
搅拌摩擦焊工艺参数对锁底接头性能的影响
2017-12-29 05:46
电焊机 2017年11期
(上海航天设备制造总厂,上海200245)
搅拌摩擦焊工艺参数对锁底接头性能的影响
汤化伟,张 聃,封小松,高嘉爽,张春峰
(上海航天设备制造总厂,上海200245)
对4 mm厚的7055-T6铝合金锁底接头进行搅拌摩擦焊工艺试验,研究搅拌针长度和前进侧位置对锁底接头力学性能和Hook缺陷的影响规律。结果表明:搅拌摩擦焊锁底接头在盖板一侧存在Hook缺陷,Hook缺陷迁移量是导致锁底接头力学性能变化的主要原因。最优焊接参数为:搅拌针长4 mm,前进侧位于底板上的锁底接头最大抗拉强度为424.0 MPa,接头强度系数0.70。
锁底接头;7055-T6铝合金;Hook缺陷;力学性能
0 前言
7055(Al-Zn-Mg-Cu)铝合金属于超高强可热处理强化铝合金,强度和硬度很高、热加工性良好、耐腐蚀性能较好,是重要的结构材料,广泛应用于航空航天等领域[1-2]。
锁底接头结构广泛存在于运载火箭贮箱、冷却面板等产品中,具有对接接头和搭接接头双重特点[3]。搅拌摩擦焊(FSW)是一种固相连接技术,可有效避免传统熔化焊产生的裂纹、气孔等缺陷,是7055铝合金理想的焊接方法。采用FSW焊接锁底接头后,搭接面会产生特有的引钩缺陷,即“Hook”缺陷[4]。在此以4 mm厚7055铝合金锁底结构为研究对象,研究搅拌针长度和前进侧位置对搅拌摩擦焊锁底接头“Hook”缺陷、力学性能等的影响,从而获得最优焊接工艺。
1 试验材料和方法
试验材料均为7055-T6铝合金,化学成分见表1。其中盖板尺寸110 mm×110 mm×4 mm,底板尺寸110 mm×110 mm×12 mm,台阶尺寸 4 mm×4 mm,具体结构如图1所示。采用龙门式搅拌摩擦焊设备(FSW-LM2-1012)进行焊接。搅拌工具均为圆锥螺纹型,轴肩直径13 mm,搅拌针端部直径3.2 mm。选取4 mm、4.5 mm、5 mm针长搅拌工具,前进侧分别放在底板和盖板进行焊接。焊接参数:旋转速度800 r/min,焊接速度120 mm/min,压入量0.1 mm。

表1 7055-T6铝合金化学成分%
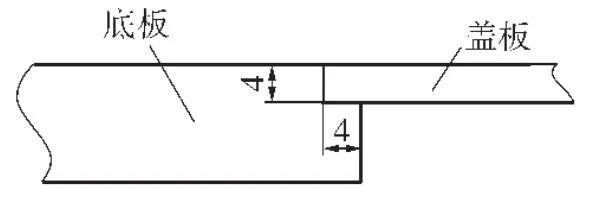
图1 锁底结构示意
焊后制备拉伸试样和金相试样,测试分析焊缝的力学性能和显微组织,锁底接头拉伸试样如图2所示。
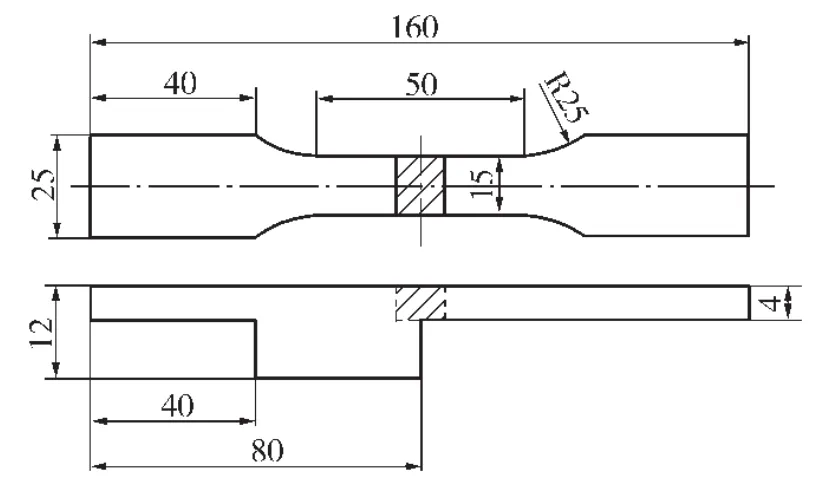
图2 锁底接头拉伸试样
2 试验结果和分析
2.1 接头抗拉强度
试验结果如表2所示。最优焊接参数为:搅拌针长4 mm,前进侧位于底板上的接头抗拉强度最大为424.0 MPa,接头系数0.70。
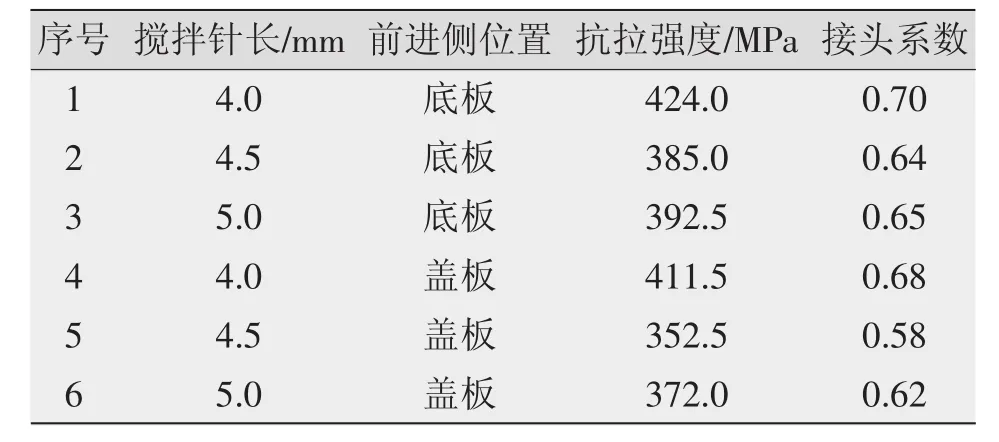
表2 锁底接头试验结果
2.2 接头宏观组织形貌
搅拌摩擦焊焊缝区域一般分为焊核区(WNZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材(BMZ)。锁底接头宏观形貌见图3。可知:(1)焊缝区组织与母材区别明显,且左右不对称,前进侧主要受到剪切作用,相对变形较大,后退侧受到挤压作用,相对变形较小。(2)随着搅拌针长度的增加,焊缝焊透深度增加。
锁底接头由1个对接接头和1/2个搭接接头组成,在搅拌摩擦焊过程中焊缝边缘搭接界面处会发生弯曲变形,即“Hook”缺陷,这是搅拌摩擦焊工艺特点决定的,无法避免。“Hook”缺陷的存在会降低锁底接头的有效承载厚度,从而降低锁底接头的力学性能。

