
金枪鱼鱼柳蒸煮加工的智能温控系统
2018-01-03 04:32钟林青卫锦尧刘玉良
浙江海洋大学学报(自然科学版) 2017年4期
钟林青,卫锦尧,刘玉良
(浙江海洋大学船舶与机电工程学院,浙江舟山 316022)
金枪鱼鱼柳蒸煮加工的智能温控系统
钟林青,卫锦尧,刘玉良
(浙江海洋大学船舶与机电工程学院,浙江舟山 316022)
制作金枪鱼罐头的首先通过蒸汽加热提取鱼柳,目前加热控制大多采用人工操作,会出现加热过头或欠加热现象,鱼肉及能源浪费严重,经济效益降低。针对此背景,开发一套基于PLC、电磁阀、触摸屏、温度传感器的智能温控系统,能根据实际温度和设定的理想温度,自动调整蒸汽阀门的开度及报警,实现了金枪鱼蒸汽加热温度的智能控制。通过实验表明,所设计的系统能够满足金枪鱼加热的要求,缩短了蒸煮的时间,得肉率提高明显。
金枪鱼;智能温控;PLC;电磁阀
金枪鱼肉富含优质的蛋白质和其他的营养素,脂肪含量低,可以平衡身体所需的营养,保护和强化人体肝脏,有效降低胆固醇的含量,防止动脉硬化,有很强的药用价值。金枪鱼肉可以提供人体所需的氨基酸、DHA、维生素B12,有助于人体的新陈代谢,保持人体正常水分标准,促进脑细胞再生,提高记忆力,预防老年痴呆。金枪鱼制作的鱼肉罐头畅销海内外,尤其受到外国人的欢迎,出口量逐年上升,市场的需求量也越来越大[1]。
我国目前金枪鱼加工规模很大,产量高,但是加工工艺十分落后,尤其是加工的蒸煮阶段温度控制以人工为主,经常存在蒸煮过火或欠火的情况,结果原材料和能源浪费严重,得肉率低,鱼肉的营养价值和药用价值大打折扣[2]。本文针对以上问题,提出了一种新型基于PLC的新型智能温控系统的方案。介绍了一种由触摸屏和PLC自动控制系统组成的控制系统,控制系统的核心是PLC。该系统硬件主要包括PLC、热电阻温度模块、模拟量输入模块、触摸屏、温度传感器、网络总线连接器、触摸屏PLC编程电缆、数字式电磁阀。热电阻温度模块采集到的温度信号通过温度传感器送到模拟量输入模块,模拟量输入模块把温度信号传入PLC,PLC通过与设定参数的比较,向电磁阀发送相应的控制信号,并且通过串口把温度信息以数字量的形式传给触摸屏显示出来。也可以通过改变触摸屏上的参数可以向PLC发送功能信号,实现对电磁阀的控制。该控制系统的软件包括了很多程序,如手动控制模式、自动控制模式等。最后,设计了人机界面系统,完成了手动操作、自动控制操作、参数设置等功能[3-4]。通过实验修正控制系统的参数,实验表明上述问题得到了解决,并且达到了预期的效果。
1 金枪鱼蒸煮流程
金枪鱼蒸汽加热的目的是获得尽可能多的合格鱼柳,蒸汽加热流程包括鱼体解冻、温度设置、蒸汽加热、喷淋降温、剥取鱼柳等阶段,如图1。鱼体解冻一般采用自然解冻法,解冻之后放在多层金属蒸架上推入蒸箱中,然后根据单个鱼体质量设置加热温度和加热方式,达到目标温度后(一般为98℃)后进行喷淋降温,最后取出金枪鱼剥取鱼柳。

图1 蒸煮工艺流程Fig.1 Cooking process
2 设计方案
2.1 方案论证与设计说明
通过查阅温控系统的相关资料,提出金枪鱼加工智能温控系统的结构图(图2),并根据此结构图提出了两种金枪鱼加工温控系统的设计方案,并对这两种方案进行论证,分别阐述了每个方案的优缺点。

图2 金枪鱼蒸煮的温控结构图Fig.2 The temperature control structure of tuna cooking
