食品挤压技术装备及工艺机理研究进展
2017-11-24 06:07张金闯刘红芝石爱民
农业工程学报 2017年14期
张金闯,刘 丽,刘红芝,石爱民,胡 晖,王 强
(中国农业科学院农产品加工研究所/农业部农产品加工综合性重点实验室,北京 100193)
·农产品加工工程·
食品挤压技术装备及工艺机理研究进展
张金闯,刘 丽,刘红芝,石爱民,胡 晖,王 强※
(中国农业科学院农产品加工研究所/农业部农产品加工综合性重点实验室,北京 100193)
以营养、低能耗、快捷为特点的新型食品挤压技术如超临界流体挤压(supercritical fluid extrusion)、双阶或多级挤压、挤压机与3D打印机等设备联用、智能化控制模拟技术受到关注。该文梳理了食品挤压技术装备发展概况;比较了普通低水分和高水分挤压、超临界CO2挤压、双阶或多级挤压以及挤压-3D打印联用等工艺技术的特点;总结了食品挤压能量输入与蛋白构象变化关系机理。结果认为:1)通过改进挤压设备材料和结构及与中近红外设备、流变仪、拉曼光谱仪等设备联用,提高其通用性、可视性和智能性,实现挤压过程全程监控,是今后挤压设备研发的方向。2)控制挤压过程中能量输入方式或大小,是挤压工艺研究要解决的主要问题,也是挤压工艺放大生产的关键点。3)建立挤压能量输入方式或大小、物料组分结构变化及产品品质形成研究体系,研究结果为实现挤压过程中能量输入精准调控提供参考。
挤压;技术;装备;工艺;机理
0 引 言
食品挤压技术集混合、搅拌、破碎、加热、蒸煮、膨化及成型等过程为一体,具有高效率、低能耗,少排放、低成本,高温短时、营养损失小等特点。挤压法生产的组织化植物蛋白具有优良的吸水性和吸油性等功能特性,胆固醇含量为0,可作为肉制品添加物或模拟肉供人们食用[1]。目前国内已有50余家企业从事组织化植物蛋白生产,年销量超过50万t,市场前景良好[2]。此外,食品挤压技术还广泛应用于膨化型休闲食品、谷物早餐、糖果系列产品、改性淀粉以及发酵、制油等工业原料的预处理等[3]。Harper等[4]学者在食品挤压技术方面做了大量研究,并出版了相关著作,为食品挤压技术奠定了良好的设备、工艺等理论基础,但依然不能完全用于指导实际生产。不同设备厂家生产的挤压机千差万别,给后期的研究应用带来了技术难题,研究挤压设备的构造及功能进展,有利于提高挤压设备及配件的通用性,促进挤压设备研发朝着共性方向发展。20世纪90年代以来,人们对挤压机不断改进创新,出现了许多新型挤压技术及新型挤压方法如超临界CO2挤压[5]、双阶或多级挤压[6]、挤压-3D打印联用[7]等。而由于挤压设备研发比较困难,再加上高昂的制造成本,挤压新设备和新方法在食品领域的推广应用还不广泛。阐述新设备或新方法的特点及优势,对提升挤压设备技术研究水平具有重要意义。
不少学者做了挤压工艺研究,其中普通低水分挤压和高水分挤压工艺较为成熟。以挤压组织化植物蛋白为例,大豆蛋白、花生蛋白、面筋蛋白、乳清蛋白等植物蛋白为主要原料,粉碎过筛、蒸汽预热、酸碱调节、添加食品添加剂等为主要预处理手段,喂料速度、机筒温度、水分含量和螺杆转速等挤压参数已得到优化[1,8-9]。在挤压机理方面,能量输入是其本质,但由于挤压过程是温度、剪切力和压力综合作用的结果,导致机理仍不清晰,主流的观点认为,挤压能量的输入使得蛋白质等分子结构发生变化,最后趋于稳定,形成稳定挤出物的纤维结构、色泽等[3,4,9]。而超临界CO2挤压、双阶或多级挤压、挤压-3D打印联用等往往通过改变挤压过程能量的输入,从而影响蛋白等组分结构变化及功能品质的形成,新技术或新方法的工艺机理尚需进一步研究。
本文解析了双螺杆挤压机的构造及功能,梳理了挤压技术及装备发展概况;整理、阐述了普通低水分和高水分挤压、超临界CO2挤压、双阶或多级挤压以及挤压-3D打印联用等工艺技术的研究现状;总结了挤压能量输入与蛋白构象变化关系机理,为食品挤压装备研发及新型挤压技术及新型挤压方法的推广应用提供参考。
1 食品挤压技术装备发展概况
1.1 挤压机的构造及功能
挤压机是食品挤压技术的主要设备,被称为生化反应器,包括柱塞式挤压机、辊式挤压机和螺杆挤压机等。食品工业中使用最广泛的是螺杆挤压机,其中最常见的是单螺杆挤压机和双螺杆挤压机,双螺杆挤压机因其良好的输送、混合性能,相对较高的能量利用效率,受到专家学者和生产商的青睐[10]。
以德国布拉本德集团公司、法国克莱斯特罗集团公司、美国维尔纳-弗莱德尔工业有限公司、美国APV贝克公司等为代表的国际知名挤压机生产商生产的单螺杆和双螺杆挤压机已被广泛应用于植物蛋白挤压组织化、谷物膨化等研究领域[3]。美国Wenger公司、瑞士Buhler 集团公司、济南赛信膨化机械有限公司、济南赛百诺科技开发有限公司、湖南富马科食品工程技术有限公司等生产的挤压机,可经过改造或直接用于组织化/拉丝蛋白或膨化食品生产,国内代表企业有浙江百川地道控股有限公司、山东御馨生物科技有限公司、秦皇岛金海食品工业有限公司、哈高科大豆食品有限责任公司等[2]。图1为德国布拉本德集团公司生产的 DSE-25型双螺杆挤压机的基本构造,包括控制装置、喂料装置、加水装置、挤压装置(机筒、螺杆)、挤出模口以及附带的压力、温度和扭矩传感器等。通过智能化控制装置,可设置机筒温度、物料水分、喂料速度和螺杆转速等基本挤压参数,实时监测挤压过程中压力、扭矩、停留时间分布(residence time distribution)等设备响应参数,也可进行一些数据处理等[10]。喂料装置可分为单螺杆喂料器和双螺杆喂料器 2种,前者容易出现“架桥”现象,适合粒料,而后者喂料稳定、准确,适合粒料和粉料[11]。