新氢压缩机低排量工况下提高易损件使用寿命的方法①
2017-11-24 09:23孟庆宇王建锃
化工机械 2017年5期
孟庆宇 王建锃 张 萌
(大庆炼化公司炼油一厂)
新氢压缩机低排量工况下提高易损件使用寿命的方法①
孟庆宇 王建锃 张 萌
(大庆炼化公司炼油一厂)
为了提高大型往复式压缩机中易损件的使用寿命,采用优选质量更高、可靠性更强的活塞环、支撑环和改进操作技术双结合的方法。结果表明:此方法确实达到了在低流量工况下保证压缩机机组能够长时间运行的效果。
压缩机 活塞环 支撑环 使用寿命
大庆炼化公司炼油一厂1 700kt/a柴油加氢装置,由于现阶段市场对国Ⅳ柴油的需求量趋于饱和,本装置未进行满负荷生产,因此应用于生产需要的新氢压缩机机组也只能在低于设计流量1/3的工况下运转。压缩机机组在低流量工况下运转时,对压缩机的易损件(活塞环和支撑环)的磨损极大。往复式压缩机通常用支承环减小气缸套磨损,避免活塞与气缸接触带来的损害,一旦支承环严重磨损或断裂很容易发生拉缸乃至活塞杆断裂的恶性事故[1]。针对这一现象,刘智勇等从密封结构设计、材料选取等方面提出了提高活塞环使用寿命的有效方法[2]。由于本机组在特殊工况下工作,既要保证生产运行的需要,又要保证机组的长周期运行,因此笔者从材料的选取和操作方法上进行了分析和研究。
1 易损件在原有操作条件上的使用寿命
为了倡导节能、环保的理念,柴油加氢装置引进了一台四缸三级压缩的MW-28.7/(10-90)-X/1338A型机组,并在进气阀上配备了贺尔碧格无极变量调节器,由于本机组在低流量、入口压力不稳定的工况下工作,无法投用自动控制,因此,日常操作中采用手动控制各级无极变量调节器负荷结合各级出口返回入口线控制阀保持一定开度且固定不动的方式进行调节。以新氢压缩机机组维
持出口排量4 100Nm3/h、出口压力7.2MPa这一工况为例,传统的操作方式为:一级无极变量调节器负荷41%,出口返回入口线控制阀开度38%;二级无极变量调节器负荷39%,出口返回入口线控制阀开度5%;三级无极变量调节器负荷31%,出口返回入口线控制阀开度15%。当装置的操作压力和新氢流量有变化时,再手动调节各级无极变量调节器负荷以满足生产上的需要。三级气缸的活塞直径最小、缸壁最厚、进气量最小,所以三级缸活塞环和支撑环最易磨损。笔者以三级气缸为研究对象,将三级活塞杆下沉位移(位移量不大于0.5mm)在线监测数据列于表1。

表1 三级活塞杆下沉位移在线监测数据
分析表1数据可知:原本使用的由德国贺尔碧格公司生产的活塞环和支撑环在上述操作条件下,当使用至第22天左右时活塞杆的下沉位移较大,平均值已经接近报警值。判断活塞环和支撑环的磨损较大,此时为了防止出现拉缸现象,应及时拆缸检查。通过拆缸检查发现活塞环确实受到较大程度的磨损,已减薄了0.9mm。这种操作方法能够做到满足装置生产的正常需要,也可以在一定程度上节能,但是由于各级气缸的进气量偏低,尤其是二、三级气缸内没有足够的流动气量,无法形成活塞和气缸内壁之间的“气垫”,活塞受到的托举力不足,因此导致活塞下沉过度造成活塞环和支撑环的磨损加剧而无法保证机组的安稳运行。
2 提高易损件使用寿命的方法
2.1优选易损件
优选易损件的实施方案:将原本使用的由贺尔碧格公司生产的活塞环和支撑环替换成由无锡压缩机厂生产的质量更高、可靠性更强的活塞环和支撑环,并在原有操作条件下使用,观察其使用寿命。更换易损件后三级活塞杆下沉位移在线监测数据见表2。

表2 三级活塞杆下沉位移在线监测数据
分析表2数据可知:更换了活塞环和支撑环后,使用寿命确实得到了改善,在原有操作条件不变的情况下,活塞杆下沉位移达到之前同种程度时,使用寿命延长了接近3周左右的时间。同样为防止出现拉缸现象,需要进行拆缸检查。通过实际测量发现,更换易损件后活塞杆下沉位移达到与之前同种程度时,活塞环减薄1.0mm,使用寿命延长3周左右。