金枪鱼蒸煮温控系统设计有两种方案:第一种方案是以单片机STM32和触摸屏为处理核心的温控系统,该类温控系统使用硬件少,经济实惠,投入成本低,能够提供友好的控制界面,操作简单。但是该温控系统由于单片机的存在,会产生抗干扰能力差,故障率比较高,扩展困难,对环境的依赖性强,开发周期长,开发难度大等问题。
第二种方案是以触摸屏和PLC为控制核心的温控系统,该类系统使用硬件比较多,投入成本较高,PLC的扩展模块价格高。但是该温控能够提供有好的控制界面,操作难度低,控制界面可视化强,并且PLC具有控制能力强、可靠性高、使用方便、编程简单、易于扩展等优点,该系统开发周期短,工作稳定、故障率低,抗干扰能力强,在任何环境下都可以稳定地工作。
以上两种方案各有优缺点,考虑到金枪鱼加工车间的环境潮湿,单片机受潮后容易出现死机,造成温控系统不能正常工作,而且单片机的故障率比较高;PLC在潮湿的环境可以稳定地工作,而且发生故障的概率小,综合考虑选择第二种方案。
金枪鱼蒸煮温控系统的设计说明:(1)触摸屏与PLC连接,从PLC处得到温度信号,并将电磁阀的开度信号反馈给PLC,由PLC发送开度信号给电磁阀,完成控制[5];(2)在触摸屏与PLC未连结时,PLC能够单独完成温度信号的采集[6-7],并根据指令和算法完成电磁阀开度信号的计算,完成对电磁阀的控制[8];(3)在触摸屏的显示器上能够完成系统的操作和维护等工作;(4)PLC采集的温度有8个,其中T8为蒸箱中蒸汽温度、T1为1号鱼鱼肉中心温度、T2为2号鱼鱼肉中心温度、T3为3号鱼鱼肉中心温度、T4为4号鱼鱼肉中心温度、T5为5号鱼鱼肉中心温度、T6为6号鱼鱼肉中心温度、T7为7号鱼鱼肉中心温度。
2.2 硬件设计
本文的硬件设计基于金枪鱼加热的功能需求、工作稳定性、操作便利性、成本等因素,具体如下:
①PLC选用型号:CPU224XP CN DC/DC/DC 14输入10输出晶体管2输入1输出模拟量;
②热电阻温度模块 型号:EM2314路PT100输入 温度0~1 000 °C 231-7PC22;
③模拟量输出模块 型号:EM232 6ES7232-0HB22-0XA8 2路模拟量输出;
④触摸屏 型号:步科eView ET100高清分辨率串口屏;
⑤温度传感器 型号:WZP-PT100探头式温度高温防水;
⑥网络总线连接器 型号:不带编程口6ES7972-0BA12-0XA0;
⑦触摸屏PLC编程电缆 型号:485 USB-PPI 6ES7901-3DB30硬件连接的实物图如图3所示。
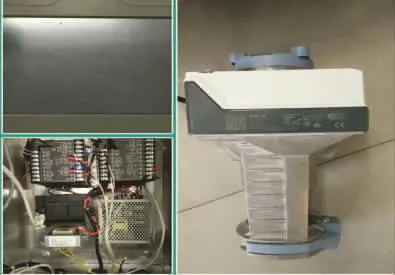
图3 硬件连接实物图Fig.3 Hardware connection physical map
2.3 软件设计
本文设计的蒸汽加热功能控制系统的程序是通过SETP7-Micro/WIN软件编写好的梯形图通过模拟之后烧写到PLC中。
触摸屏控制界面由步科的Kinco HMIware组态编辑软件实现的。一、通过在该软件中新建工程并添加ET100的触摸屏和型号为CPU224XP的PLC,用串口把它们连接起来[9]。二、给触摸屏编辑多个组态画面,并且用C语言在宏代码中添加触摸屏相应按钮的触发事件,实现相应的控制功能。三、通过编译、离线模拟达到要求之后通过USB电缆连接触摸屏的USB SLAVE接口,把工程下载到触摸屏中,触摸屏和PLC两者之间的通过RS-485编程电缆连接,PLC和温度控制器通过RS-232连接。
2.3.1 选择模式
用户可以自己选择自动模式或者是手动模式。选择模式的界面如图4所示。
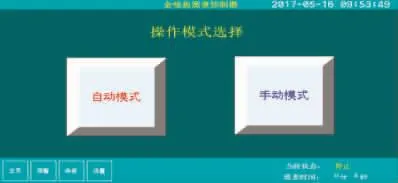