物料加水一般通过恒流泵、蠕动泵或隔膜泵等辅助完成,进水区温度不宜高于80 ℃[12]。常见的挤压机机筒由5区段、6区段或 8区段金属材料组合而成,机筒温度通过电加热或水浴加热等方式分别控制,主要分为混合区、蒸煮区和冷却成型区[13-15]。螺杆是挤压机的关键部件之一,物料通过它完成输送、混合、剪切、熔融、成型并挤出的过程[4]。螺杆元件在芯轴上的排列与组合被称为螺杆构型,不同螺杆元件具有不同的功能,常见的螺杆元件包括输送元件、啮合元件和齿形元件,如图 2所示[16]。正向螺纹输送元件用于混合和输送;反向螺纹输送元件的输送方向与挤出方向相反,用于形成密封和建立高压;啮合元件具有很强的剪切和混合作用,常见啮合块组合错列角有45°、60°、90° 3种,其中 90°组合剪切强度最大,但其几乎无输送能力;齿形元件主要起搅乱料流、均化和混合作用,使浓度很低的添加剂混合得更均匀[10]。模口也是控制挤出产品质量的关键,不同的模口设计,可获得形状各异的挤出产品,以扁条形和圆柱形常见[4]。
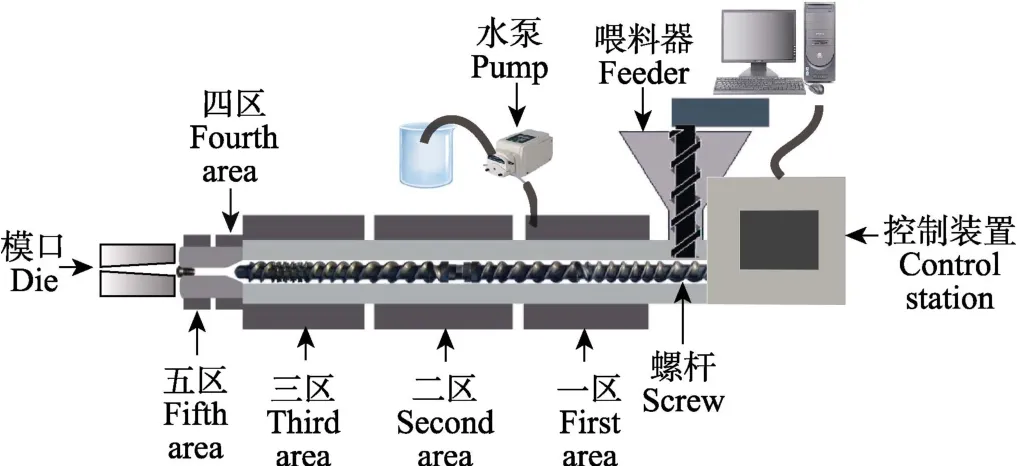
图1 双螺杆挤压机结构示意图Fig.1 Schematic diagram of twin-screw extruder

图2 常见的3种螺杆元件Fig.2 Three common screw components
1.2 食品挤压技术装备研发概况
食品挤压技术的发展历史大约经历了三个阶段。第一个阶段是在20世纪40年代以前,主要以成型为目的,如使用活塞式或柱塞式挤压机制作灌肠、饸饹等,同时,单螺杆挤压机开始在谷物膨化加工中得到应用。第二阶段是在20世纪40年代以后,挤压被认为是高温短时的生物反应过程,可以对多种原材料进行改性,种类多样的方便食品、休闲食品、儿童营养食品等挤压食品相继问世。第三阶段是自20世纪80年代开始至今,挤压机结构、挤压过程监控技术和产品特性分析等方面取得突破,挤压机运行过程逐渐实现了智能化控制,双螺杆挤压机以其巨大的优势,开始呈现出取代单螺杆挤压机的趋势[1]。
1.2.1 普通低水分和高水分挤压技术
根据物料含水率的不同,食品挤压技术可分为低水分挤压技术(20%~40%)和高水分挤压技术(40%~80%)[1]。20世纪90年代以前,食品挤压技术以低水分为主,对设备要求较低,单螺杆和双螺杆挤压机均可,产品多为普通组织化植物蛋白、休闲食品等,以低端消费为主[17]。1996年,中国科学家林炳鉴等[18]发明了一种可视化双螺杆挤压机,在机筒的顶部和两侧以及底部均设有玻璃视窗,可用于大豆组织蛋白、淀粉食品等研究生产,但尚未见相关应用报道。浙江百川食品有限公司江旭海等[19]将螺杆螺距由大到小排列,并在水化区和成熟区的螺杆上设有增压装置,获得低水分拉丝植物蛋白,改善了组织化植物蛋白纤维化程度,达到国际领先水平。
Cheftel等[20]认为,高水分挤压条件下(>40%)挤压植物蛋白,可获得类似动物肉的丝状结构,较长的冷却模口是获得丝状结构的关键。Hsieh等[8]将挤压水分提高到 60%以上,生产出大豆蛋白模拟肉,此后高水分挤压技术得到迅速发展。湖南富马科食品工程技术有限公司晏文会等[21]设计出一种特殊的冷却成型模口,可用于素肉等即食食品生产,属国内首例。
低水分挤压设备在运行过程中材料磨损严重,往往导致不能稳定生产,共性设备与个性设备的衔接配套问题在产业化应用中依然突出。而高水分挤压设备还处于研发阶段,模口设计是今后需要研究的关键部件。
1.2.2 超临界CO2挤压技术
超临界 CO2流体具有类似气体的扩散性及液体的溶解能力,同时兼具低黏度,低表面张力的特性,已广泛用于组分萃取分离等[22]。1992年,Rizvi等[5]首次将超临界 CO2流体与双螺杆挤压机实现联用,用于组织化乳清蛋白[23]、果渣膳食纤维利用[24]、无酵母面包制备等[25],标志着以营养、低能耗和快捷为主要特点的低温挤压技术(cold extrusion)的开始[22]。Common等[26]将超临界CO2流体与单螺杆挤压机联用,并引入拉曼光谱技术,对淀粉、果胶等物料在挤压机中混合效果做了研究,挤压技术自动化水平得到提高。Wang等[27]研究了在双螺杆挤压过程中注入 CO2对玉米等低温挤压膨化产品理化特性的改善作用,认为CO2的注入可辅助膨化,但还未见CO2注入在组织化植物蛋白方面的报道。
超临界 CO2发生器与挤压机衔接要求比较高,一般的设备材料难以满足要求,衔接处压力的控制尤为重要。如何保证超临界 CO2流体在挤压机运行过程中平稳流动是今后应该解决的重要问题。
1.2.3 其他挤压设备联用技术
其他挤压设备联用技术,包括挤压机与挤压机联用、挤压机与其他设备或技术的联用。Fishman等[28]将多级挤压技术用于淀粉材料加工,而美国Wenger公司[6]也曾采用双阶挤压法生产模拟肉,双阶或多级挤压技术受到关注。阎仲黎[29]采用生物酶解预处理技术,申请了以高温脱脂豆粕为原料制备挤压组织蛋白的专利。与此同时,Mesa-Stonestreet等[30]又将生物酶解与双螺杆挤压机结合,获得了高纯度高粱浓缩蛋白,为挤压技术高效发展提供了新思路。Karunanithy等[31-32]相继研究了单螺杆挤压机-微波联用和单螺杆挤压机-臭氧联用技术,并在多糖提取等方面得到应用,使得总糖回收率分别达到 60%和70%以上。2016年,Tiwari 等[7]提出了将3D打印机与双螺杆挤压机连接的想法,并在制药方面得到应用,为蛋白挤压组织化技术新发展提供了参考。