这种优化的选择,省时省力、效果极佳,不但延长了机组正常运转的时间,而且节约了活塞环和支撑环的使用成本。可见这些原本被国外垄断的易损件制造行业,如今国产化的产业在逐步兴起,在技术、质量方面毫不逊色。虽然在材料本身的属性和可靠性方面取得了突破,使低流量运转的压缩机易损件的使用寿命得到一定程度的提高,但仍不能满足机组的长时间正常运行,还需要近一步调整操作技术。
2.2调整操作技术
使用高负荷运转、大流量返回的操作技术来提高易损件的使用寿命。针对这一工况,通过观察摸索,可知操作原则是适当提高各级无极变量调节器负荷并保持不变,通过调节各级出口返回入口线控制阀开度的方式来调整机组的工况。同样以新氢压缩机机组维持出口排量4 100Nm3/h、出口压力7.2MPa这一工况为例,新的操作方法为:一级无极变量调节器负荷54%,出口返回入口线控制阀开度60%;二级无极变量调节器负荷58%,出口返回入口线控制阀开度12%;三级无极变量调节器负荷59%,出口返回入口线控制阀开度47%。当装置对操作压力和新氢流量有变化时,再手动调节各级出口返回入口线控制阀开度以满足生产上的需要。在机组采用无锡压缩机厂生产的活塞环和支撑环的前提下,实施这种操作方法后,活塞杆(以三级活塞杆为例)下沉位移在线监测数据见表3。
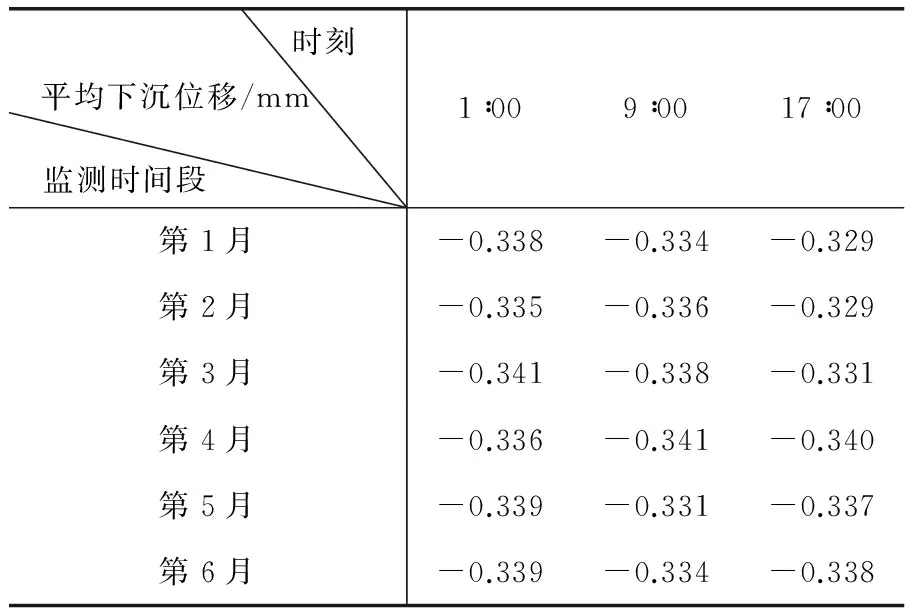
表3 三级活塞杆下沉位移在线监测数据
从表3的数据可以看出,在6个月的时间里,活塞杆的下沉位移状况都处于良好的状态,没有磨损发展的趋势,而且装置在工艺调节方面也不再被新氢压缩机排气量低的问题所困扰,关闭了前期为保证新氢压缩机排量而人为打开的废氢排放线,全天可少排循环氢气24 000Nm3。通过取得的这些成效,可知这种操作方法能够适应并满足装置和新氢压缩机机组长期安稳运行。分析其原因如下:通过提高各级无极变量调节器的负荷,可以提高各级气缸进气量,保证缸体内有充足的气体被做功[3],更好地在活塞环外圆周面与气缸套内壁间形成足够刚度的“气垫”,使活塞获得了一个足够强的向上浮力,减缓活塞环与支撑环的磨损。通过增大返回线的开度,即减小排气管网的压力,又因为缸内气量较大,所以致使活塞对外做功减小,不但减小了气体对活塞环径向和轴向的压力,减轻了活塞环与气缸套内壁和槽壁的磨损,而且通过一段时间的统计可知机组的耗电量没有明显的增加。
3 结束语
针对本机组入口流量低、入口压力波动的工况,结合贺尔碧格的工作原理,采取优选易损件和改进操作技能双结合的创新方法,解决了本机组低流量工况下不能长时间正常运转的这一难题,这一技术的实施,不仅给生产的平稳性带来了福利,而且也节约了劳动成本和材料的使用成本,为今后有同样情况的生产装置提供了宝贵的经验。
[1] 马晋,江志农,高金吉.基于活塞杆轴心位置轨迹的往复压缩机故障诊断技术研究[J].振动工程学报,2012,25(4):453~459.
[2] 刘智勇,戴晓洲,范吉全.提高无油润滑活塞环使用寿命的研究[J].化工机械,1999,26(2):95~96.
[3] 高霞.无极量调节在压缩机中的应用[J].石油化工自动化,2008,44(5):86~88.
孟庆宇(1985-),工程师,从事炼油化工企业设备管理工作,a304673580@163.com。
TQ051.21
B
0254-6094(2017)05-0587-03
2017-03-20,
2017-04-10)
猜你喜欢
宝藏(2020年4期)2020-11-05
大众汽车(2019年9期)2019-11-26
宇航计测技术(2018年3期)2018-09-08
现代制造技术与装备(2015年4期)2015-12-23
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年2期)2014-02-27
汽车与新动力(2013年4期)2013-03-11