图3 锁底接头宏观形貌
2.3 搅拌针长和前进侧位置对“Hook”缺陷的影响规律
锁底接头中“Hook”缺陷放大25倍形貌如图4所示。由图可知:(1)当搅拌针长度相同时,前进侧位于盖板时的搭接界面上翘迁移量均大于其位于底板时。(2)当前进侧位置相同时,随着搅拌针长度的逐渐增加,搭接界面上翘迁移量也在逐渐增加。搭接界面上翘迁移量越小,锁底接头的有效承载厚度越大,其力学性能也较高。因此,前进侧位于底板、搅拌针长度4 mm时,其有效承载厚度最大,力学性 能也越好,与前面力学性能结果一致。

图3 锁底接头“Hook”缺陷
2.4 锁底接头显微硬度
选取搅拌针长4 mm、前进侧位于底板的锁底接头进行显微硬度测试,测量点间距0.5 mm,见图5。

图3 锁底接头“Hook”缺陷
锁底接头中底板母材最高硬度约为168 HV。焊核区硬度约为139HV,高于两侧热机影响区和热影响区,这是焊核区的细晶强化作用所致。距焊核区两侧6 mm区域为热机影响区和热影响区,有不同程度的软化现象,硬度最低值出现在盖板一侧,约为118HV。
3 结论
(1)最优焊接参数为:搅拌针长4 mm,前进侧位于底板上的锁底接头抗拉强度最大为424.0 MPa,接头系数0.70。
(2)焊缝区组织与母材区别明显,且左右不对称;随着搅拌针长度的增加,焊缝焊透深度随之增加。
(3)当搅拌针长度相同时,前进侧位于盖板时的搭接界面上翘迁移量均大于其位于底板时;当前进侧位置相同时,随着搅拌针长度的逐渐增加,搭接界面上翘迁移量也逐渐增加。
(4)焊核区硬度约为139 HV,高于两侧热机影响区和热影响区;硬度最低值约为118 HV,出现在盖板一侧。
[1]潘复生,张丁菲.铝合金及应用[M].北京:化学工业出版社,2006:59-60.
[2]李成功,巫世杰,戴圣龙,等.先进铝合金在航空航天工业中的应用与发展[J].中国有色金属学报,2002,12(1):14-21.
[3]郝云飞,王国庆,厉晓笑,等.焊透深度和前进侧位置对FSW贮箱锁底接头性能的影响[J].宇航材料工艺,2014(6):14-19.
[4]Fersini D,Perondi A.Analysis and modeling of fatifue life of friction stir welded aluminum alloy single-lap joints[J].Engineering Fracture Mechanics,2008(75):790-803.
Effects of friction stir welding parameters on mechanical properties of lock joint
TANG Huawei,ZHANG Dan,FENG Xiaosong,GAO Jiashuang,ZHANG Chunfeng
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
An extensive investigation is carried out on the friction stir welded joints of 7055-T6 aluminum alloy lock with thickness of 4 mm.The effect of the FSW pin length and AS location on the mechanical property and hook defect of lock joints is analyzed.The results show that there is a hook defect on the cover plate side,the migration amount of the hook defect is the main reason for the change of the mechanical properties.The optimal parameters:the pin length is 4 mm,the tensile strength of lock joint in AS location on the base plate is 424.0 MPa,and the strength coefficient of joint is 0.70.
lock joint;7055-T6 aluminum alloy;hook defect;mechanical property
TG453+.9
A
1001-2303(2017)11-0097-03
10.7512/j.issn.1001-2303.2017.11.20
本文参考文献引用格式:汤化伟,张聃,封小松,等.搅拌摩擦焊工艺参数对锁底接头性能的影响[J].电焊机,2017,47(11):97-99.
2017-05-07
上海市优秀技术带头人计划项目(14XD1421600)
汤化伟(1985—),男,工程师,硕士,主要从事铝合金搅拌摩擦焊技术的研究。E-mail:lajiao9@163.com。
猜你喜欢
焊接学报(2022年6期)2022-07-13
中小企业管理与科技(2022年6期)2022-06-14
中国典型病例大全(2022年12期)2022-05-13
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
舰船科学技术(2021年12期)2021-03-29
中南大学学报(自然科学版)(2018年11期)2018-12-07
科技创新与品牌(2017年3期)2017-04-27
焊接(2016年1期)2016-02-27
汽车维护与修理(2015年6期)2015-02-28