而这些挤压设备联用技术具有一定的局限性,且尚未见在工业化大生产中的应用,这与其设备制造的复杂性及生产成本有关,仍需要进一步研究。
1.2.4 智能化控制与模拟技术
挤压机的控制系统与其寿命和挤出产品的质量息息相关,目前各公司生产的挤压机都已安装了智能控制装置[8,10,12]。井延波[33]设计了一种分布控制(distributed control system)计算机控制系统,实现了对温度的精准调控。美国Thermo Fisher Scientific公司生产的双螺杆挤压机配备有报警装置,可有效防止过载对机器的损坏[12]。此外,通过计算机软件对挤压过程模拟也是实现智能化控制的重要手段,Harper等[4]从物料的流变性能出发,对均化段进行了数字仿真,描述了双螺杆挤压机腔体内物料的表观黏度与温度、剪切强度、物料水分等操作参数之间的关系,提出了表观黏度计算模型。陈合玉[34]通过构建螺杆单元的流动模型,并在此基础上完成熔体单元的全局模型,模拟挤压过程得到的压力降、黏度、剪切速率等与实际挤出过程相吻合。Emin[35]以淀粉为原料的膨化食品挤压过程进行建模分析,提出3D流体力学建模方法。Fan等[36]根据挤出物表面图像,通过计算机视觉系统(computer vision system),可直接判断出其质构特性。
迄今为止,智能化控制技术仅可控制挤压过程中相应参数的变化,还未实现对挤出物品质形成过程的控制[37-38]。原料组分千差万别,且在挤压过程中发生复杂变化,表现为扭矩、压力等不同,这制约了挤压设备智能化研究进程[39]。开发更完备的在线控制系统,实现挤压过程实时在线监测,对工业化稳定生产具有重要意义。
2 食品挤压工艺研究现状
2.1 普通低水分和高水分挤压工艺
以植物蛋白挤压组织化技术为例,食品挤压技术主要分为低水分挤压技术(20%~40%)和高水分挤压技术(40%~80%),其生产工艺如图3所示[40]。低水分挤压技术主要熟化能是机械能,沿挤出方向的温度分布为低-高-高,挤压温度多在 150 ℃以上[3,41],挤出物称之为低水分组织蛋白,呈海绵状结构,色泽、大小、形状和风味多样,是市场上的主流产品,复水后主要作为肉制品添加物。高水分挤压技术是国际上新兴的蛋白重组技术,主要熟化能是水蒸气热能,沿挤出方向的温度分布为低-高-低,与低水分挤压技术相比,区别在于模口的不同,而且加工温度较低(低于130 ℃)[42],其优势在于产品不需要复水,具有组织化程度高,弹性强的特点,质地更接近畜禽肉,营养成分和生理活性成分损失少,可以作为模拟肉,经过卤制直接食用[17]。
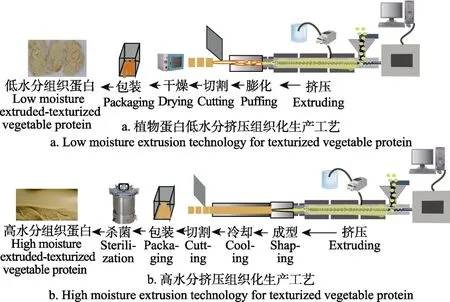
图3 植物蛋白低水分和高水分挤压组织化生产工艺Fig.3 Production process of low and high moisture extruded-texturized vegetable protein
无论是高水分组织化/拉丝蛋白,还是低水分组织化/拉丝蛋白,目前国内均没有统一的质量评价标准[2]。研究多以组织化度或纤维化程度、纤维丝强度、持水性、色泽等为主要质量要素并结合感官评价展开,实际应用以客户需求为主。根据Yao[43]、魏益民[44]、Osen[12]、洪滨[45]等对高水分组织化/拉丝蛋白的研究报道,原料蛋白质量分数在 50%~75%之间,挤压温度在 120 ℃以上,物料含水率在 60%以上是促进成丝的必要条件。张波[16]、江旭海[19]等通过螺杆构型改造,延长物料停留时间(residence time distribution),认为提供足够的剪切力可增强纤维丝强度。而色泽也是其要考虑的质量要素,受挤压温度和物料含率影响较大。陈曦娟[11]、李诚[46]、郎珊珊[47]等研究认为,要获得质构特性较好的低水分组织化/拉丝蛋白,需要挤压温度在150 ℃左右,含水率在30%以上,对螺杆转速要求较高,一般需要200 r/min以上,不同蛋白原料要求不尽相同。复水或持水性、持油性同样为其要考虑的质量要素,受挤压温度影响较大[46,48]。
目前,国际上仅美国、欧洲等几个国家的少数企业在进行高水分组织化/拉丝植物蛋白的研发,中国对该技术的研究仍处于理论阶段。不同生产厂家、不同设备型号的挤压工艺不尽相同,原料质量性状参差不齐,预处理手段也各式各样,挤出产品后期的干燥和贮藏鲜有报道。如何在获得高品质组织化植物蛋白的基础上,对其品质保藏进行研究,将填补低水分和高水分挤压工艺的空缺。
2.2 超临界CO2挤压工艺
超临界 CO2挤压技术最大的特点是在接近模口处注入超临界 CO2作为发泡剂,在低温、低剪切条件下辅助膨化,分为超临界CO2单螺杆挤压和超临界CO2双螺杆挤压,目前主要用于谷物、果蔬膨化等方面,挤压工艺如图4所示[22]。
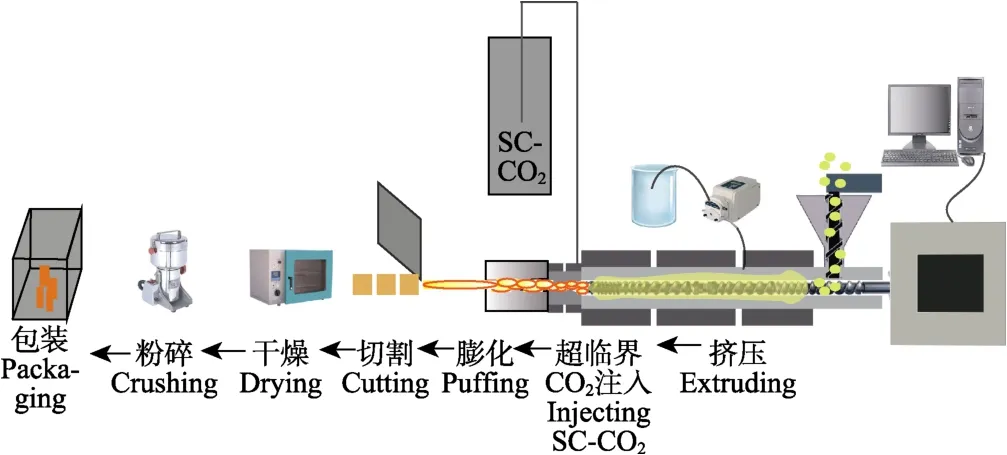
图4 超临界CO2挤压工艺[23]Fig.4 Production process of extrusion assisted by supercritical carbon dioxide
