高精度柱面镜加工技术研究
2017-11-29 03:03张馨心贾宗合付秀华
长春理工大学学报(自然科学版) 2017年5期
张馨心,贾宗合,付秀华
(长春理工大学 光电工程学院,长春 130022)
高精度柱面镜加工技术研究
张馨心,贾宗合,付秀华
(长春理工大学 光电工程学院,长春 130022)
光学柱面镜在强激光系统和同步辐射光束中有着广泛的应用,对柱面镜的精度要求也越来越高。采用传统光学表面成型技术与数控加工设备相结合的工艺方法对柱面镜进行加工。根据精磨时工件表面粗糙度与材料去除率随研磨时间的变化规律,确定了最佳的研磨时间,并通过对研磨液在不同浓度、温度时材料去除率的研究,优化了抛光的工艺参数。通过反复的加工和检测分析,得到满足光学系统要求的柱面镜,经过轮廓仪检测,柱面透镜能够达到PV≤0.1358μm。
柱面透镜;面形精度;柱面研磨;母线
光学元件的用途在不断拓展,普通的球面和平面镜不能满足光学成像的需求,柱面镜作为非球面透镜中的特例,其与子午、弧矢截面的交线分别为两圆弧的交线与两平行的直线,两截面成像性质若分别用球面系统来描述,则一个截面有光焦度,而另一截面是无光焦度的,因此具有特殊光学性能的柱面元件与球面元件相比有着无可比拟的优势,更多的应用在军用及民用的领域中。因此,近年来柱面元件的加工制造技术也受到了越来越多的关注。
本文针对柱面镜工艺复杂、高精度难加工、检测难度大等特点,采用传统加工方法与数控多轴机床加工相结合的方法,通过先进的光学检测设备进行检测,从而获得高精度的柱面镜。
1 柱面镜的技术参数与实验设备
1.1 柱面镜的技术参数
柱面镜的技术参数如表1所示。
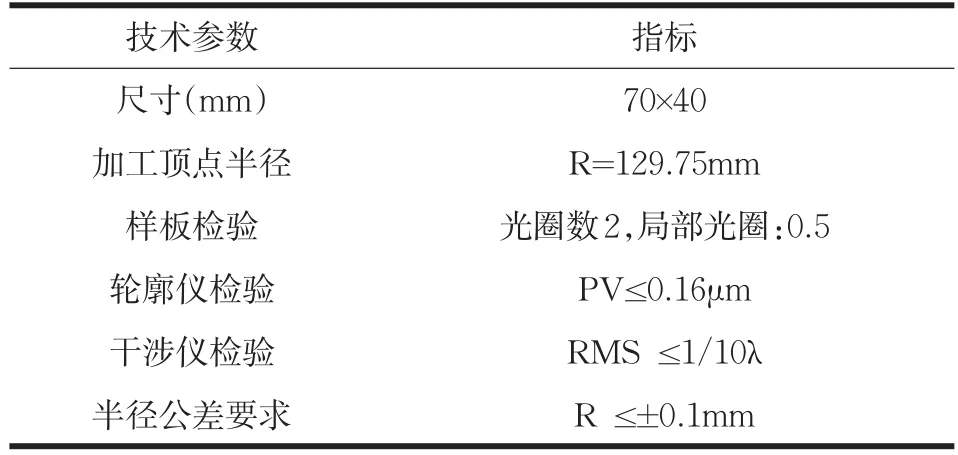
表1 柱面镜的技术参数
1.2 柱面镜加工原理
光学元件从毛坯到透明的光学表面,需要经过三大基本工序[1]:粗磨、精磨和抛光。在加工过程中需要对各步骤进行严格的控制,才能保证工件达到面型高精度的要求。
柱面镜的加工受到多个因素的影响,在加工的过程中,工件在单位时间内的去除量可以用Preston方程[1]描述,即加工时材料的去除量与该接触点的压强、相对线速度以及停留时间成正比:

式中,Δz为工件去除量;v为磨粒与工件的相对速度;p为磨粒与工件的相对压力;k为Preston常数。
