
浅谈三维CREO在下料工艺中的应用
2017-11-17 07:15罗承祖
装备制造技术 2017年9期
罗承祖
(广西柳工机械股份有限公司,广西 柳州545007)
浅谈三维CREO在下料工艺中的应用
罗承祖
(广西柳工机械股份有限公司,广西 柳州545007)
介绍了采用CREO软件如何对折弯类零件进行展平的操作步骤,主要包括折弯展平的原理、参数的设置及举例说明展平过程的详细步骤。目的在于规范设计师对钣金件的设计,要求在二维图纸中添加展平图纸。同时解决钣金件展平过程中出现的问题,减轻下料工艺师的工作量及提高工作效率。
CREO;展平;下料
随着板材切割技术突飞猛进的发展,数控切割设备成为行业中的主流,其使用的切割程序就尤为重要。目前企业最常用的方法是利用CAD制图软件描绘出零件加工轮廓,然后利用气割排版软件生成切割程序的方法。但是对于轮廓复杂且折弯件的外形描绘就必须借助三维CREO进行投影及展平操作。本文详细介绍了采用CREO软件如何对折弯类零件进行展平的操作步骤,以便下料制造的零件使用,给下料工艺提供了可靠的保证与支持。
1 CREO钣金模块中Y因子设置
针对设计的折弯零件下料,零件的展开需要在CREO转换为钣金件、设置Y因子。很多人对Y因子及展开过程中出现无法展开问题比较陌生,没有将问题解决就无法继续进行展开工作,因此,有必要介绍Y因子及问题解决方法和步骤,主要是中性层位移系数x之间的关系,顺利的展开图纸,进而应用到下料工艺中。
1.1 Y因子
板料在弯曲过程中外层受到拉应力伸长,内层受到压应力缩短,在内外层之间有一长度保持不变的纤维层,称为中性层[1]。根据中性层的定义,弯曲零件的下料毛坯展开长度应等于中性层的展开长度。折弯压型时毛坯受挤压变形较大时,中性层会发生内移,中性层位置以曲率半径ρ表示(见图1),由经验公式(1)确定:

图1 中性层位置图

式中,r为折弯内侧半径;t为材料厚度;x为中性层位移系数,可查阅相关工艺手册得到,如表1所列。

表1 系数表
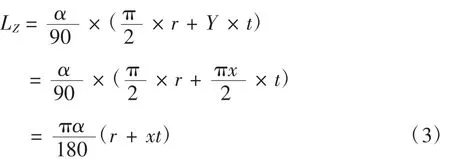
对于折弯半径大于板厚的一半,零件受挤压变形不严重的情况,按中性层展开的原理,展开毛坯料长度应等于弯曲件直线部分和圆弧部分长度之和,如图2所示。
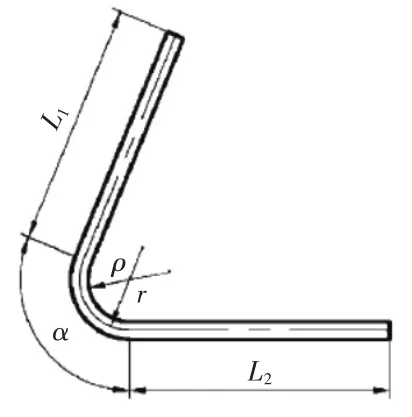
图2 展开长度计算图
即

式中:L为坯料展开总长度;α为弯曲中心角;r为折弯内侧半径;t为材料厚度。
在CREO钣金模块中使用标准折弯公式来计算钣金件模型的展开长度。其公式为:
对照公式(2),Y因子和中性层位移系数x的关系为:

不同的材质实践证明其折弯Y因子会有很大的不同,查得常用材料的Y因子:
材料:软黄铜、铜,Y因子为0.55
材料:硬黄铜、铜、软钢、铝,Y因子为0.64
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子为0.71
在CREO系统中,展开的标准公式所使用的是Y因子(系统的缺省值为0.5),下料件常用冷轧钢因此Y因子取0.71.
2 钣金模块中折弯件零件展平的标准操作步骤
(1)非钣金件需要转换为钣金件才能展开,操作-实体转换为钣金件,具体如图3所示。

图3 转换示意图
(2)设置Y因子(冷轧钢取0.71)以及相关折弯表。如图4所示。

图4 Y因子设置图
3 折弯件零件出现无法展平的解决方法
在CREO中对折弯件展开,按步骤操作时却无法转换成钣金件,出现如图5的提示。

图5 出错示意图
出现这种情况时一般从几个方面考虑解决:
(1)检查折弯外圆弧半径与内圆弧半径的差值是否等于零件板厚,如不一致则需要设置成对等关系。有一些设计人员往往不注意,经常设计错误。
(2)检查折弯圆弧的端截面与折弯线不垂直有斜边,这种情况也会影响零件转换为钣金件,只需设置垂直,如无法设置垂直可进行拉伸暂时切除那部分实体,展开后在二维补上。
(3)检查是否有多个折弯圆弧汇聚于一个拐角,这时就需要进行扯裂操作或进行拉伸去除拐角。
(4)有时一些沉头孔也会影响到零件厚度的均匀也无法转换,解决方法可以将这些孔删除,因为下料编程也不需要这些孔,不影响下料。
当出现无法转换展平时,需要对以上几个点进行一一排查,逐项解决就可以顺利的进行转换和展平。
4 结束语
熟练地应用CREO钣金模块进行折弯件的展开,能有效地控制因展开问题而造成的尺寸偏差,实现了参数化、智能化,提高了折弯件展开的精度,减少了繁琐的人工计算,能够大大提高下料编程效率,提高前道备料生产制造的周期,提高效率,提高企业的市场竞争能力。
[1]周 昇.PRO/E钣金模块中K因子和折弯表的设置[J].南通职业大学学报,2007(03)1:1.
The Application of 3d CREO in the Blanking Process
LUO Cheng-zu
(Guangxi Liugong Machinery Co.,Ltd.,Liuzhou Guangxi 545007,China)
In this paper,we introduce the operation step of using CREO software to flatten the bending parts,this includes the principle of bending flattening,the setting of parameters and the detailed steps of the flattening process are illustrated.The purpose is to standardize the designer’s design of sheet metal parts,and to add flat drawings in 2D drawings.At the same time,it solves the problems in the flattening process of sheet metal parts,reduces the workload of blanking technicians and improves work efficiency.
CREO;flattening;blanking
TP319
B
1672-545X(2017)09-0210-03
2017-06-20
罗承祖(1985-),男,广西来宾人,本科,助理工程师,主要从事结构件工艺、下料成型、工艺定额等工艺工作。
猜你喜欢
机电信息(2022年9期)2022-05-07
钣金与制作(2022年3期)2022-03-30
林产工业(2021年10期)2021-11-03
林产工业(2021年10期)2021-11-03
中国金属通报(2021年4期)2021-05-20
星星·散文诗(2020年25期)2020-12-29
装备制造技术(2020年2期)2020-12-14
星星·诗歌原创(2020年9期)2020-11-06
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