Common等[26]通过在线拉曼光谱技术测定淀粉、果胶等组分在超临界 CO2单螺杆挤压过程中的停留时间(residence time distribution)分布,认为螺杆转速和超临界 CO2仅对流体流动过程的平均时间起作用,而并不会分散流体和改变流体流动行为,挤出物膨化率在 15%~70%之间。Cho等[49]通过 X-射线显微成像技术研究了超临界 CO2双螺杆挤压玉米膨化物的微观结构,证实当超临界CO2注入量由0.25%提高到0.75%时,玉米膨化物的蜂窝结构变得致密均匀。Afizah等[23]改进美国Wenger设备,将超临界 CO2双螺杆挤压技术用于组织化乳清蛋白研究,提高了组织化乳清蛋白的乳化稳定性,50~70 ℃为最佳挤压温度条件。Ruttarattanamongkol等[25]将面团在37 ℃条件下挤压,并注入 1%的超临界 CO2,使得面团醒发时间缩短至2 min,制备出无酵母面包,整个过程无乙醇排放。Paraman等[24]在乳清蛋白中加入苹果渣,研究得出,在双螺杆挤压机中注入1%的超临界CO2,挤出物中苹果渣的色泽得以保留,当苹果渣加入量由 22%提高到28%时,挤出物的抗氧化活性从68.5%提高到 74%。Sharif等[50]在大豆蛋白、米粉混合物中添加铁、锌、维生素A、维生素C等,证实超临界CO2的注入,使得铁、锌在挤出物中全部得以保留,50%的维生素A、维生素C未被损坏,与Paraman等[51]的研究结果一致。
可见,在挤压机中注入超临界 CO2流体,一方面作为发泡剂促进挤出物的膨化成型,一方面又可以减弱挤压过程对营养物质的破坏程度。超临界 CO2挤压技术极大降低了生产过程的能耗,应用前景广阔,但尚未见工业化生产,工艺放大或成难题。阐明超临界 CO2在挤压过程中对挤出物品质形成的影响机理,对指导其工艺研究具有重要意义。
2.3 双阶或多级挤压工艺
双阶或多级挤压实质为两台或多台挤压机的并联或串联,最后从一个模口挤出,挤压工艺示意图如图5所示。
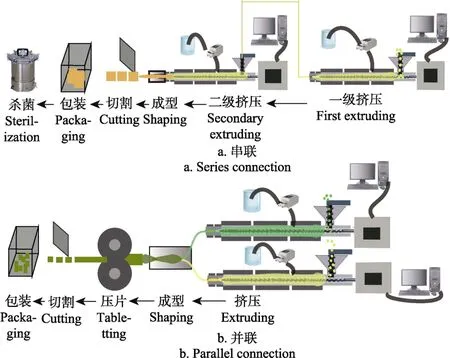
图5 挤压机串联和并联挤压工艺[7]Fig.5 Production process of extrusion by series and parallel connection of extruders
美国Wenger公司[6]曾采用双阶挤压法加工生产模拟肉如图5a所示,在一级挤压过程中采用无模口的挤压机,挤压温度约 100 ℃,得到非定向的未组织化的蛋白一级挤出物;蛋白一级挤出物在二级挤压过程中形成密实的片状模拟肉。挤压机并联挤压在制药领域受到关注,如图5b所示,Tiwari等[7]认为在挤压机并联挤压过程中,不同原料可以单独挤压,最后通过一个模口挤出,但两种物料黏度、流动性等需要接近。Fishman等[28]将双螺杆挤压机与单螺杆挤压机联用,用于淀粉材料 加工,认为双阶挤压过程可促进高直链淀粉中的α-螺旋形成。
双阶或多级挤压使得挤压机能量输入得到有效控制。而多个挤压机之间衔接稳定性问题仍需考虑,工艺研究鲜有报道,实际操作难度较大,挤压机机筒设计还需进一步研究。
2.4 挤压-3D打印联用工艺
近些年,3D打印技术受到热捧,已用于巧克力等食品制造领域[52]。挤压-3D打印机联用,充分结合了挤压机对物料组分结构、黏度等功能特性的改变作用和3D打印机的快速成型技术,挤压工艺示意图如图6所示。
Pietrzak等[53]率先将微型挤压机与3D打印机实现联用,用于药物制备,与普通低水分挤压技术相比,温度需提高 40~50 ℃。Tiwari 等[7]认为,挤压机-3D 打印技术制备的药物,提高了其运载能力,这一观点被Melocchi等[54]证实。
挤出物特性与 3D打印机对原料特性的需求对接依然是一个难题,未见挤压-3D打印联用技术在食品方面的应用报道。分析食品原料的流变学等特性,通过挤压-3D打印联用技术,加工出各式各样的食品,可丰富挤压食品的种类。
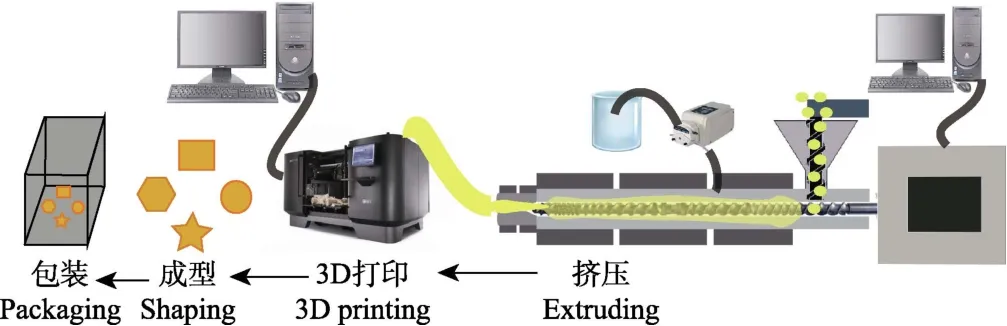
图6 挤压机与3D打印机联用工艺[7]Fig.6 Production process of extrusion by combination of extruder and 3D printer
3 挤压能量输入与蛋白构象变化关系
挤压过程中输入的能量包括温度、剪切力和压力,在这 3种能量的综合作用下,物料在挤压机腔内经历固体输送、过渡态到熔融态,最后由模头排出等阶段,整个过程一般在2 min内完成[4,9]。挤压过程中,通过挤压工艺参数的调节,改变挤压过程中压力、剪切力的大小、加工温度的高低以及作用时间的长短,从而加工出人们所需的挤压产品[3]。
3.1 温度输入与蛋白构象变化关系
温度是改变蛋白质等分子构象的有效手段[55]。高温改变了天然蛋白质的结构,蛋白质伸展,暴露出硫醇基团和疏水性残基,氢键发生断裂,使蛋白质分子降解成分子质量相对较小的片段,片段间通过二硫键形成较大的聚合体,使得蛋白质聚集速度增加[56-57]。挤压过程中起主要作用的温度为蒸煮区的挤压温度和模口温度[58]。
高水分挤压与低水分挤压的挤压温度分别为 120 ℃和150 ℃,模口温度分别为100 ℃左右和150 ℃左右,与产品质量要求有关[59-60]。Liu等[61]在利用挤压法制备高水分组织化大豆蛋白过程中,采用突然停机的方法,分区段取样,研究认为二硫键是维持高水分组织化大豆蛋白的主要作用力,其在温度和水分急剧升高的蒸煮区形成,后期不再变化,与Chen等[62]的研究结果一致。而挤压温度高于 150 ℃的挤压处理对二硫键有破坏作用,并引起自由巯基含量的增加,促进挤出物的膨胀[56,63]。康立宁[64]认为,挤压温度逐渐升高过程中(120~160 ℃),α-螺旋最不稳定,会逐渐转化为稳定的转角结构,而β-折叠结构基本保持不变,但随着温度的进一步升高(高于140 ℃),次稳定的β-折叠开始转化为无规则卷曲,转角结构基本保持不变。
