配套的管板也由最初的25~35 mm厚纯钛板而被钛-钢复合管板取代,节省了稀有金属,降低了制造成本[1]。
钛-钢复合管板是由碳素钢为基层,工业纯钛为复层,以爆炸、轧制等方法制成的双金属复合板。钛钢复合板的基层主要满足焊接结构设计的强度和刚度要求,而复层则满足耐腐蚀性等特殊性能的要求[2]。本文针对钛-钢复合管板钛层金属的修复工艺进行研究,并对焊接接头的硬度及金相组织进行检查,为公司及电厂的钛-钢复合管板修复工作提供技术支持。
1 钛-钢复合管板缺陷的产生及影响
1.1 缺陷的产生
采用爆炸复合法生产的钛-钢复合板,既有钛的耐腐蚀性,又有普通钢板作为结构件的强度和塑性,特别重要的是成本大幅度下降,因此被大量用于各种化学反应容器、热交换器材料及防腐蚀领域[3]。
公司大量使用钛-钢复合板制造汽轮机凝汽器的管板,由于单张管板上的孔数较多(最多已超过2万个),管孔在数控钻床上钻铰一次成型的管板数量有限,目前仍有一部分管板孔的加工按照数控机床划窝+摇臂钻床钻铰的工艺执行。由于摇臂钻床为人工操作,因此管孔的加工质量受人为因素的影响较大;部分操作者在摇臂钻床进刀或提刀过程中出现损伤钛面,造成钛层缺肉的情况(如图1所示),使后续的胀管及焊管质量难以保证。
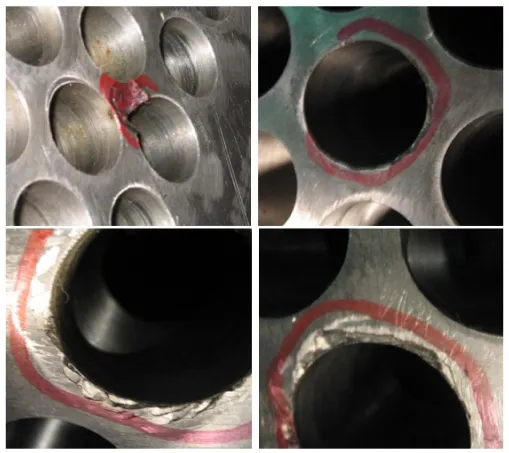
图1 钛-钢复合管板缺陷图
1.2 缺陷的影响
为了验证钛层缺肉对凝汽器产品质量的影响,决定在试板上进行模拟试验,试板厚度为40 mm,其中钛钢层为5 mm,碳钢层为35 mm。首先在试板上预钻部分孔径为Φ25 mm且钛层受损的管孔,然后用直径为Φ25 mm×0.5 mm的钛管进行管孔的胀焊试验。管孔的胀接是为消除管子与管孔之间的间隙,保证焊管的质量;而管孔的焊接是为密封管口防止渗漏,试板胀焊试验见图2。
试板胀焊后管孔的焊缝质量如图3所示,由图中可知焊缝处出现凹坑、翻边及氧化等缺陷。由于管子与管板的焊接为不填丝自熔焊,焊缝全靠熔化钛管的伸出余量来填充,因此焊接时焊缝金属首先填满钛层缺肉处,从而造成焊缝出现凹坑。同时由于管板钛层缺肉,胀管后易出现缺肉处管口胀接不到位而留有间隙,大量空气残留在此间隙处无法排出,焊接时因为电弧偏离钛管及残留空气的影响,使得钛管翻边及焊缝氧化。

图2 钛-钢管板胀焊图

图3 钛管焊缝缺陷图
综上所述,钛层缺肉的管板无法使用,钛层缺肉将严重影响管板的胀接与焊接质量,降低汽轮机凝汽器的整体质量,因此必须通过修复钛层的方式来消除钛钢复合管板的缺陷。
2 钛层修复试验
2.1 试验材料及方法
为了研究及制定钛层的修复工艺,我们准备了外形尺寸为δ40 mm×100 mm×100 mm的钛-钢复合管板 (钛钢层为5 mm,碳钢层为35 mm),管板的材质为B265 Gr.1/A516 Gr.70,其化学成分见表1。根据产品管板的损伤情况按图4中所示去除掉3~4 mm深,10 mm×50 mm宽的钛层用于试验补焊工艺,钛层去除后将坡口处打磨干净,然后进行PT检验以消除表面缺陷。由于母材耐腐蚀特性的需要,选择与其化学成分相近的TA2焊丝用于钛槽的补焊,焊丝的化学成分见表2。

