
基于Soildworks动画仿真对DF深孔加工系统的研究
2017-12-15 07:24:53付彦增
河北建筑工程学院学报 2017年3期
陈 龙 付彦增 杨 硕 姜 雪
(河北建筑工程学院机械工程学院,河北 张家口 075000)
基于Soildworks动画仿真对DF深孔加工系统的研究
陈 龙 付彦增 杨 硕 姜 雪
(河北建筑工程学院机械工程学院,河北 张家口 075000)
在机械加工领域中深孔加工约占孔加工量的40%,占有相当重要的地位.随着科学技术的进步,迫使深孔加工成为机械加工的加工难点,我们不仅要解决无法加工新型高强度、高硬度和高价值深孔零件的问题,还要不断提高加工工件在加工深度、加工精度以及加工效率上的要求.因此各行业迫切需要先进的深孔加工技术和深孔加工设备来改变窘迫的现状.
深孔加工;车床改造;DF系统
0 引 言
深孔加工是机械加工中的一道难题,特别是细长孔的加工,由于刀具细长,使刀具暴露出刚度差和强度低的弊端,从而引起刀具偏斜,还由于散热和排屑困难,经常会造成深孔的直径过大,出现锥形的现象,从而使所加工的深孔无法达到加工质量的要求.因此,在缺少深孔加工的专用设备和深孔加工技术的情况下,用普通设备和技术加工深孔,刀具和夹具的设计非常重要.相对于国外,国内缺乏关于深孔加工技术、加工工艺以及深孔加工刀具和装备的基础研究,距离国外技术还有较大差距.
1 深孔加工的类型
1.1 按加工的运动方式分类
第一种是工件旋转,钻头进给.第二种为工件静止,钻头旋转并进给.第三种是工件和钻头按照相反方向旋转,进行深孔加工.
1.2 按排屑方式分类
内排屑方式和外排屑方式,外排屑是切屑从已加工表面和钻杆外壁缝隙中排出,而内排屑是切屑由钻杆内腔排出.国内外普遍采用内排屑的加工方式,因为内排屑的方式不仅能保证加工精度,还不会划伤零件的表面.
2 DF深孔加工的工作原理
DF系统是将切削液从两条路线分别供给授油器和联结器,约2/3的切削液从授油器输入,再由钻杆外壁与已加工孔表面之间的缝隙到达钻头头部,并将切屑从钻杆内部推出;另外1/3的切削液直接从钻杆联结器的负压装置进入钻杆内腔,使钻杆末端具有负压抽吸作用,从而加速钻头内部切屑的运动,达到顺畅排屑的目的.
3 机床改装总体设计
3.1 机床的改装
不改变原机床主运动和进给运动机构,只需在机床刀架的位置安装联接器,将授油器和中心架分别安装在车床内导轨上,不使用原车床油路系统,另行配置油箱和排屑箱,并在授油器和联接器上接冷却润滑油路.
3.2 运动方式的确定
改装后车床的运动方式为工件旋转,刀具进给.
4 深孔加工系统中的装置
4.1 授油器
授油器的功用是正确引导钻头并向切削区供给切削液.(图1)
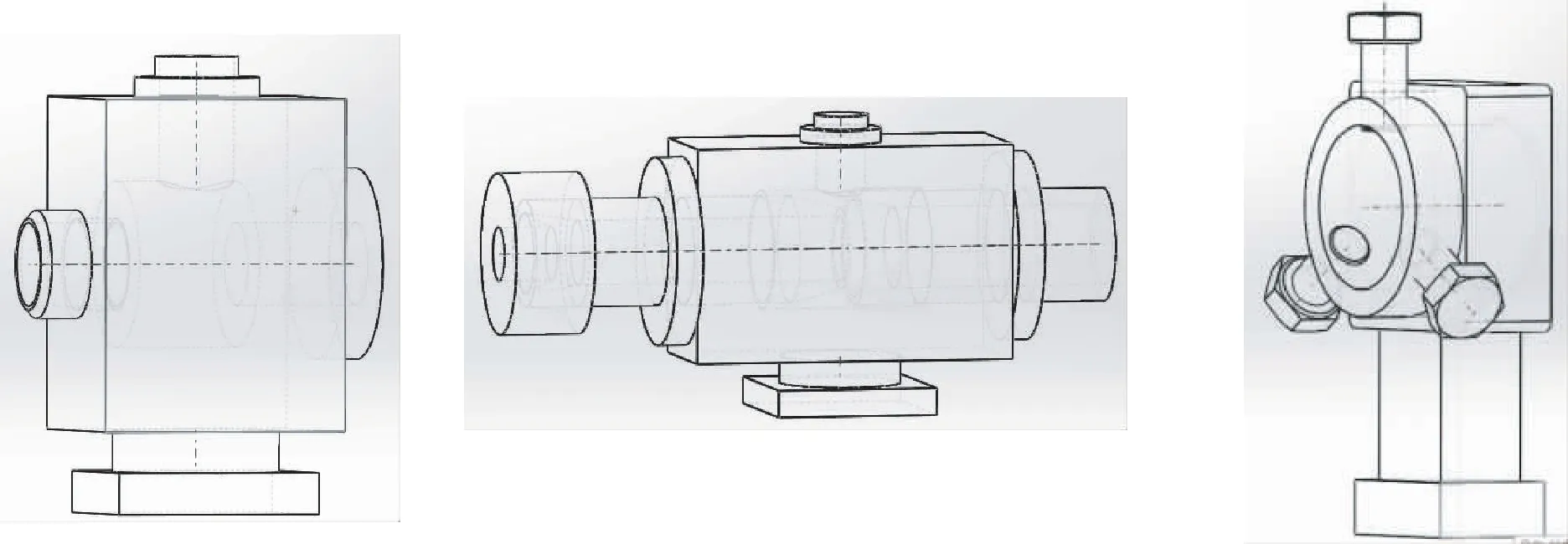
图1授油器图2联接器图3带滚动轴承的中心架
4.2 联接器
联接器的功用是支承钻杆和排屑管.在DF系统中,联接器有负压抽屑装置,用于加速排屑.如图2所示,联接器直接与机床进给系统连接.切削液从进油喷嘴进入,经由前锥套和后锥套组成的锥形间隙射入钻杆内腔,向后喷射,形成负压效应.