超临界CO2挤压的挤压温度和模口温度均在100℃以下,这是由于超临界CO2的注入降低了玻璃化转变温度等,提高了温度改变蛋白构象的效率[22]。双阶或多级挤压过程中一级挤压温度较低(100 ℃),使蛋白质分子在机筒内发生定向排列,二级挤压中,温度升高,定向排列的蛋白分子交联[6]。3D打印机的挤出成型与物料的熔融温度密切相关,因此,挤压-3D打印联用过程中,对挤出物的温度要求较高,这与流体流变学特性有关[53]。
3.2 剪切力输入与蛋白构象变化关系
剪切力能显著地改变蛋白质分子质量,机械剪切可以使蛋白质分子暴露出更多的巯基基团,在氧气的参与下,巯基基团发生氧化反应形成二硫键,进而促进形成分子质量较大的蛋白质聚集体。而高速剪切作用可以对蛋白质颗粒产生强烈的剪切、拉伸和挤压作用,使蛋白质颗粒发生破裂,粒径变小,分子质量减小[56,63-64]。挤压过程中挤压剪切力的大小由螺杆转速和螺杆构型调控,螺杆转速越高,啮合元件组合错列角越大,挤压机提供的剪切力越强,剪切强度可用单位机械能耗表征(specific mechanical energy)[16]。
低水分挤压对剪切力要求较高,需要打破由于高温形成的二硫键,促进膨化,形成空隙[46]。Vaz等[65]测定的大豆浓缩蛋白挤出物电泳结果显示,低水分挤压(25%)由于蛋白质受到强烈的剪切,会导致分子量降低。相对比低水分挤压,高水分挤压过程中,较弱的剪切力打破了蛋白的聚集,促进交联成丝[66]。超临界 CO2挤压不需要强的剪切力,螺杆转速多在100 r/min左右,这是由于超临界 CO2的注入降低了流体黏度等,辅助剪切变稀过程[22]。
3.3 压力输入与蛋白构象变化关系
压力对蛋白分子链的伸展和压缩具有重要作用,较低的压力(<200 MPa使球状蛋白分子展开,三维结构局部变化,有利于蛋白交联反应,起泡性增加[67]。而较高的压力(>400 MPa),使得蛋白质聚集体解聚,造成其向小分子质量方向转变[68]。挤压过程中压力的作用主要体现在模口处的压力,导致水分、超临界 CO2、乙醇等塑化剂的气化,形成多孔或纤维结构。
水是常用的塑化剂和发泡剂,魏益民等[10]提出了“膜状气腔”理论,认为在挤压过程中,流体中的气泡随着在模口处压力的释放逐渐扩大,最后在挤出的瞬间膨胀,形成孔状结构。不同的模口设计会影响压力大小和压力释放时间,Liu等[61]认为高水分挤压过程中,较长的模口延长了压力释放时间,从而有利于蛋白网络结构的形成。而低水分挤压过程中,模口长度较短,导致压力突然释放,形成大小不一的小孔[69-70]。超临界 CO2流体既具有液体的溶解能力,又具有气体的扩散性,在挤压过程中代替水作为塑化剂和发泡剂,与流体混合更为均匀[22]。其在模口处突然气化,相比水分蒸发形成的气孔数量更多,且大小更加均匀[23]。相对于水,乙醇具有较低的沸点,容易气化,Vo等[71]以乙醇为发泡剂,降低了药物制备过程模口处的压力。
由此可见,温度是促进蛋白等组分结构发生稳定转变的基本驱动因素,剪切力促进分子链展开、断裂并发生相互作用,压力是多孔或纤维结构形成的关键因素。由于不同研究者使用的设备、采用的参数不完全相同,导致食品挤压过程机理研究存在一定分歧,组分结构发生转变和挤出产品品质形成的临界点有进一步研究的必要。
4 结论与展望
食品挤压技术发展过程中,新设备、新方法不断涌现,特别是在设备联用方面,如超临界 CO2挤压联用、双阶或多级挤压、挤压-3D打印等,由于其较低的挤压温度、较高的能量利用率和较快的成型速度等受到研究者的青睐。目前仅低水分挤压技术得到了产业化应用,高水分挤压技术、超临界 CO2挤压技术、双阶或多级挤压技术等由于其对原料及设备的特殊要求,导致生产成本较高,仅停留在试验研究阶段,共性设备与个性设备联用成为问题。通过改进设备材料和结构,提高挤压及配套设备的通用性、可视性;通过挤压机与中近红外设备、流变仪、拉曼光谱仪等设备联用,提高挤压过程智能化控制水平;通过软件模拟系统,实现挤压过程的全程监控,是今后挤压设备研发的方向。
普通低水分和高水分挤压工艺不尽相同,温度和含水率是高水分挤压关键控制点,低水分挤压对剪切力要求较高。超临界 CO2挤压工艺不需要较高的温度和剪切力,具有膨化效果好、营养损失小的特点。双阶或多级挤压工艺将挤压机进行了串联或并联,可根据物料特性分别控制能量输入,工作效率较高。挤压-3D打印联用工艺的挤压温度较高,可快速获得不同形状的挤出产品。挤压设备能量输入的控制与调节是挤压工艺优化过程中主要解决的问题,这其中一些关键技术保密严格,制约了其工艺优化及应用进展。如何将挤压工艺完善,实现从原料端到产品端的稳定生产等问题亟待解决。实现挤压过程中能量输入的精准调控,有利于工业化生产过程中工艺参数放大,也将为挤出产品贮藏保鲜研究提供依据。
挤压产品色、香、味、形等的形成,需要蛋白质等生物大分子参与作为物质基础,更需要挤压能量的催化,实质则为组分构象的转变和最终的稳定。超临界 CO2流体在蛋白等组分结构转变过程中起重要辅助作用,降低了能量输入。双阶或多级挤压可分段控制组分结构改变,提高能量利用率。挤压-3D打印联用技术对能量输入要求较高。不同原料或不同批次原料在蛋白含量、构象和功能性质等方面存在差异,不同挤压工艺和设备由于能量输入或作用方式的不同,对蛋白结构修饰能力不尽相同,导致工艺优化的普适性还不具备,使得构建挤压产品品质形成机理模型的理论研究尚不充足。建立挤压能量输入方式或大小、物料组分结构变化及产品品质形成三者之间的关系,将会丰富食品挤压技术理论基础。
[1] Riaz M N. Extruders in Food Applications[M]. CRC Press,2000.
