
PE燃气管道焊接质量无线监控系统
2018-01-05 02:01吕志刚史志军
自动化与仪表 2017年8期
吕志刚 ,郜 辉 ,王 鹏 ,史志军
(1.西安工业大学 电子信息工程学院,西安 710032;2.西安工业大学 研究生院,西安 710032)
PE燃气管道焊接质量无线监控系统
吕志刚1,郜 辉1,王 鹏1,史志军2
(1.西安工业大学 电子信息工程学院,西安 710032;2.西安工业大学 研究生院,西安 710032)
该文所设计的无线监控系统,能够将PE燃气管道定位信息和焊接过程参数,通过4G网络实时上传至监控中心,用于实现对焊接质量的实时判断。同时,该系统提供焊接数据的翻译及在线打印功能,便于用户的数据备案与管理。在完成STM32F103RCT6处理器最小系统的基础上,外扩4G无线通信模块、GPS定位模块、存储模块、在线打印等模块,保证了系统稳定运行,可实现与热熔焊机、电熔焊机的无缝连接,且硬件连接简单,已成功应用于燃气输送、给排水、油田化工等领域。
无线监控;PE燃气管道;STM32;定位信息;焊接工艺参数
近年来,PE管道(聚乙烯管道)因其性能稳定、封闭性好、施工简单等特点,在燃气配送、给排水、石油化工等领域有着广泛应用。在进行PE管道连接时,常使用电熔焊机或热熔焊机来完成对接工作,焊接质量受人为因素影响较大[1]。如何保证PE管道的焊接质量,成为研究热点。
目前,国内PE管道的焊接质量主要依靠焊机输出的过程参数来进行判断。焊接结束后,将过程参数进行打印或者U盘存储后,交至管理者进行焊接质量的判断。这种质量控制方式存在较大的延迟,不能进行实时的质量判断,也无法快速定位质量有问题的焊口位置。
在此,设计了PE燃气管道焊接质量无线监控系统。使用该系统,能够在焊后将焊口位置、过程参数等信息立即传送至服务器端,完成焊接质量的实时判断及快速定位,这对于提高PE管道的焊接质量起到极大的促进作用,也是其创新之处。
1 系统工作原理
整个无线监控系统主要由电熔/热熔焊机、无线监控模块、监控中心等部分构成。
系统的工作原理如图1所示。电熔/热熔焊机是完成焊接工作的设备,焊机数据输出端与无线监控模块相连接。无线模块负责获取当前的GPS定位信息,将接收到的焊接过程参数,通过4G网络无线传输至远程监控管理中心。监控中心是焊接质量的决策者,一旦发现焊口的焊接质量不合格,能够立即进行定位,并要求施工人员重新进行焊接或者将责任落实到具体人员,有效地提高了PE管道的焊接质量。
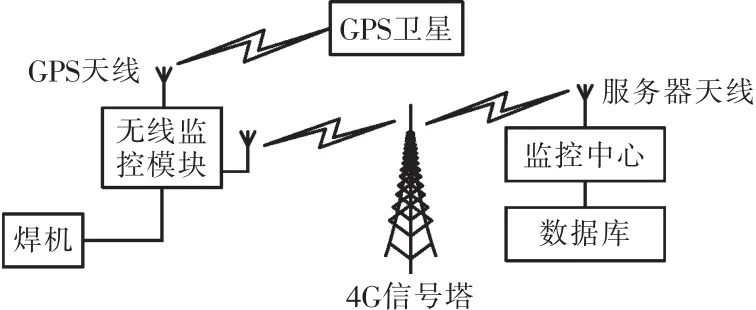
图1 系统工作原理Fig.1 Working principle of system
2 硬件设计
无线监控模块硬件由CPU模块、4G无线通信模块、GPS定位模块、RS232通信模块、数据存储模块、实时时钟模块、声光报警模块等构成,如图2所示。
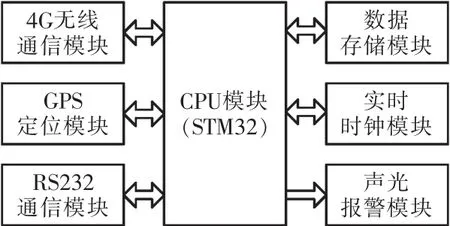
图2 硬件结构Fig.2 Hardware block diagram
2.1 CPU模块
作为核心部分,CPU采用了STM32F103RCT6高速微处理器。这是一款由意法半导体推出的基于Cortex-M3内核的16位增强型ARM7处理器。