在Preston方程中,将磨料本身的特性、工件本身的特性、磨料与工件发生作用时的因数等归为常数k,主要包含以下因素:
(1)在加工过程中的磨料与工件的相互作用。当把被加工区域近似缩小到一点时,可以认为磨粒与工件的作用参数是常数。其中磨粒与工件撞击时的角度对加工效果影响最大,当磨粒与加工表面垂直或水平撞击时,加工效果最差。因此,Preston系数K1可以表示为:
式中,f(θ)是磨粒与工件碰撞角度θ的函数。依据上文分析,可以将f(θ)简化为常数,即:
(2)磨粒与工件的特性,包括磨料颗粒的大小和硬度以及被加工工件的硬度等。当磨料颗粒的硬度远大于被加工工件的硬度时,工件表面为软性表面,此时的磨削效果好;而当被加工工件的硬度大于磨料颗粒硬度时,磨削效果差[2-4]。引入硬度比Ka,Ka为磨粒硬度Hf与被加工工件硬度Hp的比值,即
2 柱面镜加工工艺的研究
2.1 柱面镜的粗磨
粗磨是将毛坯加工成具有一定几何形状、尺寸精度和表面粗糙度的工序[5]。目前常用的粗磨方法分为传统的手工操作和金刚石磨具的铣削加工,金刚石磨具的铣削工艺虽然机械化程度高,但在加工过程中无法达到传统的手工操作对柱面镜的精度控制,传统工艺技术成熟,可以更好的控制柱面偏心误差、柱面曲率半径和表面粗糙度[6],故本文选用传统工艺对柱面镜进行粗磨。
采用DIFFSYS Version软件进行模拟仿真,得到柱面镜加工的起始数据,通过粗磨后柱面面型整体呈现中心高,边缘低的倒V字形,与理想形状一致,研磨后的实际精度为9.23μm,满足要求,如图1所示。
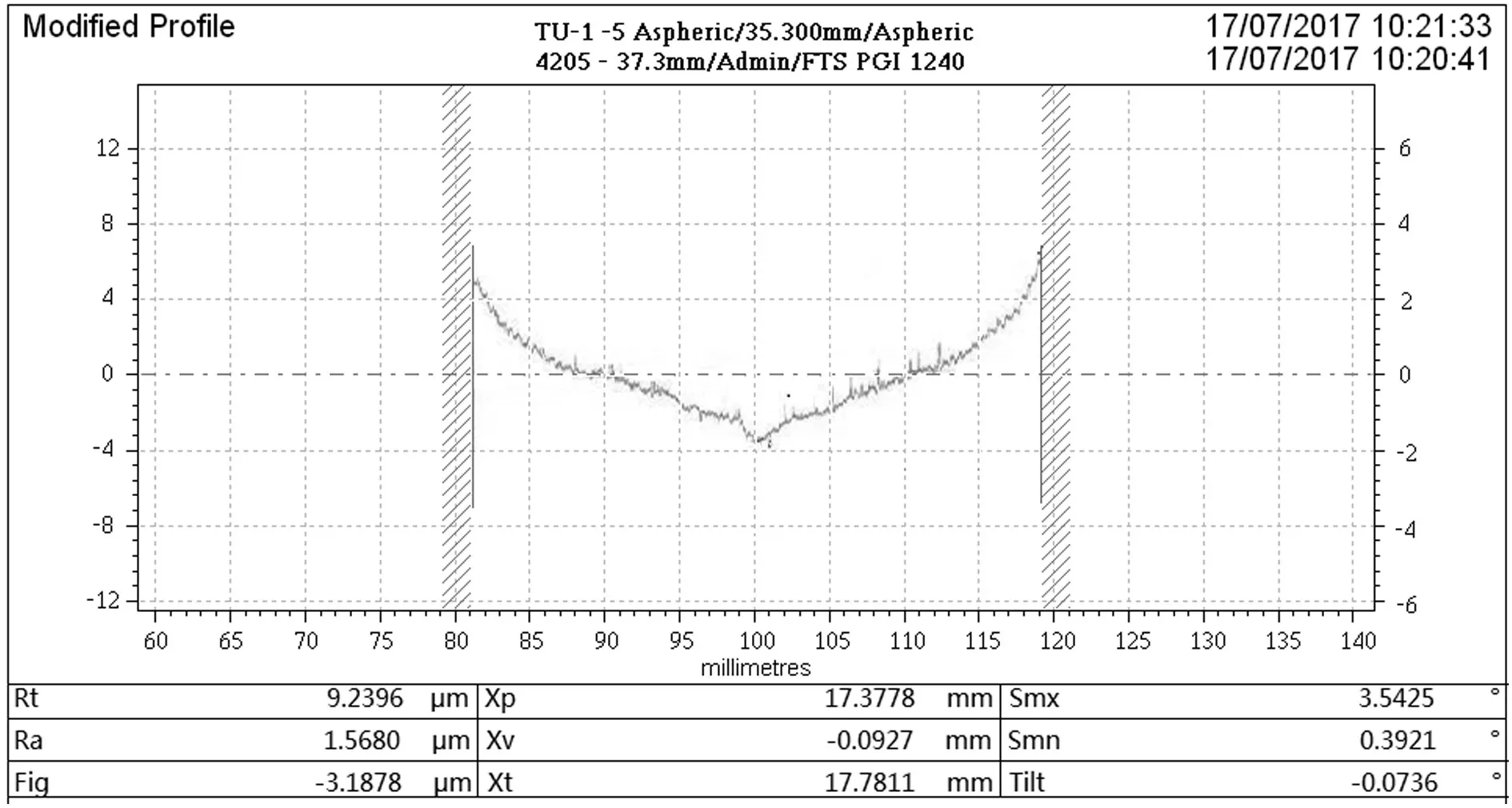
图1 粗磨后面形图
2.2 柱面镜的精磨
精磨是为了保证柱面镜在抛光前的面型精度、尺寸精度和表面粗糙度[5],因此精磨对抛光的影响是非常重要的。
本文选择ASM100CNC数控铣磨机对工件进行精磨,采用双轴平行蝶形砂轮进行磨削加工,在加工过程中研磨时间的把握十分重要,研磨时间过短,工件表面的粗糙度无法得到保障,放置时间过长,降低了工件的加工效率,同时加大了砂轮的损耗[7]。在实验过程,对研磨时间为 50s、100s、300s、500s、1000s的实验结果测试并分析,如图2所示。
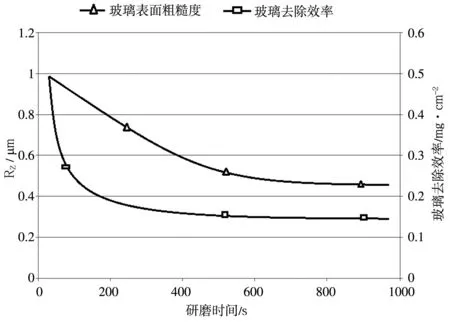
图2 工件表面粗糙度和去除效率与研磨时间关系图