[2] 张金闯,魏益民,张波,等. 组织化大豆蛋白生产工艺研究与应用进展[J]. 中国粮油学报,2015(10):135-139.Zhang Jinchuang, Wei Yimin, Zhang Bo, et al. The research on production technology and application process of textured soybean protein[J]. Journal of Chinese Cereals and Oils Association, 2015(10): 135-139. (in Chinese with English abstract)
[3] Alam M S, Kaur J, Khaira H, et al. Extrusion and extruded products: Changes in quality attributes as affected by extrusion process parameters: A review[J]. Critical Reviews in Food Science and Nutrition, 2016, 56(3): 445-473.
[4] Harper J M. Extrusion of Foods[M]. CRC press, 1981.
[5] Rizvi S S H, Mulvaney S. Extrusion processing with supercritical fluids: US 5120559 A[P]. 1992.
[6] 王洪武. 大豆蛋白质挤压组织化技术研究进展[J]. 粮油加工,2009(11):46-49.
[7] Tiwari R V, Patil H, Repka M A. Contribution of hot-melt extrusion technology to advance drug delivery in the 21st century[J]. Expert Opinion on Drug Delivery, 2016, 13(3):1-14.
[8] Lin S, Huff H E, Hsieh F. Texture and chemical characteristics of soy protein meat analog extruded at high moisture[J]. Journal of Food Science, 2000, 65(2): 264-269.
[9] Day L, Swanson B G. Functionality of protein‐fortified extrudates[J]. Comprehensive Reviews in Food Science and Food Safety, 2013, 12(5): 546–564.
[10] 魏益民,康立宁,张汆. 食品挤压理论与技术. 中卷[M].北京:中国轻工业出版社,2009.
[11] 陈曦娟. 大豆蛋白挤压组织化及特性研究[D]. 天津:天津科技大学,2012.Chen Xijuan. Study on Texturization Properties of Soybean Protein by Extrusion[D]. Tianjin: Tianjin University of Science and Technology, 2012. (in Chinese with English abstract)
[12] Osen R, Toelstede S, Wild F, et al. High moisture extrusion cooking of pea protein isolates: Raw material characteristics,extruder responses, and texture properties[J]. Journal of Food Engineering, 2014, 127(4): 67-74.
[13] Hochstetter A, Talja R A, HeléN H J, et al. Properties of gluten-based sheet produced by twin-screw extruder[J]. LWTFood Science and Technology, 2006, 39(8): 893-901.
[14] Thiébaud M, Dumay E, Cheftel J C. Influence of process variables on the characteristics of a high moisture fish soy protein mix texturized by extrusion cooking[J]. Lebensmittel-Wissenschaft und-Technologie, 1996, 29(29): 526-535.
[15] 张汆. 花生蛋白挤压组织化技术及其机理研究[D]. 杨凌:西北农林科技大学,2007.Zhang Cuan. 2007. Extrusion Texturization Technology and Mechanisms of Peanut Protein[D]. Yangling: Northwest A &F University. (in Chinese with English abstract)
[16] 张波. 双螺杆挤压机螺杆作用表征研究[D]. 北京:中国农业科学院,2010.Zhang Bo. Study on the Characterization Study on Screw Function of Twin Screw Extruder [D]. Beijing: Chinese Academy of Agricultural Sciences, 2010. (in Chinese with English abstract)
[17] Akdogan H. High moisture food extrusion[J]. International Journal of Food Science & Technology, 1999, 34(3): 195-207.
[18] 林炳鉴,朱复华,姜南, 等. 可视化双螺杆挤出机:CN 2231175 [P]. 1996-07-17.
[19] 江旭海,徐庆磊. 一种用于制备拉丝蛋白的双螺杆挤出机:CN202857754U [P]. 2013-04-10.
[20] Cheftel J C, Kitagawa M, Quéguiner C. New protein texturization processes by extrusion cooking at high moisture levels[J]. Food Reviews International, 1992, 8(2): 235-275.
[21] 晏文会,王鹏,晏德,等. 一种双螺杆挤压生产素火腿肠的方法:CN103190525A[P]. 2013-07-10.
[22] Sauceau M, Fages J, Common A, et al. New challenges in polymer foaming: A review of extrusion processes assisted by supercritical carbon dioxide[J]. Progress in Polymer Science, 2011, 36(6): 749-766.
[23] Afizah M N, Rizvi S S H. Functional properties of whey protein concentrate texturized at acidic pH: Effect of extrusion temperature[J]. Lebensmittel-Wissenschaft und-Technologie, 2014, 57(57): 290-298.
[24] Paraman I, Sharif M K, Supriyadi S, et al. Agro-food industry byproducts into value-added extruded foods[J]. Food &Bioproducts Processing, 2015, 96: 78-85.
[25] Ruttarattanamongkol K, Wagner M E, Rizvi S S H.Properties of yeast free bread produced by supercritical fluid extrusion (SCFX) and vacuum baking[J]. Innovative Food Science & Emerging Technologies, 2011, 12(4): 542-550.
[26] Common A, Rodier E, Sauceau M, et al. Flow and mixing efficiency characterisation in a CO2-assisted single-screw extrusion process by residence time distribution using Raman spectroscopy[J]. Chemical Engineering Research & Design,2014, 92(7): 1210–1218.
[27] Wang Y Y, Ryu G H. Physical properties of extruded corn grits with corn fibre by CO₂ injection extrusion[J]. Journal of Food Engineering, 2013, 116(1): 14-20.
[28] Fishman M L, Coffin D R, Onwulata C I, et al. Two stage extrusion of plasticized pectin/poly(vinyl alcohol) blends[J].Carbohydrate Polymers, 2006, 65(4): 421-429.
[29] 阎仲黎. 以高温豆粕为原料的大豆组织蛋白的生产方法:CN101720846A[P]. 2010-06-09.
[30] Mesa-Stonestreet N J D, Alavi S, Gwirtz J. Extrusionenzyme liquefaction as a method for producing sorghum protein concentrates[J]. Journal of Food Engineering, 2012,108(2): 365-375.
[31] Karunanithy C, Muthukumarappan K, Gibbons W R.Sequential extrusion-microwave pretreatment of switchgrass and big bluestem[J]. Bioresource Technology, 2014, 153:393-398.
[32] Karunanithy C, Muthukumarappan K, Gibbons W R.Sequential extrusion-ozone pretreatment of switchgrass and big bluestem[J]. Applied Biochemistry and Biotechnology,2014, 172(7): 3656-3669.
[33] 井延波. 双螺杆挤出机控制系统研究[D]. 青岛:山东科技大学, 2007.Jing Yanbo. Study of Control System of the Twin-screw Extruder[D]. Qingdao: Shandong University of Science and Technology, 2007. (in Chinese with English abstract)
[34] 陈合玉. 啮合同向双螺杆挤出机挤出过程模拟研究[D].上海:上海交通大学,2008.Chen Heyu. A Global Model for Polymer Flows in Corotating Twin Screw Extruder[D]. Shanghai: Shanghai Jiaotong University, 2008. (in Chinese with English abstract)
[35] Emin M A. 9 – Modeling extrusion processes[J]. Modeling Food Processing Operations, 2015, 9 (1): 235-253.
