
MBR工艺在垃圾焚烧发电厂渗滤液处理中的应用
2017-11-21 05:57:54雷燕
绿色环保建材 2017年9期
雷 燕
安徽省科林环境生物技术有限公司
MBR工艺在垃圾焚烧发电厂渗滤液处理中的应用
雷 燕
安徽省科林环境生物技术有限公司
垃圾焚烧发电厂渗滤液成分复杂会对环境造成严重的污染,需要对垃圾焚烧发电厂渗滤液进行科学处理,减低对环境的污染程度。MBR工艺在渗滤液处理中起到重要作用。文章介绍了垃圾焚烧电厂渗滤液的特及MBR工艺设计及应用。
MBR工艺设计;渗滤液处理;工艺流程
1 前言
垃圾焚烧发电不仅可以解决生活垃圾的处理,而且可以将垃圾转化为电能,一举两得。但是垃圾焚烧发电与垃圾填埋相比会产生较多难处理的垃圾渗滤液,处理好渗滤液并使之能回收利用是垃圾焚烧发电工程建设的重要部分。
2 我国生活垃圾焚烧发电站厂渗透液水质特点
垃圾焚烧发电厂渗滤液成分复杂,水质水量变化大且呈非周期性,处理难度较大。渗滤液包含着以下几种物质:垃圾自身的水分,垃圾发酵分解产生的水分,运储过程中雨水和地表水的渗入。垃圾储存时间一般在3~5天左右,该渗滤液没有经过生化作用,如发酵,进行水解和酸化等,因此其中还有大量的难以降解的物质,包括了杂环芳羟化合物,醇类化合物,苯胺类化合物等等。某焚烧电厂渗滤液设计水质指标:CODcr<70000 mg/L,BOD5 <42000 mg/L,SS<15000 mg/L,NH3-N<2500 mg/L,TN<2800 mg/L,PH 5-6,电导率30000-40000 us/cm。
3 垃圾焚烧发电站厂渗透液的处理工艺
目前较为常用的几种处理工艺路线为:①“生化+物化”组合工艺,对于排放标准较低项目适用。②直接采用"高压膜分离"工艺技术处理渗滤液,工艺流程简单,但不利于浓缩液的处理,设备投资高,小水量工程适合。③综合采用“生化+物化+膜分离”组合工艺,适合大水量工程,后段如有深度处理,产水可回用。
4 MBR工艺在垃圾渗滤液处理中的应用
传统的好氧生化处理工艺如A/O+二沉池工艺无法满足处理要求,如较长的泥龄会导致反应器容积很大,基建费用和设备投资都很庞大。MBR是废水生物处理技术与膜分离技术有机结合,达到泥水分离和污泥浓缩效果。反应器内微生物浓度可从常规法的3~5g/L提高到15~30g/L,提高了生化反应效率、出水水质、运行稳定性。某发电厂渗滤液处理工艺流程如下:
预沉池→调节池→管式换热器→厌氧罐→反硝化池→消化池→MBR设备→一网管式RO/DTRO→二级管式RO/DTRO→清液箱→循环冷却水系统。
其中厌氧沼气进焚烧炉或火炬焚烧系统,二级管式RO/DTRO级浓液回一级进水,一级浓液进收集槽,污泥进压泥系统含水率低于65%后焚烧或外运。
5 MBR工艺设计及运行
根据膜组件在膜生物反应器中所处的位置不同,可以将MBR工艺分为外置式和浸没式两类。
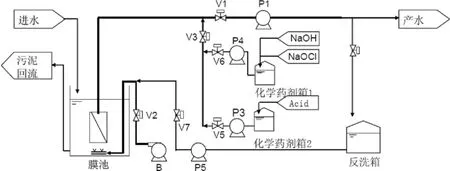
外置管式MBR膜组件完全独立于生物反应器。进水经泵增压后进入膜组件,在压力作用下混合液中的液体透过膜得到系统出水,活性污泥则被截留,并随浓缩液回流到生物反应器内。膜组件有单独循环泵以产生较大的过滤通量,膜表面流速3.5~5m/s,避免膜管堵塞。特点:反应器污泥浓度15-30g/l、使用PDVF过流式管式膜、膜装置外置、膜通量60-120l/m2.h、生化池容积较小、污泥在膜管中高速紊流不易堵塞、寿命3-5年、连续出水较为稳定、CIP在线清洗、每月药剂清洗一次、设备维护简单能耗较高。流程图如下:
外置超滤设备自控功能可实现运行、冲洗、清洗三种模式的运行切换,设置必要的流量、压力、温度等保护措施和设备联动互锁功能。
内置式MBR将膜组件置于反应器内,通过自吸泵过滤混合液,曝气器产生空气搅动,汽水擦洗以减少膜的污染。抽吸是间断运行的,抽吸时污染物在膜的表面形成累积,而停抽时水流冲刷污染物从膜表面脱落。特点:反应器污泥浓度5-10g/l、使用进口PDVF或国产PP或住友PTFE中空纤维膜丝、膜装置内置,膜通量5-15l/m2.h、生化池容积较大、膜表面易形成浓差极化导致膜容易堵塞、膜寿命一般1-2年住友5~10年、间歇出水不稳定易产生膜破裂断丝、需要外置清洗、清洗较为频繁、设备维护较为困难能耗很低。流程图如下:
清洗分在线清洗CEP和离线清洗CIP两种。CEP步骤为清空膜池、快速进药、慢速进药、浸泡、清水冲洗、正常运行;CIP步骤为膜清洗池配药、浸泡、清水冲洗、正常运行。
6 结束语
综上所述,PVDF材质的内置MBR在渗滤液应用中存在一定的缺陷,PTFE材质内置MBR膜较前者更适合应用在渗滤液处理中。采用外置式还是内置式MBR取决于处理水量、运行能耗、场地大小、电气控制等具体要求。
[1]张耀.复合MBR组合工艺在生活垃圾焚烧发电厂渗滤液处理中的应用[J]低碳世界,2016:8-9.
[2]苏东辉,庞晓露.复合MBR组合工艺在生活垃圾焚烧发电厂渗滤液处理中的应用[J]环境科技,2013:47-48.
[3]华佳,柏双友,张军.UASB-两级A/O-MBR工艺在生活垃圾焚烧发电厂渗滤液处理中的应用[J]给水排水,2013:46-50.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:50
云南化工(2021年8期)2021-12-21 06:37:10
环境保护与循环经济(2021年12期)2021-03-16 05:51:12
电子制作(2019年13期)2020-01-14 03:15:34
铁道通信信号(2019年3期)2019-04-25 03:00:42
电测与仪表(2017年24期)2017-12-19 05:15:26
环境保护与循环经济(2017年4期)2017-03-03 17:50:30
设备管理与维修(2016年7期)2016-04-23 06:51:47
中国塑料(2015年7期)2015-10-14 01:02:39
中国质量与标准导报(2014年7期)2014-02-28 22:24:33