图4 用户选择操作模式界面Fig.4 The user selects the operating mode interface
2.3.2 选择自动模式
系统能够根据具体金枪鱼鱼平均重量,自动选择目标温度。自动控制界面如图5所示。

图5 自动控制界面Fig.5 Automatic control interface
自动控制的操作步骤:①点击主界面中的“开始”按钮,则进入“自动控制界面”,该界面主要是观察:蒸煮时间、蒸汽温度和7条鱼的鱼肉中心温度等信息的实时状态。②用户点击“开始”按钮,则系统开始蒸煮,点击“停止”按钮,则结束自动蒸煮过程。③“当前状态”中有三种状态“蒸煮中”、“停止”和“蒸煮结束”,当“蒸煮结束”时,蒸煮箱上相应的灯亮,同时铃声响起,该过程主要由控制系统根据系统内的控制策略进行控制。④在自动蒸煮过程中点击“停止”才可以返回主页面,在返回主页面后,自动蒸煮过程停止。⑤点击“曲线图”,进入相应的界面。⑥该界面中点击“设置”,进入相关界面,对控制参数进行修改。
点击“开始”按钮进入自动蒸煮模式,并触发相应的宏程序如下:
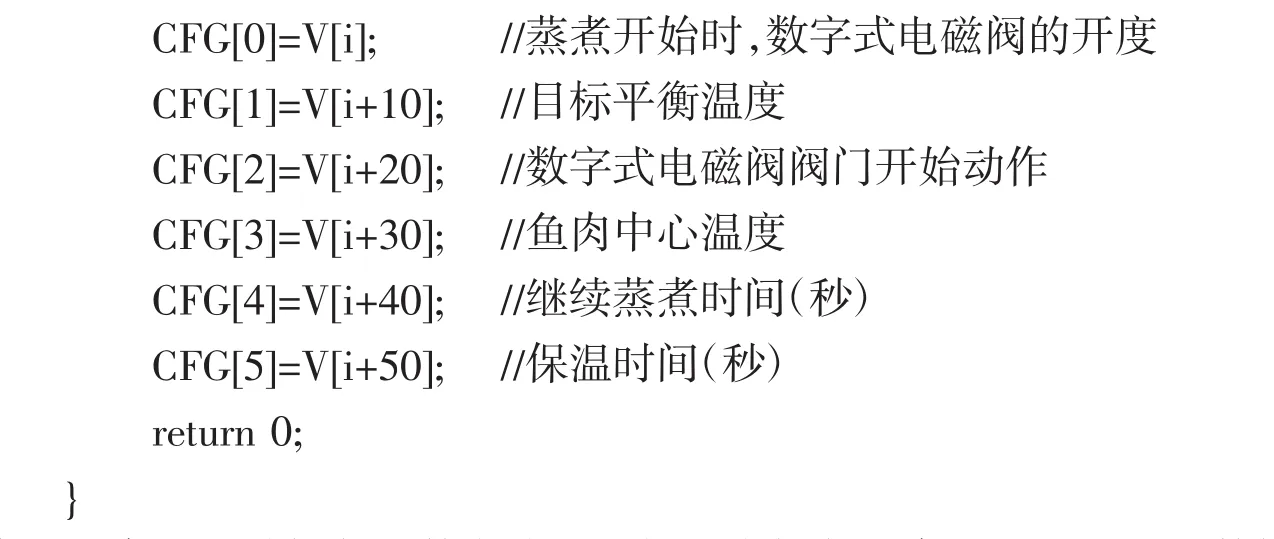
温控系统自动模式下的程序代码如下:

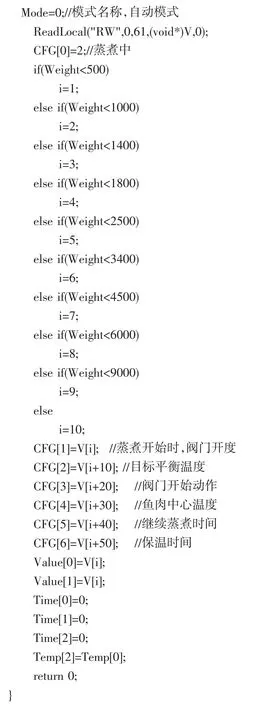
本段程序为自动控制时数字式电磁阀开度控制程序,共设有10个数据段可供选择,当用户输入相应的鱼的重量之后,计算机会对该数据进行判断,属于哪一数据范围,进而控制电磁阀的初始开度。其中CFG[1]表示蒸煮开始时阀门开度,CFG[2]表示目标平衡温度,CFG[3]表示阀门开始动作,CFG[4]表示鱼肉的中心温度,CFG[5]表示继续蒸煮时间,CFG[6]表示蒸煮结束后保持温度的时间。
2.3.3 选择手动模式
需要知道蒸箱内金枪鱼的平均重量,根据平均重量来设定蒸煮时间、温度和阀门开度。如图6。
手动控制的操作步骤:①用户点击“开始”按钮,则系统开始蒸煮,在开度为0%时,即结束蒸煮过程。②在手动蒸煮过程中点击停止才可以返回主页面,在返回主页面后,手动蒸煮过程停止。③在手动界面中,通过调整蒸汽阀门的开度(0%~100%之间),控制进入蒸箱的蒸汽的量,点击“曲线图”,则进入相关界面观看实时的温度曲线。
通过温度曲线图界面,能够实时绘制出蒸汽温度、1-7号鱼的鱼肉中心温度的升温曲线。用于帮助系统控制和操作人员实时掌握总体的升温状态,对阀门开度进行调整。点击“开始”按钮进入手动蒸煮模式,触发的宏程序如下:

图6 手动控制界面Fig.6 Manual control interface

该段程序为手动控制时数字式电磁阀开度控制程序,也设有10个数据段可供选择,当用户输入相应的鱼的重量之后,计算机会对该数据进行判断,属于哪一数据范围,需要手动输入蒸煮开始时电磁阀阀门的开度大小。其中CFG[1]表示蒸煮开始时阀门开度,CFG[2]表示目标平衡温度,CFG[3]表示阀门开始动作,CFG[4]表示鱼肉的中心温度,CFG[5[6]表示蒸煮结束后保持温度的时间。
2.3.4 两种模式的对比
相同点:这两种模式都需要知道该次蒸煮的金枪鱼的平均重量。
不同点:自动控制模式的参数初始化需要参照金枪鱼蒸煮技术参数表(表1),只要参数设定好之后就可以进入智能蒸煮模式,蒸汽阀门开度根据实时温度改变大小,当达到设定的参数之后就会停止蒸煮,进入保温模式,蒸汽控制精细,操作起来比较方便,此种模式适合大规模的生产。手动控制模式的蒸煮时间、温度可以根据金枪鱼蒸煮技术参数来设定,也可以自行设定。蒸汽阀门开度设定好之后就不会发生变化,达到蒸煮要求后就会停止蒸煮,蒸汽阀门关闭,不会进入保温模式,蒸汽控制比较粗放,可能会出现欠蒸煮或过蒸煮的情况,此种模式适合小规模生产。
