
基于线阵CCD对钢珠的测量及筛选方法
2017-12-02 03:14:46李和仙
山西大同大学学报(自然科学版) 2017年5期
李和仙
(闽南理工学院,福建石狮362700)
基于线阵CCD对钢珠的测量及筛选方法
李和仙
(闽南理工学院,福建石狮362700)
针对钢珠的大小和椭圆度进行非接触测量筛选的难题,提出了一种采用CCD光电传感器进行测量及筛选的方法。主要是采用两只分别安装在轨道两侧并且相互垂直的线阵CCD相机,通过远心照明光源对钢球在CCD中被挡光部分的像元个数的计数,经单片机完成同步采集工作,再通过电磁铁将符合直径要求的钢球筛选出来。技术特点是精度高、非接触测量、便携灵活。
线阵CCD;光电传感器;非接触测量;筛选
随着社会的进步和发展,日新月异的测量技术促进社会生产力与科学技术的迅速发展,测量技术是在各行各业加工工人都必须掌握的技术[1]。钢球在许多工业部门使用历史悠久,可以说有转动的地方大部分都有钢球的存在,钢珠的大小和椭圆度的测量技术至关重要。本文提出利用光学系统非接触测量手段的测量技术,对在生产线上刚生产出来的钢球逐一检测大小、椭圆度,并利用单片机控制阀门分选出合格与不合格的钢珠。
1 检测信号的提取
钢球大小、椭圆度检测是钢球加工过程中不可缺少的过程,其检测的基本原理,见图1[2]。由远心照明灯(图中1、6)发出的一组平行光(图中2、7)入射到被测件面(图中3、8)上,设平行光与被测件面法线夹角为45°,成像物镜(图中4、9)的光轴与远心照明灯同轴,且与被测件面法线夹角也为45°,即线阵CCD(图中5、10相互垂直)的像平面平行于入射光线。
我们知道,从图像传感器(面阵或线阵)得到的视频信号是一个模拟信号,为了使复杂的图形、文字、物体轮廓边缘等信号简单化易识别,需要把图形或信号二值化,方便再作进一步处理[3]。其中每一个像元对应的信号大小都反映了该像元上光强的大小,可以是连续变化的。但在对钢珠逐一检测大小、椭圆度应用中,我们关心的只是对象的轮廓或边沿信息,比如在测量球的尺寸时,我们只需要知道通过圆心的两个端面所在位置就行了,这时为了便于计算机对数据进行存储、处理和辨认,我们常常将信号二值化,见图2。
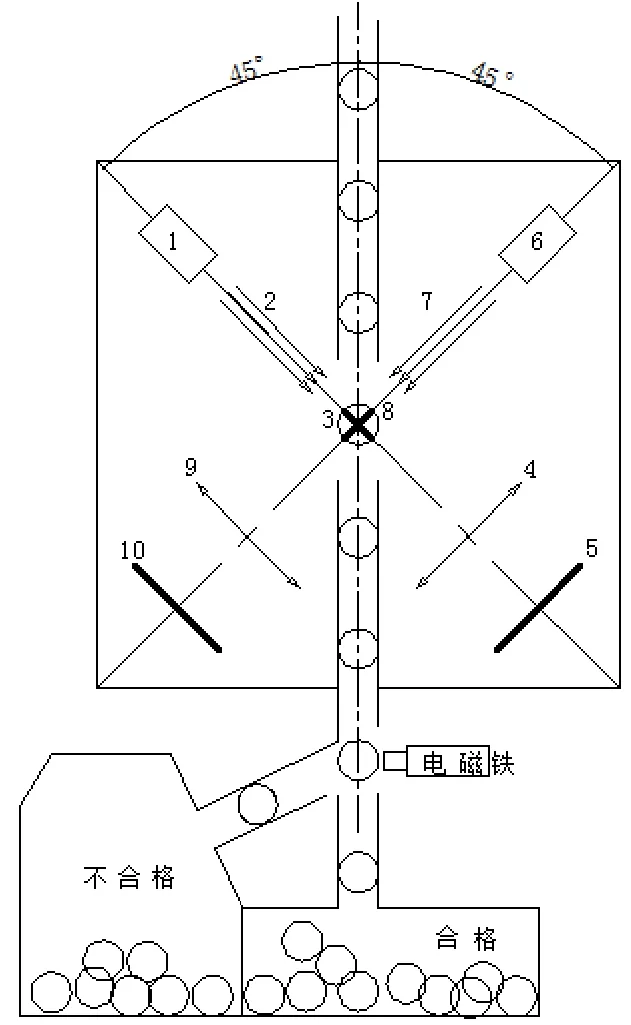
图1 检测原理图
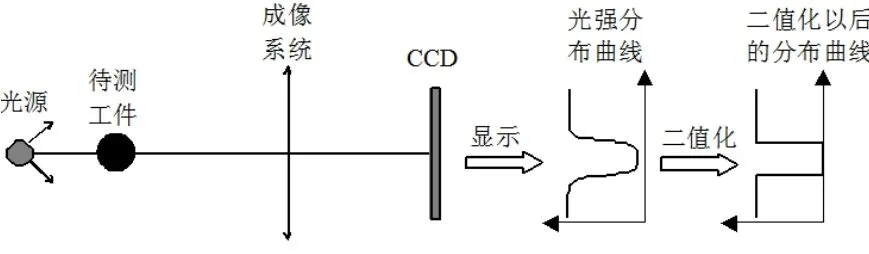
图2 钢球尺寸测量的二值化
被测对象自由下落时,在两个CCD上得到的视频信号,见图3(a)。由于物体像的存在使视频信号相应位置凹下去,显然对于两个CCD,这个位置是不完全一样的,并且这个位置的差越大,说明物体的椭圆度越大。为了求出这个位置差,我们首先要对视频信号进行二值化处理,见图3(b)。

图3 视频信号及二值化
2 钢珠直径、椭圆度的测量过程
钢珠直径、椭圆度的测量原理方框图,见图4。由“同步驱动器”产生线阵CCD所需要的各种脉冲,例如SH、CR1、CR2、RS、CP、SP等,再经相机内的驱动器供给线阵CCD[4]。CCD通过光学成像系统采集到的钢球直径大小变换成线阵CCD输出的“时序信号”,经放大器放大后送入“二值化数据采集系统”,将钢球直径大小变换成二值化方波,再经过低通滤波送入“硬件二值化”的二值化数据采集器形成二值化数据,再由单片机采集并存储,最后通过电磁铁将符合要求的钢珠筛选出来。

图4 测量原理方框图
3 二值化数据处理