图4 试件坡口设计图
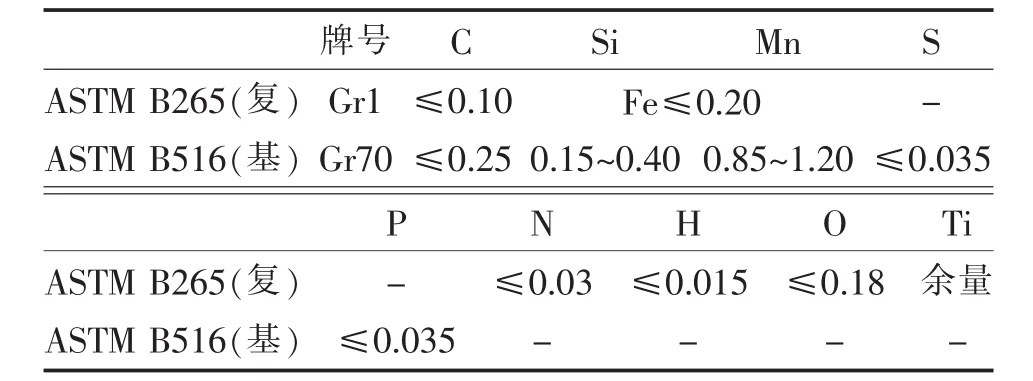
表1 钛-钢复合管板化学成分单位:wt%

表2 钛焊材化学成分单位:wt%
2.2 钛-钢焊接性介绍
(1)钛及钛合金很容易受到气体等杂质的污染而产生脆化,造成钛及钛合金焊接接头脆化的主要元素有氧、氮、氢、碳等。钛在常温下就能与空气中的氧起作用生成一层致密的氧化膜,在250℃时开始吸收氢,400℃时开始吸收氧,600℃时开始吸收氮,并能和氢、氧发生激烈反应[4]。气孔是钛及钛合金焊接中较常见的缺陷。氧、氮、氢、二氧化碳、水蒸汽都可能引起气孔的形成。但氢是钛及钛合金中形成气孔的主要气体,氢气孔多数产生在焊缝中部和熔合线。
(2)由于钛及钛合金中含硫、磷、碳等杂质较少,很少有低熔点共晶在晶界处生成,而且其结晶温度区间很窄,焊缝凝固时收缩量小,因此热裂纹敏感性低。
(3)当焊缝中含氧、氮、氢量较多时,焊缝和热影响区的性能变脆,在较大的焊接应力作用下容易出现冷裂纹。
(4)钛的弹性模量约比不锈钢小,在同样的焊接应力条件下,钛及钛合金的焊接变形是不锈钢的一倍,因此焊接时应该采用垫板和压板经待焊工件压紧,以减小焊接变形[5]。
2.3 焊接工艺参数
由于钛是一种自身焊接性好但极易受污染的材料,焊接时必须对温度进行控制,热输入量要小,故焊条电弧焊、二氧化碳气体保护焊等并不适合钛及钛合金的焊接,而选择焊缝成形质量较好的钨极氩弧焊 (GTAW)进行钛层的补焊工作是合适的;根据钛钢的焊接性,制定了如表3所示的焊接工艺参数进行施焊。

表3 焊接工艺参数 (GTAW)
焊前用丙酮清理干净待焊区域,并提前送氩3~5 s,置换焊接区域的杂质气体;焊接采用短弧施焊,焊接过程中电弧不摆动;焊后延时停氩5~8 s,保护焊缝不受污染。钛层补焊完成后按JB/T 4730对焊缝进行100%着色检验,无显示;然后对焊接接头进行宏观检查、硬度及显微组织分析。
3 试验结果
3.1 宏观检查和硬度分布
钛层补焊完成后,线切割出焊接接头,然后用氢氟酸、硝酸及水配成的溶液腐蚀焊接接头,再用维氏硬度机及金相显微镜进行焊接接头宏观、硬度及显微组织检查。
焊接接头宏观形貌及硬度分布如图5所示。接头腐蚀后,复合管板钛层及碳钢层的分界明显,钛层补焊焊缝成形均匀一致,无裂纹及未熔合等缺陷。采用10 kgf试验力进行钛层维氏硬度试验,结果显示接头母材、热影响区和焊缝区硬度差异不大,但焊缝个别位置出现硬度值偏高的现象(图5中a、b、c三点所示)。为了摸清硬度值偏高的原因,使用金相显微镜对a、b、c三点进行显微观察,检查结果分别见图6。

