利用高速动平衡解决200 MW发电机振动问题
2017-11-14 09:03:52谭禹,于雷
长春工程学院学报(自然科学版) 2017年3期
谭 禹,于 雷
(沙角A电厂,广东 东莞 523000)
利用高速动平衡解决200 MW发电机振动问题
谭 禹,于 雷
(沙角A电厂,广东 东莞 523000)
沙角A电厂由于#1机发电机轴颈磨损严重,对轴颈进行了车削。机组投运后存在发电机转子临界转速时瓦振报警、额定转速下轴振报警的情况,结合实际情况制定了针对性的消振措施,处理后机组振动达到了优秀水平。
发电机;轴振;瓦振;高速动平衡
0 引言
沙角A电厂#1机组系哈尔滨汽轮机制造的200 MW机组,1987年4月投产。2010年2月小修期间,对发电机#6、#7瓦轴颈磨损进行了车削处理,机组投运后存在发电机临界转速下瓦振达到跳机值、额定转速下轴振超过报警值的情况,同时也对励磁机转子#8瓦的振动造成了较大的影响。2013年12月大修期间,针对#1机发电机振动的原因进行了全面、详细的分析,并结合动平衡的特点选择返厂进行高速动平衡消振处理,机组投运后振动达到优秀值。
1 发电机振动问题的概况
2010年2月小修期间,对发电机#6、#7瓦轴颈磨损进行了车削处理,由于各种原因,车削后轴颈精度较差,表1为#1机发电机转子2010年小修后启动轴系振动值,主要有如下问题:
1)升速过程中,发电机一阶临界转速(1 120~1 260 r/min)下,#6、#7瓦最大振幅分别达54 μm、102 μm(厂家规定,瓦振为0.05 mm的报警,0.10 mm的建议打闸停机);
2)额定转速(3 000 r/min)时,#6瓦轴振172 μm、#7瓦轴振为135 μm(厂家规定,轴振0.125 mm为报警值、0.20 mm时建议打闸停机)。
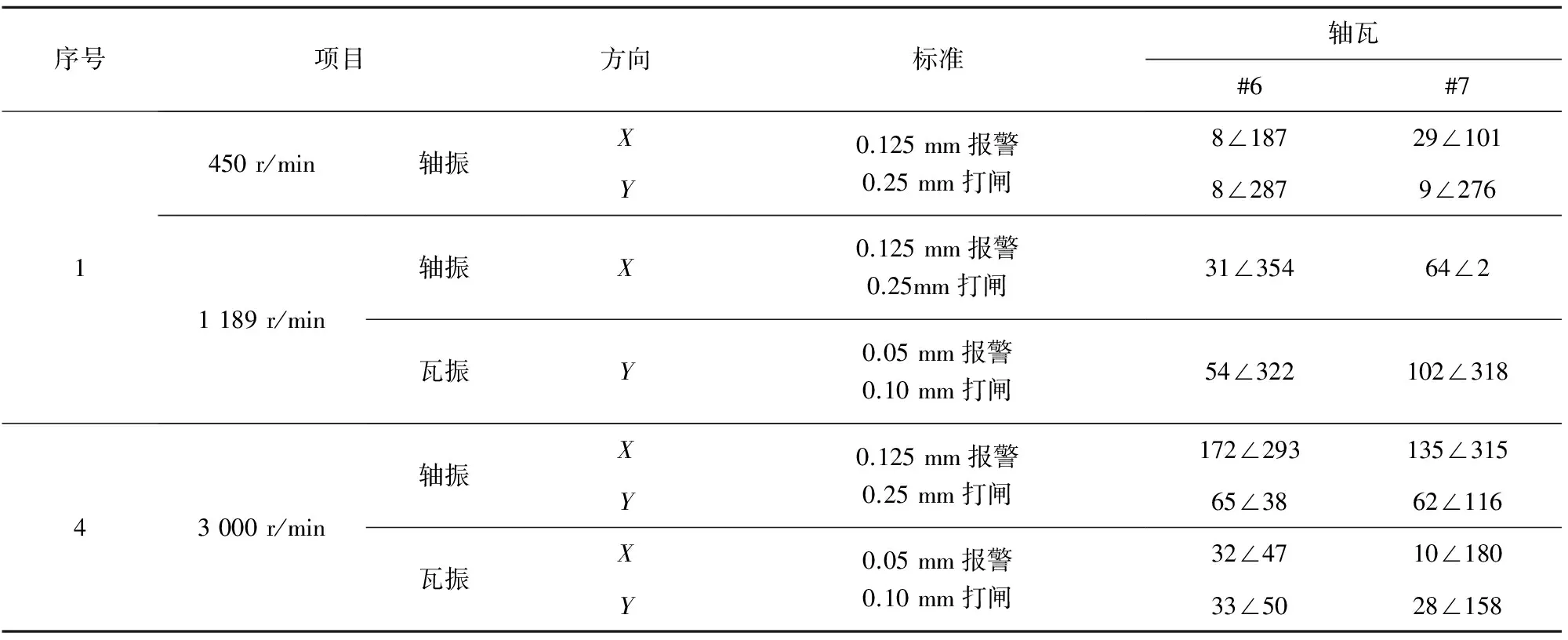
表1 #1机发电机转子2010年小修后启动轴系振动值(X:水平;Y:垂直)
2 振动的原因分析及消振措施
2.1 临界转速下#6、#7瓦振动大
这是由于发电机转子车削后轴颈偏心,引起转子较大的一阶不平衡所致,自2010年2月小修以来,经3次检测临界转速下振动表明,#6、#7瓦振幅和相位都较为稳定,可以通过加重(动平衡)来消除。