3 测试记录
通过试验,整理数据得到以下结论。根据金枪鱼平均重量所在的范围来确定其他参数的初始值。数据见表1。

表1 金枪鱼蒸煮技术参数Tab.1 Tuna cooking technical parameters
金枪鱼的单个重量都是≥下限,<上限。“目标平衡温度”是指蒸煮开始后,箱内上方的蒸汽温度所要达到的目标温度(温度计的探头固定在箱内上方)。“阀门开始动作”是指箱内温度达到“目标平衡温度”后,阀门开度打开到初始开度的百分比。“蒸煮结束条件”是指在1号到7号鱼的鱼肉中心温度都到的指定的最低温,且继续蒸煮时间和保温时间都到达要求后,结束蒸煮。在蒸煮未达到“蒸煮结束条件”时,蒸煮继续。
4 安全措施
安全措施是金枪鱼蒸煮的关键环节,我们为此设定了系统中相应参数的安全范围,当参数超出安全范围就会产生相应的警报提示,工作人员能够观察报警界面判断问题所在并及时采取相应的措施来减小损失。
说明:每个参数都有个安全范围,如果超限则回在此界面显示出具体的报警信息,并带有急促的报警声。电磁阀故障:蒸煮开始后蒸汽温度一直未变,或很长时间未升高(5 min);蒸煮箱密封不严:蒸煮开始后蒸汽温度一直未变,或很长时间未升高;鱼肉中心温度超限:在自动控制时,所有被测量的鱼的中心温度超过测定温度5℃以上;蒸汽温度超限:蒸汽温度达到设定最高温度的2℃以上。
5 总结
本文研究针对金枪鱼加工技术十分落后,原材料和能源浪费严重,生产效率低,经常发生过蒸煮和欠蒸煮问题进行研究,提出了“金枪鱼鱼柳蒸煮加工的智能温控系统”设计方案,使得加工技术得到了很大的提升。通过多次实验,最后达到以下技术指标:温度精度≤1℃、系统响应时间≤2 s、系统控制误差率≤5%、故障率低于0.1%。按照加工200 kg的金枪鱼计算,蒸煮之后获得鱼柳59.7 kg,得肉率是29.85%,蒸煮时间是85 min;根据传统工艺的手工加热记录,加工200 kg的金枪鱼蒸煮之后获得鱼柳50.7 kg,得肉率是25.35%,蒸煮时间是68 min。与传统工艺相比,智能温控系统提高了金枪鱼蒸煮的得肉率,并且缩短的蒸煮的时间,具有产业化前景。温度传感若改成无线方式,将大大提高设备的操作便利,这是下一步的研究重点。
[1]孙 颖.中国金枪鱼贸易现状和发展趋势研究[D].北京:对外经济贸易大学,2007.
[2]孙 丽,夏文水.蒸煮对金枪鱼肉及其蛋白质热变性的影响[J].食品与机械,2010,26(1):22-25.
[3]Hu Zhang,Wen Fu Wu,Zhe Liu,et al.Application System Based on the Combination of Touch Screen and PLC[J].Advanced Materials Research,2012,1 601(430):462-480.
[4]Yan Fei Gao,Guo Ping Li,Chun Dong Jiang,et al.Design of the Wire Rope Cleaning and Detection Line Control System Based on Touch Screen and PLC[J].Applied Mechanics and Materials,2014,2 825(455):523-528.
[5]谢宝智.PLC驱动电磁阀方案的确定[J].机械设计与制造工程,2012,41(11):50-52.