STM32F103RCT6采用LQFP64封装,内部集成64 KB的静态RAM,内部256 KB的超大容量Flash存储器系统,提供5个串口,支持JTAG和SWD调试,在手持设备、电机驱动、PC游戏外设和空调系统等领域有着广泛的应用。
2.2 4G无线通信模块
4G无线通信模块由4G模块S IM7100构成,不仅支持4G网络,而且可以向下兼容3G/2G网络,最大通信速率可达到上行速率50 Mb/s,下行速率100 Mb/s[2]。将现场的焊接过程参数和定位信息上传到指定服务器端,实现焊接质量的实时监控。
在硬件设计方面,SIM7100的RXD和TXD分别与STM32串口1的TXD1和RXD1相连,完成数据的收发;SIM7100与SIM卡座之间通过DATA,RST,CLK相连;LED1和LED2为2个发光二极管,分别用作状态指示灯和入网指示灯。其硬件设计如图3所示。
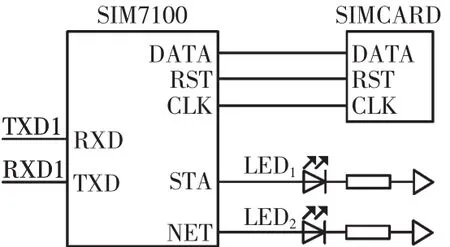
图3 4G无线通信模块Fig.3 4G wireless communication module
2.3 GPS定位模块
定位模块如图4所示,该部分由GPS导航定位模块UBLOX的NEO-6M构成,提供焊接现场的经纬度信息,为实现不合格焊口的准确定位提供原始位置数据。
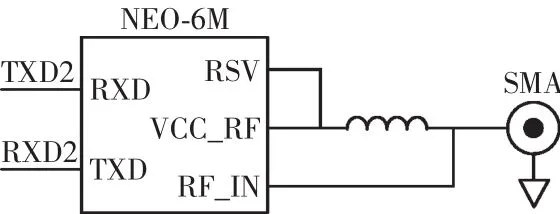
图4 GPS定位模块Fig.4 GPS positioning module
NEO-6M模块硬件设计简单,其串口收发管脚RXD和TXD分别直接与STM32串口2的TXD2和RXD2相连;RF_IN需要外接天线,在空旷地带定位信号最佳。
2.4 RS232通信模块
通信模块如图5所示,系统使用MAX202外扩2个RS232接口电路,实现接收焊机数据和得到焊接过程中的具体参数2个功能;外接打印机,实现焊接数据的本地翻译及打印功能。
MAX202器件是专为RS232通信接口设计的收发器,发送器和接收器的数据传输速率达20 KB/s,提供2路RS232转换,满足系统要求。将STM32单片机的串口3和串口4,转换成2路标准的RS232接口,RXD33和 TXD33与焊机连接,RXD44和TXD44与打印机连接。
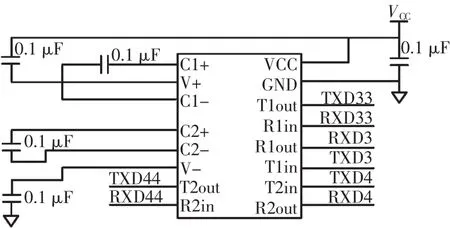
图5 RS232通信模块Fig.5 RS232 communication module
2.5 数据存储模块
由于SIM卡欠费、4G信号弱、服务器崩溃等原因,导致数据上传失败时,就需要在本地存储上传失败的记录。待异常排除后,记录能够重新上传。数据存储模块如图6所示,该模块由可编程闪速存储器AT45DB161构成,存储的数据断电后不会丢失。
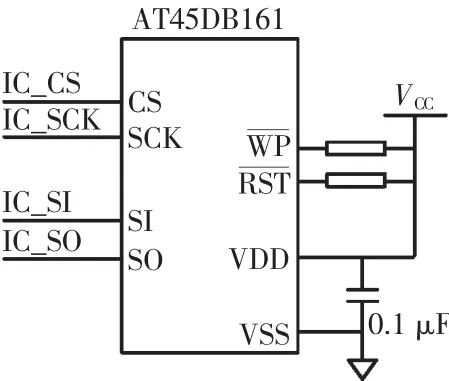
图6 数据存储模块Fig.6 Data storage module
AT45DB161是一款基于SPI接口的Flash存储器,共4096页存储单元,每页存储528 B信息,共计2 MB[3]。每条记录按照2 KB计算,能够存储1000条失败记录。
2.6 实时时钟模块
实时时钟模块如图7所示。该模块由PCF8563构成,能够为系统提供实时时间信息,例如给失败记录增加1个时间戳等。
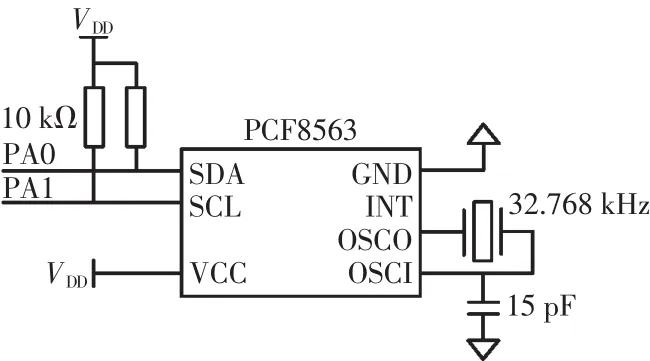