假设要测的是生产线上待测钢球的直径,其尺寸大小在5 cm左右,希望实现实时检测。对于100 mm以内的尺寸测量,利用光学系统成像的方法比较适合。如图2所示钢珠的像由图像传感器CCD接收,通过调节成像系统和光路改变像的大小,以满足CCD接收和处理。如果能够测出CCD上像的大小L′,则物体的实际尺寸L为:
这里β为光学系统的放大倍数,其值可通过对已知尺寸的标准工件测量得出。
下面我们来看下测出像的尺寸L'值的方法[5]。由于CCD的功能是将其上的光强分布转化为串行输出的视频信号,再由电路处理并送到显示器显示,所以对于图2所示,CCD上对应工件像的这一部分对应的信号值应该比其他部分小。由于光学系统、CCD器件都有一定的调制传递函数(即对于不同的空间频率分量系统对调制度的影响是不一样的),另外光源、工件边沿并非都是理想的,还有噪声、环境起伏、CCD窗口等因素的影响,使得实际得到的光强分布曲线并非一个理想的矩形信号,而是如图2所示,在像的边沿处有一定的过渡,另外还伴随一定的噪声起伏。因此,二值化数据处理的具体做法是设定一个标准值(介于视频信号的最大值和最小值之间)作为阈值,当视频信号大于阈值时,令视频信号的值为1,当视频信号小于阈值时,令视频信号的值为0。假设确定一个阈值V0,以阈值V0为标准进行二值化处理(如图2),即大于阈值的信号我们都赋值为1,小于阈值的信号我们都赋值为0。这样像的尺寸L′为:
其中,N是二值化后值为1的像素的个数;d是单个像素所占的尺寸大小。
二值化以后的信号使计算机进一步处理更为方便,这样可以很容易求得两个CCD凹处间的距离差即椭圆度。假设n3、n4是CCD1凹处的前后边沿对应的像元序号,n1、n2是CCD2凹处的前后边沿对应的像元序号,CCD像元的尺寸距为l0,由图3(b)知,两个CCD凹处中心的距离差d为:

4 单片机的判别与筛选
单片机判别流程图,见图5,锁存器通过单片机发送DUA和DUB信号来读取锁存器锁存的数据,即图6中每个坐标系横坐标所对应的时钟脉冲个数(像元数)[6]。单片机在每一个FC周期中读取的像元数是不同的,其值的变化规律是由小到大再由大到小,其中对应的变化最大的值为小球的直径。假设初始化d0为零,单片机读入的信号为d,之后对d0和d进行比较差值为d1、d2(即d1=d-d0),当d1、d2值为最大时,将d1、d2保存为小球的直径值;比较判断最大直径值是不是在合格直径允许的公差带(A~B)范围内,若不在合格值范围内直接启动电磁铁将其分选到不合格箱内;若在合格值范围内,不启动电磁铁接着比较判断相互垂直的最大直径差值c是不是在合格的公差带(E~F)范围内,若不在范围内直接启动电磁铁将其分选掉到不合格箱内,若合格将其分选到合格箱内(如图1),结束一个钢珠的周期判别与筛选。
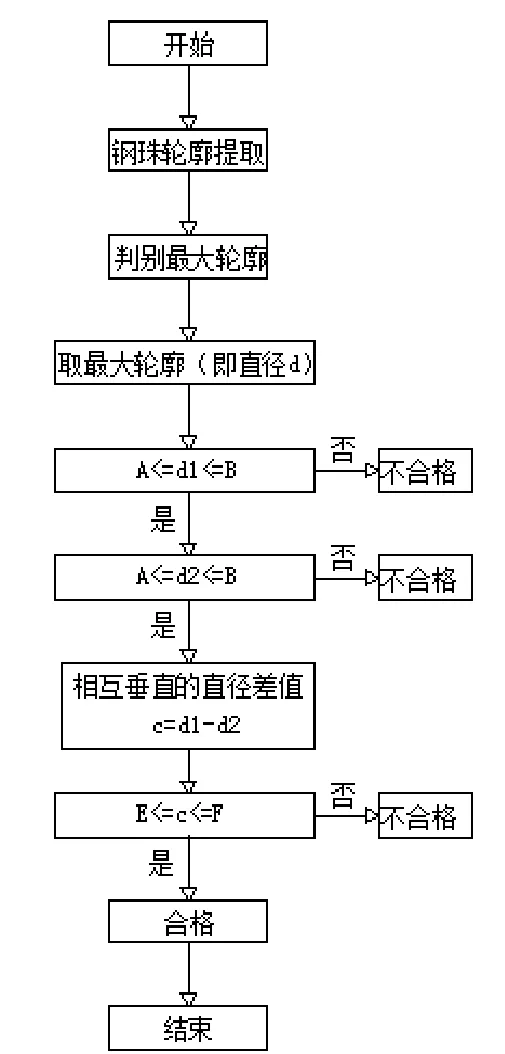
图5 单片机判别流程图
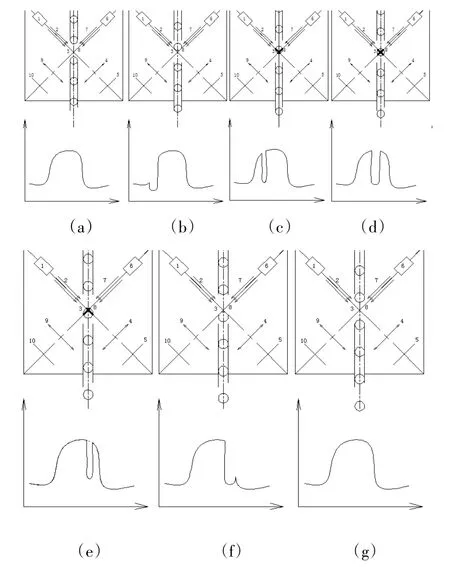
图6 时钟脉冲个数(像元数)的变化规律图
5 结束语
利用非接触式测量技术,有效地保护工件表面光洁度,提高检测效率,对现代测量系统的设计开发具有一定的参考价值。
[1]刘霞.论非接触测量技术应用在机械检测上的必要性[J].包钢科技,2012,38(5):60-62.
[2]汪涛,李冬梅,李现华,等.CCD多功能实验仪的设计与应用[J].物理实验,2006,26(3):8-10.