[36] Fan F H, Ma Q, Ge J, et al. Prediction of texture characteristics from extrusion food surface images using a computer vision system and artificial neural networks[J].Journal of Food Engineering, 2013, 118(4): 426–433.
[37] Zhao X, Wei Y, Wang Z, et al. Reaction kinetics in food extrusion: methods and results[J]. Critical Reviews in Food Science and Nutrition, 2011, 51(9): 835.
[38] Meuser F, Vanlangerich B. System analytical model for the extrusion of starches[J]. Thermal Processing and Quality of Foods, 1984, 10 (4): 175-179.
[39] Fang Y, Zhang B, Wei Y, et al. Effects of specific mechanical energy on soy protein aggregation during extrusion process studied by size exclusion chromatography coupled with multi-angle laser light scattering[J]. Journal of Food Engineering, 2013, 115(2): 220-225.
[40] 杨耸. 原料特性对高湿挤压纤维化大豆蛋白影响研究[D].哈尔滨:东北农业大学,2009.Yang Song. Effects of Material Properties on Fibrosis Soybean Protein by High Moisture Extrusion[D]. Harbin:Northeast Agricultural University, 2009. (in Chinese with English abstract)
[41] Zhang B, Zhang Y, Dreisoerner J, et al. The effects of screw configuration on the screw fill degree and special mechanical energy in twin-screw extruder for high-moisture texturised defatted soybean meal[J]. Journal of Food Engineering, 2015,157: 77-83.
[42] Dogan H, Gueven A, Hicsasmaz Z. Extrusion cooking of lentil flour (lens culinaris–red)–corn starch–corn oil mixtures[J]. International journal of food properties, 2013,16(2): 341-358.
[43] Yao G, Liu K S, Hsieh F. A new method for characterizing fiber formation in meat analogs during high-moisture extrusion[J]. Journal of Food Science, 2004, 69(7): 303-307.
[44] 魏益民,康立宁,张波,等. 高水分大豆蛋白组织化生产工艺和机理分析[J]. 农业工程学报,2006,22(10):193-197.Wei Yimin, Kang Lining, Zhang Bo, et al. Processing and mechanism of high moisture textured soy protein[J].Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2006, 22(10):193-197. (in Chinese with English abstract)
[45] 洪滨,解铁民,高扬,等. 原料体系对高水分组织蛋白纤维化结构的影响[J]. 中国粮油学报,2016,31(2):23-27.Hong Bin, Xie Tiemin, Gao Yang, et al. The Effect of raw material system on fibrous structure for high moisture textured protein[J]. Journal of the Chinese Cereals and Oils Association, 2016, 31(2): 23-27. (in Chinese with English abstract)
[46] 李诚,郑志,罗水忠,等. 挤压操作参数对组织化小麦蛋白复水性影响研究[J]. 中国粮油学报,2016,31(6):35-40.Li Cheng, Zheng Zhi, Luo Shuizhong, et al. Effect of extrusion parameters on rehydration characteristics of texturized wheat gluten[J]. Journal of the Chinese Cereals and Oils Association, 2016, 31(6): 35-40. (in Chinese with English abstract)
[47] 郎珊珊,阎树田,石戴卫. 操作参数对挤压组织化花生蛋白质构特性的影响[J]. 中国油脂,2014,39(12):23-26.Lang Shanshan, Yan Shutian, Shi Daiwei. Effect of operation parameters on texture property of texturized peanut protein[J].China Oils & Fats, 2014, 39(12): 23-26. (in Chinese with English abstract)
[48] Riaz M N, Cheewapramong P. Characterization of partially defatted peanut flour using dry extruder and screw pressing[J]. International Journal of Food Properties, 2009,12(2): 427-437.
[49] Cho K Y, Ssh R. 3D microstructure of supercritical fluid extrudates I: Melt rheology and microstructure formation[J].Food Research International, 2009, 42(6): 595-602.
[50] Sharif M K, Rizvi S S H, Paraman I. Characterization of supercritical fluid extrusion processed rice–soy crisps fortified with micronutrients and soy protein[J]. LWT-Food Science and Technology, 2014, 56(2): 414-420.
[51] Paraman I, Wagner M E, Rizvi S S. Micronutrient and protein-fortified whole grain puffed rice made by supercritical fluid extrusion[J]. Journal of Agricultural &Food Chemistry, 2012, 60(44): 11188-11194.
[52] Pallottino F, Hakola L, Costa C, et al. Printing on food or food printing: A review[J]. Food and Bioprocess Technology,2016, 9(5): 725-733.
[53] Pietrzak K, Isreb A, Alhnan M A. A flexible-dose dispenser for immediate and extended release 3D printed tablets[J].European Journal of Pharmaceutics and Biopharmaceutics,2015, 96: 380-387.
[54] Melocchi A, Parietti F, Maroni A, et al. Hot-melt extruded filaments based on pharmaceutical grade polymers for 3D printing by fused deposition modeling[J]. International Journal of Pharmaceutics, 2016, 509(1): 255-263.
[55] Shah A A. The Effect of Extrusion Condition on Aggregation of Peanut Proteins[D]. Thesis Submitted to the graduate faculty of the University of Georgia in partial fulfillment of the requirements of the degree masters of Science. Athens,Georgia, 2003.
[56] 李淑静,张波,魏益民,等. 挤压能量作用对蛋白质分子质量的影响研究进展[J]. 食品科学,2013,34(21):399-402.Li Shujing, Zhang Bo, Wei Yimin, et al. A review on effect of extrusion energy on protein molecular weight[J]. Food Science, 2013, 34(21): 399-402. (in Chinese with English abstract)
[57] Osen R, Toelstede S, Eisner P, et al. Effect of high moisture extrusion cooking on protein–protein interactions of pea( Pisum sativum, L. ) protein isolates[J]. International Journal of Food Science & Technology, 2015, 50(6): 1390-1396.
[58] Ke S L, Hsieh F H. Protein–protein interactions in high moisture-extruded meat analogs and heat-induced soy protein gels[J]. Journal of the American Oil Chemists' Society, 2007,84(8): 741-748.
[59] 魏益民,赵多勇,康立宁,等. 操作参数对组织化大豆蛋白产品特性的影响[J]. 中国粮油学报,2009,24(6):20-25.Wei Yimin, Zhao Duoyong, Kang Lining, et al. Effects of operating parameters on tissue soybean protein product characteristics [J]. Chinese Journal of Grain and Oil, 2009,24(6): 20-25.
[60] 王洪武,周建国,林炳鉴. 双螺杆挤压机工艺参数对组织蛋白的影响[J]. 中国粮油学报,2001,16(2):54-58.Wang Hong-wu, Zhou Jianguo, Lin Bingjian. Effects of processing parameters on tissue proteins of twin screw extruder [J]. Editorial for China Cereals and Oils, 2001, 16(2): 54-58.