图7 实时时钟模块Fig.7 Real-time clock module
PCF8563是一款基于I2C接口的实时时钟芯片,能够提供年、月、日、时、分、秒等时间信息。另外,可以设置闹钟时间功能,闹钟时间到时INT引脚会输出1个脉冲信号。
2.7 声光报警模块
当出现传输失败、记录超限、无法连接服务器等异常情况时,采用声光报警,提醒操作人员及时处理。声光报警模块如图8所示。
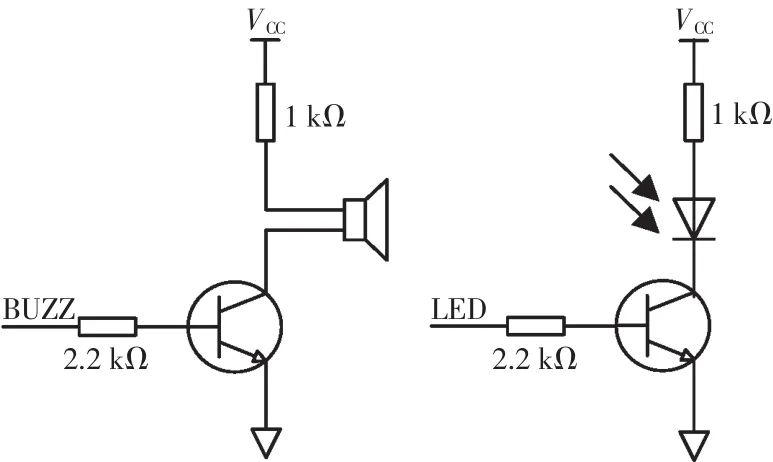
图8 声光报警模块Fig.8 Alarm module
3 软件设计
系统软件包括:下位机软件——STM32单片机端编程部分,负责采集、发送数据;上位机软件——上位机服务器端编程部分,负责接收、管理、决策数据。
3.1 下位机软件
使用C编程语言,在KEIL5集成开发环境下,完成STM32单片机的软件设计。采用模块化设计,结合中断、滤波技术,提高了系统的稳定性,其主流程如图9所示。
3.2 上位机软件
使用JAVA开发环境,结合MYSQL数据库和百度地图,完成了基于B/S架构上位机监控中心软件设计。
特别是应用百度地图,使用户可以从地图服务和开发两方面方便地进行地理信息系统的应用[4]。上位机目标定位界面如图10所示。利用百度地图,能够将各焊口的位置显示在数字地图上,并标注不合格焊口的位置。本监控中心软件功能强大、运行稳定、操作简单。
4 结语
PE燃气管道焊接质量无线监控系统,能够实时采集焊接数据和GPS定位信息,并通过4G无线网络上传到监控中心。在监控中心,用户可以根据焊接过程参数,完成焊接质量的判定;在GPS定位信息的协助下,能够快速定位焊接不合格焊口的位置。目前,该系统已取得成功应用,为提高PE管的焊接质量,减少泄漏事故的发生,打下良好的基础。
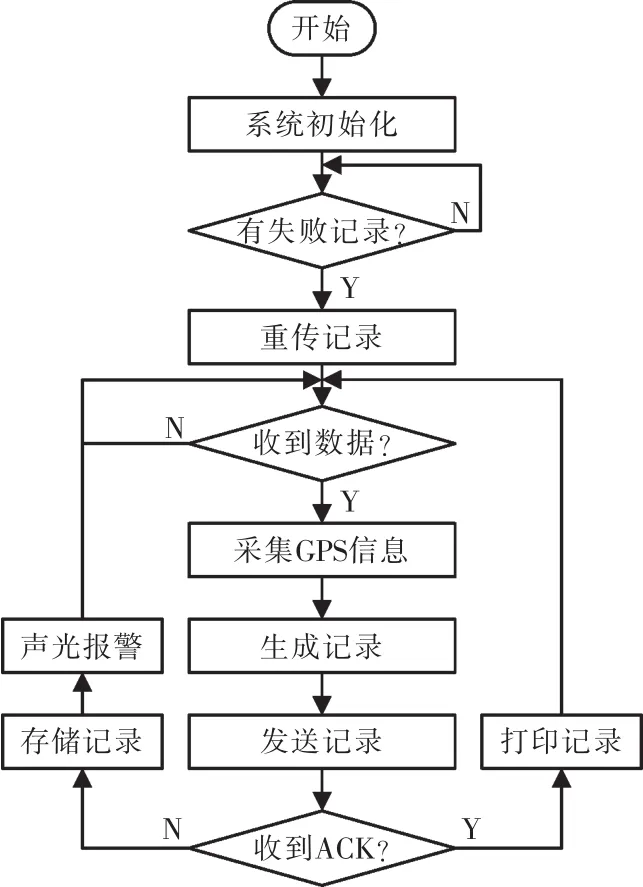
图9 下位机软件流程Fig.9 Flow chart of lower computer software
图10 上位机目标定位界面Fig.10 Host computer target positioning interface
[1] 李剑春.PE燃气管道焊接施工质量管理与控制策略探究[J].科技与创新,2016,3(15):45-46.
[2] 伍耀常,赵利,王阳明.基于WIFI组网的通用智能车载终端设计[J].桂林电子科技大学学报,2016,36(5):401-405.
[3] 吕志刚,王鹏,范晓光.基于ARM7处理器的车载式无线监控称重仪设计[J].仪表技术与传感器,2011,41(2):35-37.
[4] 赵意鹏,赵河明,邓星星,等.基于GPRS和百度地图API的火灾定位系统[J].自动化与仪表,2016,31(1):26-29,47.
PE Gas Pipeline Welding Quality Wireless Monitoring System
LV Zhi-gang1,GAO Hui1,WANG Peng1,SHI Zhi-jun2
(1.School of Electronics and Information Engineering,Xi’an Technological University,Xi’an 710021,China;2.Graduate School,Xi’an Technological University,Xi’an 710021,China)