4.3 中心架
改装后的中心架的主要功用是支承、扶正旋转的工件,与普通车床中心架的功用相同.加工深孔时应保证工件轴线与主轴轴线共线,因为中心偏斜严重,加工过程中工件会发生扭动,进而从卡盘上掉落,划伤工件表面.
5 DF系统三维模拟与分析
5.1 三维实体设计软件SolidWorks简介
SolidWorks是著名的三维CAD软件开发供应商SolidWorks公司发布的3D机械设计软件,可以最大限度地释放机械、模具、消费品设计师们的创造力,使他们只需花费同类软件所需时间的小部分即可设计出更好、更有吸引力、更有创新力,在市场上受欢迎的产品.
5.2 soildworks模拟和分析
基于上述各个构件的结构与用途,我们可以通过soildworks软件形象的展现出DF系统的三维模型.从左往右依次是中心架、授油器、联接器,它们是DF系统的核心结构,同样也是保证DF系统正常工作的必要构件(图4).

图4 DF系统的三维模型图5 DF系统的工作图
我们可以知道DF系统的各个结构是相辅相成,缺一不可的.依据各构件的功用,可以发现假设的DF系统正确.为了检验各构件之间是否有干涉现象,我们采取了soildworks的运动学仿真,发现各结构之间并无干涉现象,且各构件之间都能顺利的运动.为了保证DF系统结构的稳定性,我们使用了soildworks软件中的有限元分析,遵循以下步骤:创建算例、应用材料、添加约束、施加载荷、划分网格、运行分析和分析结果,发现图4工件和钻杆受力稳定,工件不会折弯,钻杆不会折断.因此,我们采用此图结构.(注:本图只表现出核心构件)
6 深孔加工系统中油路的设计
目前常用的内排屑深孔钻系统DF系统.其油路原理是:从油泵输出的切削液分为两路,一路直接由授油器进入,通过钻杆外壁与已加工孔表面之间的间隙到达切削区,并将切屑从钻杆内部推出;另一路从联接器,产生一定的负压,将切削区的切削液和切屑向后抽吸,促使切屑顺利排出.DF系统油路原理如图6:
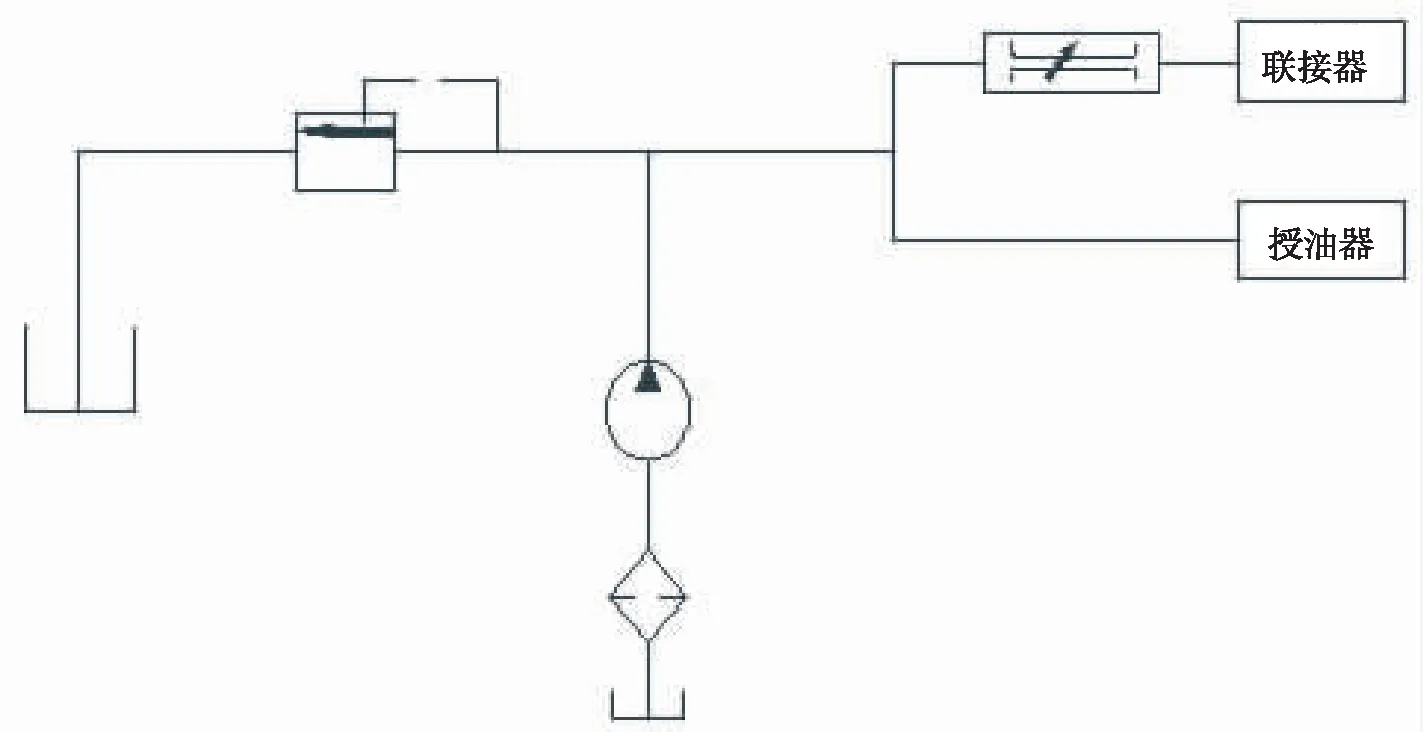
图6 DF系统油路原理图
7 结 论
通过对普通车床的改造,使其具备内排屑深孔钻削功能,同时也使我们对机床和深孔加工技术有了更深刻的理解.本设计是在BTA内排屑深孔加工系统的基础上加以创新,建立了DF系统的负压抽屑装置结构,实现了在不使用大量切削液的前提下,既保证良好的排屑和润滑冷却能力,又能降低能耗,减少资源浪费和对环境的污染.相比于枪钻,DF系统灵活多变,可以更换不同的DF钻头,做到一杆多用,并且其内排屑性能好,加工质量要优于枪钻.相比于BTA钻削系统,DF系统独特的负压抽屑装置,使得在加工20毫米以下深孔时更具有优势,排屑顺畅,更不易划伤工件内壁.虽然DF系统拥有不少优势,但是目前DF深孔加工技术还不够成熟,缺乏对影响其工作的主要参数的研究,而且未能设计出功能完善,适用性更强的抽屑器.因此,我们要研究并改进DF系统,使之走向成熟化.
[1]樊铁镔. 深孔加工技术综述[J].工具技术,1994,(05)
[2] 叶伟昌. 精密小孔机械加工的新进展[J].江苏机械,1985,(06)
[3] 张银东,吴伏家. 深孔加工技术在管制造业中的扩展应用[J].机械管理开发,2004,(03)
[4] 刘运敏. 深孔加工技术浅谈[J].洪都科技,1989,(03)
[5] 张斌. 深孔加工的几种工艺方法[J].机械工人.冷加工,2004,(03)