2.2 3 000 r/min和带负荷两种情况下,#6、#7瓦轴振大
对国产200 MW机组来说,要求各瓦轴振均小于100 μm,一般是难以达到的。目前,#6、#7瓦轴振达180~200 μm,而且是同相,它是由转子三阶振型激起的。
本次大修在转子外伸端加重,但加重后对减小#6、#7瓦轴振无效,因此,降低这两个瓦的轴振必须在转子主跨内加重。主跨内具体的加重平衡方法为(3种情况):
1)发电机转子加一阶平衡重量,在平衡临界转速下#6、#7瓦振动同时,也能使3 000 r/min下振动减小;
2)发电机转子加一阶平衡重量后,使3 000 r/min下#6、#7瓦轴振成反相,则在转子主跨内加二阶平衡重量,可以有效地平衡#6、#7瓦轴振(现场开机后,轴系高速动平衡);
3)发电机转子加一阶平衡重量后,3 000 r/min下#6、#7瓦轴振幅值、相位无大变化,则降低#6、#7瓦轴振只能将转子返厂或现场做动平衡。
历史数据反映:从#6、#7瓦轴振的数据来看,2010年2月车削发电机转子轴颈之前是不大的,2008年2月大修后带195 MW负荷,#6、#7瓦X向轴振分别为140 μm、59 μm,如果减去#6瓦轴振位置的原始晃动70 μm,实际轴振只有70 μm,也就是说当时#6、#7瓦轴振过大故障的具体原因,是发电机转子存在较大的偏心激起了转子不平衡所致。
3 动平衡要解决的问题和高低速动平衡方案对比
3.1 动平衡要解决的问题
基于上述分析,本次大修要通过动平衡消除#1机发电机转子因轴颈偏心造成的不平衡量。
3.2 高、低速动平衡的比较
3.2.1 低速动平衡
低速动平衡是对刚性转子或部分挠性转子进行最后平衡的一种方法,其目的(平衡条件)是使支撑既不承受动态力也不产生振动,即处于完全平衡状态。一般认为刚性转子因离心力产生的动挠度变形很小,可忽略不计,转子可视为不产生变形的“刚体”;部分挠性转子由于组装初期经过了适当的平衡处理,转子轴向的各个不平衡量分布相对较小,转轴的动态挠曲形状及转子振型偏心也小,在正常转速下可认为接近刚性转子。
低速动平衡适用于大型转子返厂困难的情况下(运输困难、时间长),可利用低速动平衡机在大修现场完成发电机的低速动平衡工作。经国内多家单位实践证明,经过低速动平衡后,发电机转子上的质量不平衡可以予以消除。