由图可知:随着研磨时间的增加,表面粗糙度逐渐变小,最后达到一定值;去除效率随着研磨时间逐渐降低。通过实验得到研磨时间为600s时,精磨效果最佳,精磨的工件表面精度为1.9101μm。观察铣磨后零件无划痕,表面粗糙度达到要求,如图3所示。

图3 精磨后面形图
2.3 抛光液的研究
抛光是得到光学表面最重要的步骤,在抛光过程中,抛光液的选择是至关重要的,根据光学玻璃的属性选择合适的抛光液,才能在抛光过程中达到事半功倍的效果[8]。根据材料性质,本文选用法国CEROX 1663氧化铈抛光粉,属于立方晶系的一种,颗粒外形为多边形,棱角分明,抛光能力强而且污染小。在抛光过程中要严格控制抛光液的温度和浓度。
(1)抛光液温度
抛光液温度对抛光效率的影响十分重要,温度过低会影响抛光液分子中的活化能,反之则使抛光液挥发过快,同时过高的温度会对工件的面型造成影响。抛光液在不同温度下的去除效率如图4所示。
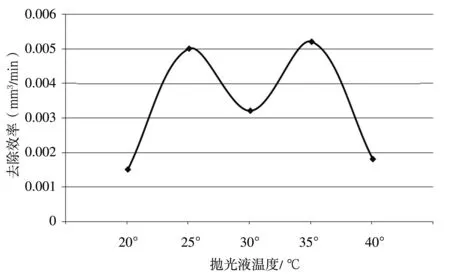
图4 抛光液在不同温度下去除率对比
由图4可知,抛光液在35℃时去除效率达到峰值,温度继续升高去除效率下降,所以抛光温度控制在35℃。
(2)抛光液浓度
抛光液浓度影响工件的抛光效率,通过对5%、10%、20%浓度的抛光液进行实验分析,实验结果如图5所示。
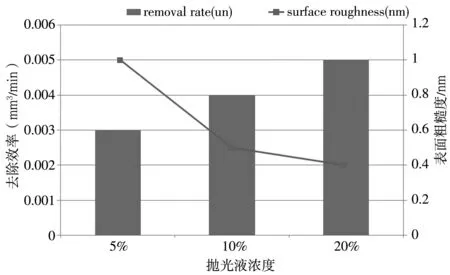
图5 抛光液在不同浓度去除率对比
由图5可知抛光液浓度为5%时,表面粗糙度较高且去除效率低。当浓度为20%时,去除效率升高且表面粗糙度下降,这是由于浓度升高时,抛光液中的有效磨粒增多,抛光粉粒子与工件更多接触,抛光效率提升并且粗糙度下降。但过高的浓度反而会对抛光效率和表面粗糙度起反作用。
2.4 柱面镜抛光工艺的研究
柱面镜加工存在工艺复杂、加工难、检测难度高等问题。柱面镜的母线平行度偏差和面型的光圈数是衡量柱面镜精度的重要参数[9],也是加工过程中最难控制的参数,传统抛光方法多采用散料磨粒研磨或者金刚石铣磨的方法,在加工过程中难以保证母线的平行度,本文在加工过程中通过对抛光模、摆幅与台面行程、外部压力等参数的调整,实现对母线平行度偏差和光圈数的控制。
(1)抛光模的修正