[61] Liu K, Hsieh F H. Protein-protein interactions during high-moisture extrusion for fibrous meat analogues and comparison of protein solubility methods using different solvent systems. [J]. Journal of Agricultural and Food Chemistry, 2008, 56(8): 2681-2687.
[62] Chen F L, Wei Y M, Zhang B. Chemical cross-linking and molecular aggregation of soybean protein during extrusion cooking at low and high moisture content[J]. LWT-Food Science and Technology, 2011, 44(4): 957-962.
[63] Hager D F. Effects of extrusion upon soy concentrate solubility[J]. Journal of Agricultural & Food Chemistry, 1984,32(2): 293-296.
[64] 康立宁. 大豆蛋白高水分挤压组织化技术和机理研究[D].杨凌:西北农林科技大学,2007.Kang Lining. Teturization Technology and Mechanism of Soy Protein by High Moisture Extrusion[D]. Yangling: Northwest A & F University, 2007. (in Chinese with English abstract)
[65] Vaz L C, Arêas J A. Recovery and upgrading bovine rumen protein by extrusion: Effect of lipid content on protein disulphide cross-linking, solubility and molecular weight. [J].Meat Science, 2010, 84(1): 39-45.
[66] 孙照勇,陈锋亮,张波,等. 植物蛋白高水分挤压组织化技术研究进展[J]. 农业工程学报,2009,25(3):308-312.Sun Zhaoyong, Chen Fengliang, Zhang Bo, et al. Research advances in technology for high-moisture extrusion texturization of vegetable protein[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE),2009, 25(3): 308-312. (in Chinese with English abstract)
[67] 封小龙,刘红芝,刘丽,等. 修饰改性对花生蛋白组分结构与功能性质影响的研究进展[J]. 中国食品学报,2014,14(4):179-183.Feng Xiaolong, Liu Hongzhi, Liu Li, et al. Research progress of the effects of modification on structural and functional properties of peanut protein components[J]. Journal of Chinese Institute of Food Science & Technology, 2014, 14(4):179-183. (in Chinese with English abstract)
[68] Jung S, Mahfuz A, Maurer D. Structure, protein interactions and in vitro protease accessibility of extruded and pressurized full-fat soybean flakes. [J]. Journal of the American Oil Chemists’ Society, 2009, 86(5): 475-483.
[69] Maurya A K, Said P P. Extrusion processing on physical and chemical properties of protein rich products-an overview[J].Cancer Causes & Control, 2014, 12(5): 461-475.
[70] Hayakawa I. Food processing by ultra high pressure twin-screw extrusion[M]. Technomic Pub. Co., 1992.
[71] Vo A Q, Feng X, Morott J T, et al. A novel floating controlled release drug delivery system prepared by hot-melt extrusion[J]. European Journal of Pharmaceutics and Biopharmaceutics, 2016, 98: 108-121.
Research advances on food extrusion equipment,technology and its mechanism
Zhang Jinchuang, Liu Li, Liu Hongzhi, Shi Aimin, Hu Hui, Wang Qiang※
(Institute of Food Science and Technology, Chinese Academy of Agriculture Sciences/Key Laboratory of Agro-Products Processing, Ministry of Agriculture, Beijing100193,China)
Extrusion technology has a potential for becoming the most important food processing technology in future which can be exploited. Food extrusion technology with the characteristics of high efficiency, energy saving and pollution free, can be used for processing the extruded texturized vegetable protein and puffing food. The aim of this review was to give the detailed outlines about the research advances of food extrusion equipment and technologies, and the relationship and mechanism between inputting energy and protein conformational transition during food extrusion process. The tendency on the development of food extraction technology was proposed, with the following 3 areas being advanced: (1) Supercritical fluid extrusion (SCFX), two-stage or multi-stage extrusion and the combination of extruder and 3D (three-dimensional) printer, with rich nutrient, high efficiency and low energy consumption as characteristics, have attracted great attention. In the future,through improving the construction of extrusion equipment, and combining infrared device, rheometer, Raman spectrometer and other equipment, it will help extruder to improve the level of intelligent controlling with the advantage of versatility and visibility. Through the software simulation system, the whole extrusion process can be fully controlled. (2) The extrusion way and inputting energy were the key points of extrusion process. For high moisture extrusion, temperature as well as moisture and die aperture significantly influenced the quality of products, while low moisture extrusion usually required high shear force. Extrusion assisted with supercritical carbon dioxide (SC-CO2) did not need high extrusion temperature and high shear force, and the nutrient loss was small. For two-stage or multi-stage extrusion, the extruders were connected in series or in parallel and the inputting energy could be controlled according to the material properties. When combined with 3D printer, the shaping speed of the extruder would be faster, but the extruder required high extrusion temperature to run. Currently,controlling the way or the amount of inputting energy in the extrusion process was the main problem to be solved, which was also the key point for the process amplification. (3) It was necessary to build the theoretical model related to the inputting energy, the change of food structure and the quality of products, in order to realize the precise and scientific regulation for extrusion process. Extrusion processing could improve or change protein quality. In the extrusion process, the temperature was the promoting power for the stable transition of protein conformation, the pressure was the key factor for the formation of porous or fibrous structure, and the shear force promoted the molecular chains to unfold, break down and interact with each other. The SC-CO2played an important role in the process of protein conformational transition, which helped to reduce the inputting energy. In the two-stage or multi-stage extrusion process, the protein conformational transition happened respectively,which improved the work efficiency. But high inputting energy was required for changing the rheological properties of vegetable protein in the process of extruding with 3D printer.
extrusion; technology; equipment; process; mechanism
10.11975/j.issn.1002-6819.2017.14.037
TS219;TQ021.5
A
1002-6819(2017)-14-0275-09
张金闯,刘 丽,刘红芝,石爱民,胡 晖,王 强. 食品挤压技术装备及工艺机理研究进展[J]. 农业工程学报,2017,33(14):275-283.
10.11975/j.issn.1002-6819.2017.14.037 http://www.tcsae.org
Zhang Jinchuang, Liu Li, Liu Hongzhi, Shi Aimin, Hu Hui, Wang Qiang. Research advances on food extrusion equipment,technology and its mechanism[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE),2017, 33(14): 275-283. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2017.14.037 http://www.tcsae.org
2017-01-16
2017-05-18
国家重点研发计划(2016YFD0400205)
张金闯,男,河北大名人,博士生,主要从事食品挤压技术研究。Email:zhangjinchuang1002@163.com
※通信作者:王 强,男,山东高密人,博士,研究员,主要从事油料加工与品质调控研究。Email:wangqiang06@caas.cn
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
一重技术(2021年5期)2022-01-18
河南工业大学学报(自然科学版)(2021年3期)2021-07-13
重型机械(2020年3期)2020-08-24
中国粮油学报(2019年4期)2019-07-12
农业工程学报(2019年1期)2019-01-18
中国粮油学报(2018年1期)2018-03-10
商情(2016年50期)2017-02-28
中国粮油学报(2016年5期)2016-01-23
中国塑料(2014年8期)2014-10-17