Wireless monitoring system can transmitted PE gas pipeline location information and welding process parameters to monitor center by 4G network real-time,from which the welding quality can be judged.Also,it provides translation and print function for the welding data,which is backed up and managed well.Based on the minimum system of STM32F103RCT6,4G wireless communication module,GPS position module,data storage module,online print module and other modules are designed to make it work stably.This system can be achieved with electro-fusion joining machine and heat-fusion joining machine seamless connection,and hardware connection is simple.It has been successfully used in gas pipe,water drainage,petrochemical operation and other fields.
wireless monitor;PE gas pipeline;STM32;location information;welding parameter
TP277;TE973.3
B
1001-9944(2017)08-0034-03
10.19557/j.cnki.1001-9944.2017.08.009
2017-03-06;
2017-04-20
西安市未央区科学技术局2017年科技计划项目(产学研协同创新计划)(201712)
吕志刚(1978—),男,硕士,副教授,研究方向为嵌入式、现场总线技术;郜辉(1992—),男,硕士研究生,研究方向为嵌入式系统;王鹏(1978—),男,硕士,教授,研究方向为无线通信;史志军(1979—),男,硕士,讲师,研究方向为无线通信。
猜你喜欢
机电安全(2022年4期)2022-08-27
煤气与热力(2021年9期)2021-11-06
煤气与热力(2021年9期)2021-11-06
气象水文海洋仪器(2021年3期)2021-10-15
煤气与热力(2021年5期)2021-07-22
煤气与热力(2021年3期)2021-06-09
装备制造技术(2020年11期)2021-01-26
焊管(2020年7期)2020-08-18
现代计算机(2020年3期)2020-03-05
焊管(2020年12期)2020-02-24