抛光模的修改,主要是根据柱面镜母线、光圈的误差,在抛光模适当的部位选择性修刮、开槽。沟槽的深浅程度,主要根据母线、光圈误差的大小进行调整。
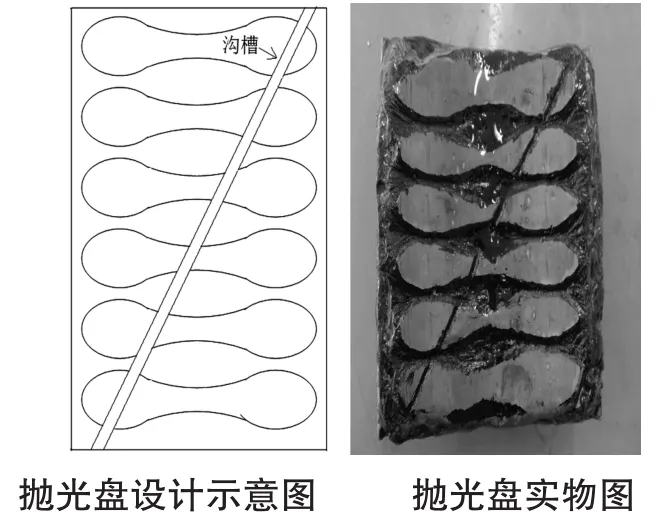
图6 柱面镜抛光盘示意图
在修改母线、光圈的过程中,抛光盘的胶层厚度需要达到既耐用同时保证工艺要求,胶层过厚会导致胶盘的弹性增大,通过实验,抛光胶层厚度最好控制在3毫米左右比较合适。另外,在抛光过程中,抛光盘经过不断地修刮、开槽,会使胶层逐渐地减薄,当厚度减到1毫米以下,并且零件表面光洁度又显著下降时,说明抛光盘的胶层过薄,需要重新修正模具。经过抛光实验,根据面型修正规律设计了抛光模的面型,如图6所示。
(2)摆幅与行程对面型和母线的影响
通过调节抛光机的摆幅大小与台面行程的尺寸对柱面透镜的母线、光圈进行修正。本文所用的工件面型是凹面状,工件应该摆放在磨盘上方,即工件在磨盘上面时,当增大摆幅,工件中心去除量增加,减少摆幅,工件边缘去除量多,从而可以修正凹柱面镜的面型。当工件行程加长后,工件中心去除量多;当行程减短后,工件边缘去除量多[10-11]。
3 测试结果
本文采用泰勒—霍普森PGI-1240型号非球面轮廓检测仪。通过人工手抛的方式对工件进行预抛光,然后通过控制工件压力,使工件在预抛光完成后面型收敛较快。使用轮廓仪对最终面型测试,结果如图7所示。
元件最终面型精度PV值为0.1358μm,半径值为129.7108。光洁度为Ⅲ级,各项数据均达到元件使用要求。零件下盘后干涉仪检测值为0.565λ,RMS值为0.069λ同样满足使用要求。ZYGO干涉图如图8所示。
4 结论
柱面镜的应用十分广泛,但传统加工方法存在加工效率低、次品率高、面型控制难度高等缺点,本文通过对光学玻璃柱面镜加工工艺进行研究,在大量工艺实验的基础上,研究并优化了柱面镜的加工工艺。通过轮廓仪检测,不断的反馈并多次改进加工工艺,抛光过程中可以随时修改抛光盘,加工出的零件PV值和RMS值较小,大大提高零件精度。从而获得高精度的面型精度和表面质量,使其应用在光学系统中,大大提高了光学系统成像质量。随着柱面元件的广泛应用,柱面镜加工成为各国关注的核心技术之一,优化工艺流程、改善面形精度、缩短加工时间、提高生产效率是柱面加工产业所要发展的方向。
[1]蔡立,耿素杰,付秀华.光学零件加工技术[M].北京:兵器工业出版社,2006:70-74.