[3]张红娜,王祁.图像测量技术及其应用[J].电测与仪表,2003,40(7):19-21,36.
[4]王庆有.图像传感器应用技术[M].2版.北京:电子工业出版社,2013.
[5]王庆有.电信息综合实验与设计教程[M].北京:电子工业出版社,2010.
[6]高玉芹.单片机原理与应用及C51编程技术[M].北京:机械工业出版社,2013.
〔责任编辑 王东〕
Measuring and Screening Methods of Steel Ball Based on the Linear CCD
LI He-xian
(Minnan University of Science and Technology,Shishi Fujian,362700)
According to the size of the steel ball and no contact measuring ovality selection problem,this paper proposes a CCD photoelectric sensor for measurement and selection methods.We mainly adopt two respectively installed in orbit and perpendicular lin⁃ear CCD camera on both sides,by far the lighting source of steel ball in the CCD light blocking part of the number of pixels,count,com⁃plete synchronization acquisition by the single chip microcomputer,again through the electromagnet to meet the requirements of the di⁃ameter of steel ball filter out.Its technical features are:high precision,non-contact measurement,portable and flexible.
linear CCD;photoelectric sensor;non-contact measurement;screening
TH741
A
1674-0874(2017)05-0066-03
2017-05-20
李和仙(1984-),女,福建建瓯人,实验师,高级技师,研究方向:机器视觉技术。
猜你喜欢
机床与液压(2022年10期)2022-09-20 01:57:46
昆钢科技(2021年2期)2021-07-22 07:46:54
哈尔滨轴承(2020年4期)2020-03-17 08:13:52
家庭影院技术(2018年6期)2018-07-17 06:10:06
设备管理与维修(2018年2期)2018-02-09 08:34:44
发明与创新·小学生(2018年1期)2018-02-02 08:54:26
发明与创新(2018年3期)2018-01-24 02:52:23
电脑知识与技术(2017年27期)2017-11-20 12:10:09
卫星电视与宽带多媒体(2013年17期)2013-10-21 01:40:28
轴承(2010年2期)2010-07-28 02:26:00