ResearchonDFdeepholemachiningsystembasedonResearchonDFDeep-holeMachiningSystemBasedontheSoildworksAnimationSimulation
CHENLong,FUYan-zeng,YANGShuo,JIANGXue
(Hebei Institute of Architecture and Civil Engineering,Zhangjiakou,Hebei 075000)
In the field of mechanical processing,deep-hole processing accounts for about 40% of the hole processing,which occupies a very important position.With the progress of science and technology,deep-hole processing has been forced to become the difficult point of machining processing.We should not only solve the incapability of processing the new-type deep-hole parts of high strength,high hardness and high value,but also continuously improve the requirements of workpiece processing for machining depth,precision and efficiency.Therefore,different industries have the urgent needs for advanced deep-hole processing technology and equipment to change the embarrassing status quo.
deep-hole machining;lathe reconstruction;DF system
2016-12-23
河北建筑工程学院基金项目,项目编号:Y201401
陈龙(1988-),男,实验师,学士,从事机械设计制造及其自动化研究.
10.3969/j.issn.1008-4185.2017.03.026
TH12
A
猜你喜欢
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
水电站设计(2020年4期)2020-07-16 08:23:40
水电站机电技术(2018年5期)2018-05-25 07:04:42
电站辅机(2016年4期)2016-05-17 03:52:41
水电站机电技术(2016年1期)2016-02-28 14:21:51
科技视界(2015年27期)2015-10-08 14:50:16
综合智慧能源(2015年7期)2015-06-06 11:40:59
制造技术与机床(2015年10期)2015-04-09 07:06:06
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:59