[1]刘冬梅,郑爽,付秀华,等.高精度小口径非球面加工工艺研究[J].长春理工大学学报:自然科学版,2013,36(Z1):24-27.
[2]赵爽,付秀华,贾宗合.单晶硅柱面反射镜的加工与检测[J].长春理工大学学报:自然科学版,2013,36(Z2):98-100.
[3]李国,董申,张景和,等.大型非球曲面超精密复合加工机床[J].纳米技术与精密工程,2006,4(1):75-78.
[4]张学军,张云峰,余景池,等.FSGJ-1非球面自动加工及在线检测系统[J].光学精密工程,1997,4(2):71-77.
[5]谢影,付秀华,贾宗合,等.高次非球面微晶玻璃元件的抛光工艺研究[J].长春理工大学学报:自然科学版,2012,35(4):34-37.
[6]张彦超,付秀华,贾宗合,等.非球面制造中的加工误差修正补偿[J].长春理工大学学报:自然科学版,2015,38(1):13-16+20.
[7]付秀华,叶斯哲,贾宗合,等.非球面反馈补偿铣磨抛光及工艺参数优化[J].长春理工大学学报:自然科学版,2013,36(Z2):9-12.
[8]刘建河,王黎明.固着磨料高速研磨的关键技术研究[J].长春理工大学学报:自然科学版,2012,35(4):84-90.
[9]Sreenivasan V,Ve Ramesh S,George Ronnie,et al.Frosted cylindrical lens induced artefact on Humphrey automated perimetry[J].Clinical and Experimental Optometry,2006,89(1):26-29.
[10]Paul R.Yoder,Jr.Opto-mechanical systems design,third edition[M].Taylor and Francis,2005:70-90.
[11]Abouelatta O B,Madl J.Surface roughness prediction based on cutting parameters and tool vibrations in turning operations[J].Journal of materials processing technology,2001,118(6):269-277.
Research on Processing Technology of High Precision Cylindrical Lens
ZHANG Xinxin,JIA Zonghe,FU Xiuhua
(School of Optoelectronic Engineering,Changchun University of Science and Technology,Changchun 130022)
The optical cylindrical lens has a wide range of application in the high power laser system and the synchrotron radiation.Furthermore the accuracy of cylindrical lens will need to be high.The cylindrical lens is machined by the surface molding technology of traditional optics and CNC machining equipment.During the change of surface roughness of the parts and the removal rate of material,we have no doubts what our optimal grinding time is.Furthermore,we base material removal rate of grinding fluid on different temperature and concentration,and the polishing parameters are optimized.According to repeatedly comparison and inspection analysis,we get the cylindrical lens that satisfies the requirements of optical system.Moreover,after contourgraph detection,the cylindrical lens is able to reach Rt≤0.1358μm
cylindrical lenses;surface accuracy;cylindrical grinding;generating line
TH706
A
1672-9870(2017)05-0021-04
2017-09-25
张馨心(1992-),女,硕士研究生,E-mail:645887767@qq.com
付秀华(1963-),女,博士,教授,E-mail:goptlcs@126.com
猜你喜欢
表面技术(2022年12期)2023-01-09
太原理工大学学报(2022年3期)2022-05-24
通信电源技术(2022年23期)2022-02-20
中国机械工程(2022年2期)2022-01-27
表面工程与再制造(2019年3期)2019-09-18
现代计算机(2019年11期)2019-05-27
邵阳学院学报(自然科学版)(2019年3期)2019-05-04
中原工学院学报(2019年1期)2019-03-15
河南科技(2018年7期)2018-09-10
制造技术与机床(2017年4期)2017-06-22