3.2.2 高速动平衡
当工作转速超过一阶临界转速后,由于不平衡离心力的作用,转子将产生挠曲变形,不仅在轴上行程内力矩M,而且其轴线以一条空间挠曲线做振摆运动。
高速动平衡的目的是使转子在实际转速范围内,将轴的弯曲振动和支承动载荷减至最小。挠性转子的动平衡,不仅要求减小轴或轴承座的振动或动载荷,而且要求减小转子的挠曲变形,即要对转子进行动挠度校直。
我厂的#1机发电机额定转速处于一阶与二阶临界转速之间,属于挠性转子。
综合上述情况,对#1机发电机转子低速动平衡和高速动平衡的方案对比见表2。
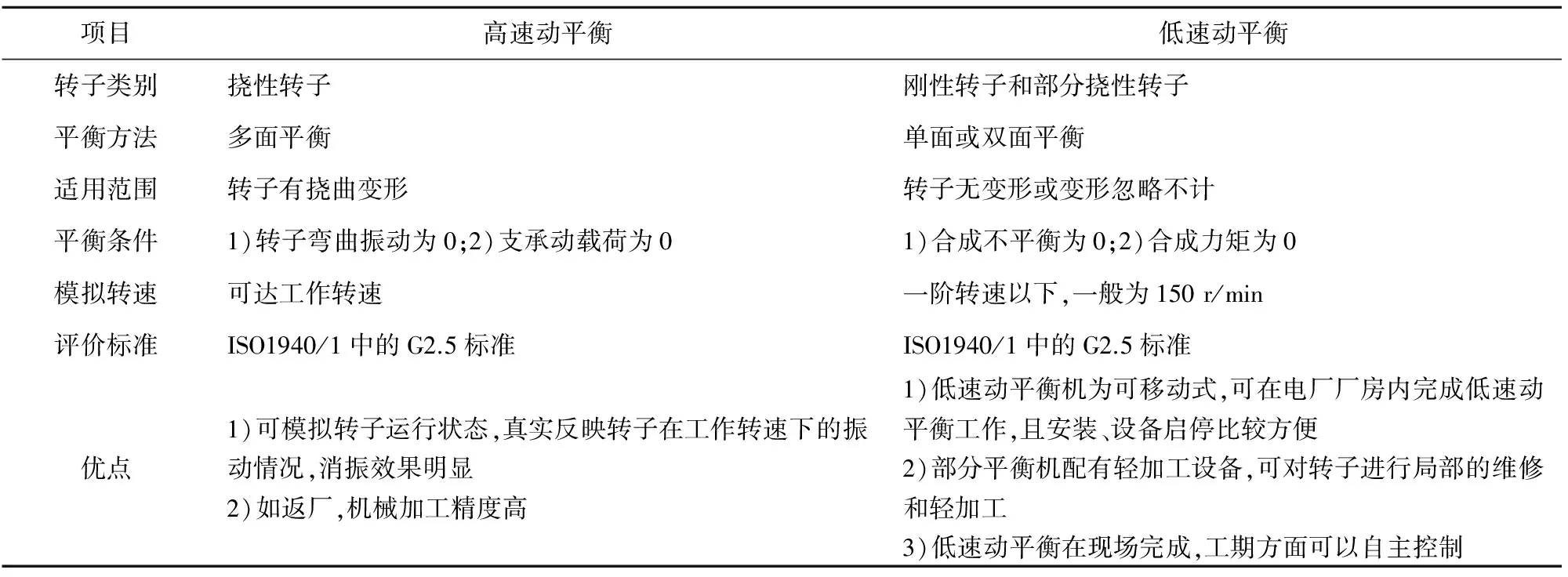
表2 #1机发电机转子低速动平衡和高速动平衡的方案对比
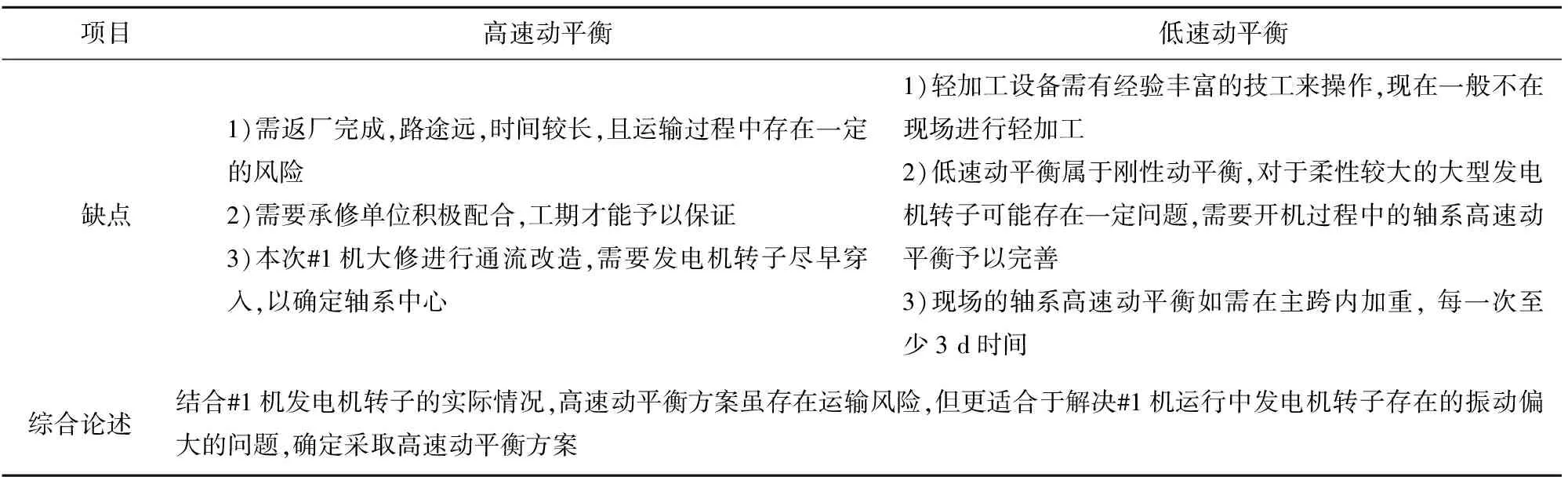
表2(续)
4 高速动平衡实施情况及开机后的效果
4.1 高速动平衡工作内容及实施情况
2013年大修期间,将#1机发电机转子送往南京汽轮机厂进行高速动平衡(图1为200 MW发电机转子平衡孔位置图),要求完成如下3项内容:
1)#1机发电机在试验台架上测定转子的一阶临界转速值。经测定,该转子一阶临界转速为1 120 r/min。
2)高速平衡校正后,转子在工作转速n=3 000 r/min时,Vrms≤1.2 mm/s。第一次做好低速动平衡后升速到3 000 r/min时的振动情况:汽端:3.08 mm/s/124°、励端:1.49 mm/s/143°;最终加重位置及重量:汽端:护环: 7×95 g/140°;励端:护环: 5×95 g/155°;风扇: 11×60 g/160°;本体中间:8×450 g/210°、6×450 g/330°。
3)工作转速下的平衡测试:转子在超速试验转速n=3 300 r/min下运行2 min。高速动平衡后,升速到3 000 r/min时的振动情况:汽端:0.47 mm/s;励端:0.89 mm/s。
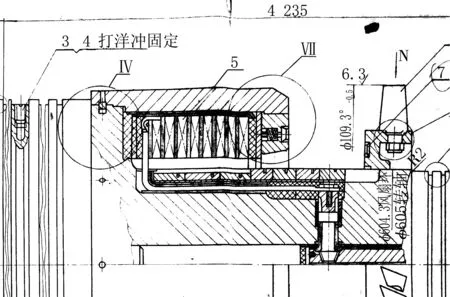
3,4.铁芯平衡孔;7.风扇平衡孔;Ⅶ.护环平衡孔图1 200 MW发电机转子平衡孔位置