图5 试样宏观形貌及各区硬度分布

图6 焊缝位置气孔显微形貌 (100×)
图 6 (a)、 6 (b)、 6 (c) 分别为 a、 b、 c 三处的形貌,由图中可知,a、b、c三处出现焊接气孔,最大尺寸为0.09 mm。由于复合管板由钛钢与碳钢构成,且碳钢厚度远大于钛钢,焊接过程中由于热传导,钛层的焊接热量源源不断传递到碳钢层,导致焊缝金属冷却较快,部分气体来不及溢出而与钛发生反应生成金属化合物,使焊缝的硬度值升高。
3.2 显微组织分析
图7、图8为焊接接头的显微金相组织,其中图7的放大倍数为100倍,图8为500倍;图中(a)、(b)、(c)分别为母材、 热影响区及焊缝的显微金相组织。由图中可知,由于焊接热循环的作用,焊缝区的晶粒较母材及热影响区的大,同时母材与焊缝及热影响的组织也各不相同。
由于钛-钢复合管板为爆炸+轧制的工艺制成,其间经过多次退火处理,在高温环境下碳钢层中的碳、锰等元素向钛层扩散,纯钛复层实际已逐渐转变为低合金钛层,因此母材的组织与纯钛不同为黑色β基体+白色α颗粒。而焊缝及热影响区是由纯钛TA2组成,其组织为等轴α+颗粒β相,同时由于焊缝在空气中快速冷却的缘故,部分β相的组织呈片状或条状分布。

图7 焊接接头显微组织 (100×)
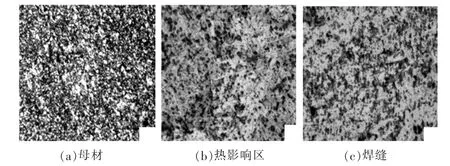
图8 焊接接头显微组织 (500×)
由于公司汽轮机凝汽器用钛-钢复合管板主要用于抵抗海水侵蚀,并不承受较大载荷,因此焊接接头出现PT无法显示的微气孔并不影响其使用性能,同时接头金相组织并未发生较大改变,焊缝的耐腐蚀性能并未降低;本次实验拟定的焊接工艺参数满足钛层修复的需要,此工艺参数在编制成焊接工艺规程后将用于公司及电厂钛-钢复合管板钛层的补焊。
4 结论
(1)钛层受损的钛-钢复合管板严重影响后续的胀管及焊管工作,降低凝汽器产品的质量,需修复钛层后使用。
(2)拟定的焊接工艺参数满足钛层修复的需要,焊接接头的显微组织差异不大,接头的硬度值及耐腐蚀性符合钛钢复合管板的使用性能。
[1]操丰,唐世延,王建军,等.凝汽器钛-钢复合管板役致缺陷及其焊接修复[J].焊接,2011,(1):46-49.
[2]宋爱平.钛钢复合管板焊接技术[J].钢结构,2012,27(7):55-57.
[3]闫力.钛钢复合板的特点及应用领域[C].钛锆铪分会2011年年会论文集,134-136.
[4]陈满乾,刘亚芬.TA2/Q235B钛钢复合板的焊接[J].焊接,2007,(8):53-55.
[5]高飞.钛及钛合金材料的焊接技术[J].石油化工建设,2006,28(4):38-42.
Research on Repair Technology of Cladding Metal of Titanium-steel Composite Tube Plate
Ma Yong, Zhang Chunding, Huang Li
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Based on the cause of the defects of Titanium-steel composite tube plate,this paper introduced the effect of defects on product quality and the necessity of repair work.The repairing experiments were carried out by the proposed welding process parameters,the macroscopic,hardness test and microstructure analysis of the welded joint were investigated.The results indicated that the welding parameters met the needs of the Titanium layer repair,and the microstructures of welded joints were not very different,the hardness and corrosion resistance of the joints were in accordance with the performance of Titanium-steel composite tube plate.
Titanium-steel composite tube plate,welding parameters,microstructure
TG457
A
1674-9987(2017)04-0049-04
10.13808/j.cnki.issn1674-9987.2017.04.011
马勇 (1982-),男,硕士,工程师,2009年毕业于西华大学材料加工专业,主要从事汽轮机主、辅机部套的焊接技术工作。
猜你喜欢
浙江农林大学学报(2022年1期)2022-03-01 07:12:52
云南化工(2020年11期)2021-01-14 00:50:40
设备管理与维修(2020年23期)2021-01-04 00:15:06
电子制作(2018年18期)2018-11-14 01:48:22
中国特种设备安全(2018年9期)2018-11-01 07:23:00
石油化工建设(2018年2期)2018-07-11 01:25:06
焊接(2016年2期)2016-02-27 13:01:07
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:53
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40