[6]苏姗姗,苏小光.基于PLC的信号采集系统[J].国外电子测量技术,2012,(9):51-53.
[7]朱清慧,王志奎,ZHUQinghui,等.PLC对温度数据的采集与控制[J].现代电子技术,2008,31(17):177-179.
[8]李建海,张大为,张 凯,刘 迪.数字PID控制器在温度控制系统中的应用[J].电子测量技术,2009(4):100-103.
[9]赵鹏飞,张保成.S7-200PLC人机界面的设计与实现[J].机械工程与自动化,2009(2):135-136+141.
Intelligent Temperature Control System for Tuna Fillet Processing
ZHONG Lin-qing,WEI Jin-yao,LIU Yu-liang
(School of Naval Architecture and Mechanical-electrical Engineering of Zhejiang Ocean University,Zhoushan 316022,China)
Production of tuna cans first by steam heating fish extract,the current heating control mostly manual operation,there will be too hot or under-heating,fish and energy waste serious,lower economic efficiency.According to the actual temperature and set the ideal temperature,automatically adjust the steam valve opening and alarm,to achieve a tuna steam heating temperature Intelligent control.Experiments show that the designed system can meet the requirements of tuna heating,shorten the cooking time,the meat rate increased significantly.
tuna;intelligent temperature control;PLC;electromagnetic valve
S986.1
A
2096-4730(2017)04-0348-07
2017-05-10
钟林青(1991-),男,河南唐河人,硕士研究生,研究方向:水产机械化工程.E-mail:1062981919@qq.com
刘玉良,男,教授.E-mail:13957208678@163.com
猜你喜欢
趣味(数学)(2022年3期)2022-06-02
河南科技(2022年8期)2022-05-31
军事文摘(2021年22期)2022-01-18
阅读与作文(小学高年级版)(2021年8期)2021-09-12
商周刊(2018年19期)2018-12-06
三联生活周刊(2015年51期)2015-12-17
探测与控制学报(2015年4期)2015-12-15
伴侣(2015年10期)2015-09-10
空间控制技术与应用(2015年2期)2015-06-05
食品工业科技(2014年13期)2014-03-11