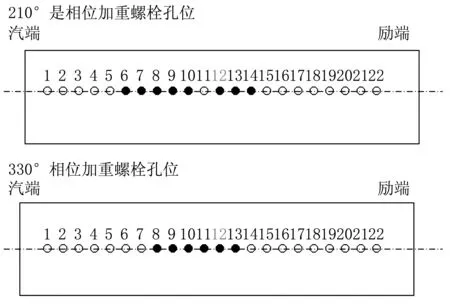
图2 发电机转子本体加重示意图
图2为发电机转子本体加重示意图,发电机本体加重螺栓孔位沿轴向分22个截面:第6截面210°加重450 g;第7截面210°加重450 g;第8截面210°加重450 g;330°加重450 g;第9截面210°加重450 g;330°加重450 g;第10截面210°加重450 g;330°加重450 g;第11截面 330°加重450 g;第12截面210°加重450 g;330°加重450 g;第13截面210°加重450 g;330°加重450 g;第14截面210°加重450 g。
4.2 机组开机情况
#1机大修后,于2014年3月18日开机,机组一次启动成功,发电机#6、#7瓦振动值达到优秀水平,见表3。
5 结语
1)该机组投产以来,振动情况一直较好。在2010年2月小修后,突然出现发电机#6、#7瓦振动大的情况,主要原因是对发电机轴颈磨损进行了车削处理,处理后转子的平衡情况受到了影响。
2)通过对数次机组开机振动的监测,以及对振动现象和数据的分析,判定转子存在较大的质量不平衡量。
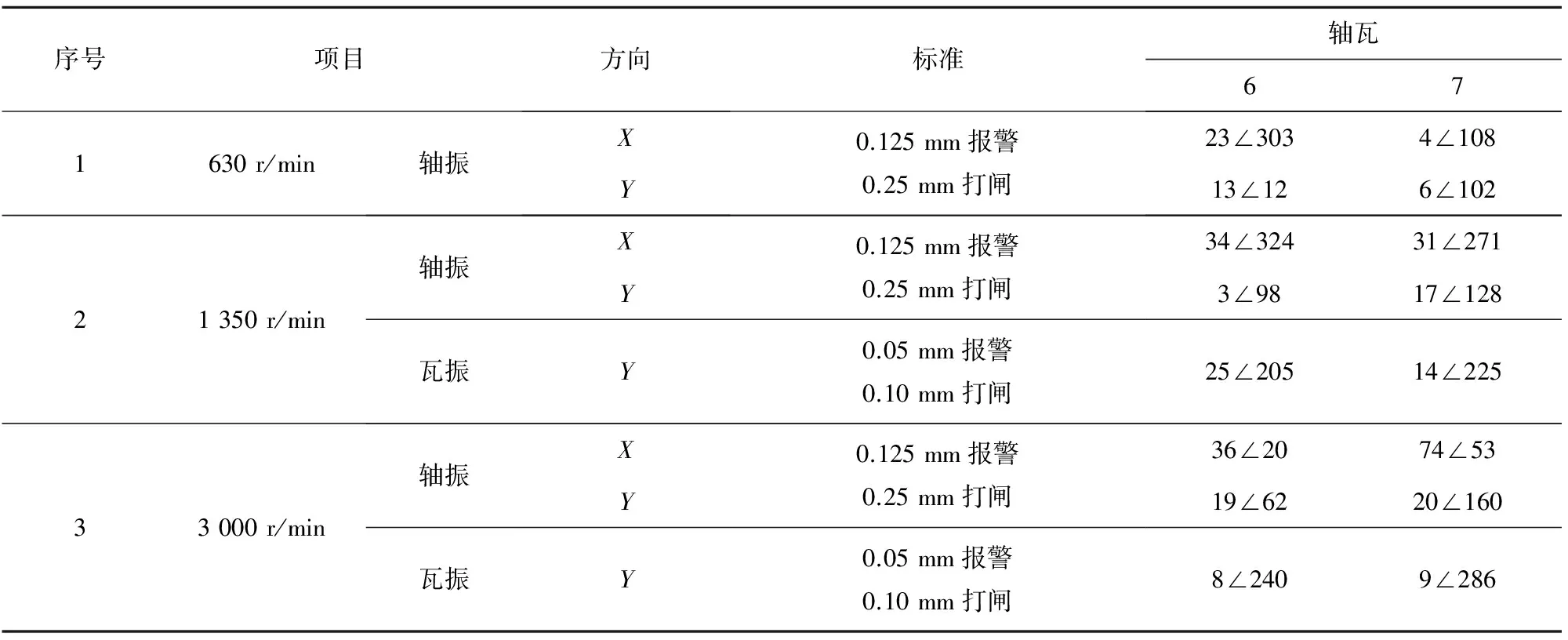
表3 #1机发电机转子2013年大修后启动轴系振动值(X:水平;Y:垂直)
3)通过对现行的现场低速不平衡和返厂高速动平衡的比较,返厂高速动平衡能够全面、彻底地对转子存在的质量不平衡予以处理,且能够模拟机组运行的各种状态,对处理后的效果提供保证。
4)#1机发电机转子的消振实践,对解决同类型的振动问题提供了一定的参考。
[1] 柳建平.高、低速动平衡与设备检维修[J].中国设备工程,2002(9):40-41.
TheSolutiontoVibrationProblemof200MWGeneratorbyUsingHigh-speedDynamicBalance
TAN Yu,et al.
(ShajiaoAPowerPlant,DongguanGuangdong523000,China)
Due to the serious wear and tear of the journal on # 1 machine generator in Shajiao A power plant,the turning has been made to the journal.After the unit is put into operation,the tile vibration alarm and the shaft vibration alarm at rated speed are given at the critical speed of the generator rotor.In this paper,the specific vibration control measures are formulated according to the actual situation.After the treatment,the vibration of the unit reaches the excellent level.
generator;shaft vibration;tile vibration;high speed dynamic balance
10.3969/j.issn.1009-8984.2017.03.018
2017-05-27
谭禹(1983-),男(汉),湖北秭归,工程师 主要研究汽轮机设备及系统的点检定修。
TM31
A
1009-8984(2017)03-0076-04
猜你喜欢
思维与智慧(2022年31期)2022-11-02 09:17:48
一重技术(2021年5期)2022-01-18 05:42:12
建材发展导向(2019年10期)2019-08-24 06:24:42
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
电镀与环保(2017年1期)2017-02-27 08:02:24
短篇小说(原创版)(2016年2期)2017-01-17 17:17:35
短篇小说(2016年2期)2016-07-19 09:32:24
河北地质(2016年1期)2016-03-20 13:51:58
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30