
卧螺离心机脱水改浓缩结构改造
2017-11-13 02:47:01周成蹊
化工机械 2017年2期
周成蹊
(上海市离心机械研究所有限公司)
卧螺离心机脱水改浓缩结构改造
周成蹊
(上海市离心机械研究所有限公司)
卧螺离心机因无法直接达到污泥含固要求而正在退出污水处理领域。将卧螺离心机进行脱水改浓缩的结构改造,使系统完成浓缩工序,不仅降低了污水厂改造成本,而且有效再利用了厂区原有的设备资源。
卧螺离心机 脱水 浓缩 改造 再利用
目前,随着我国对环保产业的重视和投入,对机械设备脱水的污泥比例要求提高很快[1]。卧螺离心机作为一种可连续运行的高自动化水处理设备在国内的水处理厂得到了广泛的应用。但伴随着城市的发展,对污水处理厂产生的污泥提出了更高的要求。根据国家环保部办公厅2010年发布的环办[2010]《关于加强城镇污水处理厂污泥污染防治工作的通知》中的规定,要求“污水处理厂以贮存(即不处理处置)为目的将污泥运出厂界的,必须将污泥脱水至含水率50%以下”。常规情况下,城市污水采用卧螺离心机分离出的污泥含固率在23%左右,无法达到通知要求。因此,为满足处理要求,污水处理厂必须改进原有的处理工艺。如果直接采用板框代替离心机,对污水处理厂而言会产生:卧螺离心机淘汰,直接造成固定资产损失;污水直接进入板框处理系统,由于浓度变化不均匀,板框自适应程度较差,设备需要不断进行人工调整,如果为板框系统建造浓缩池,则需要再投入较大成本。采用浓缩离心机对污水进行浓缩,既能解决污水浓度波动的问题,也可有效防止污泥中氮磷的析出[1],降低二次污染。
基于上述问题考虑,如果将原有卧螺离心机设备的脱水沉降功能改为为板框系统服务的浓缩功能,则既能实现原有资产(卧螺离心机)的再利用,又免除了为解决污水浓度变化问题而投入的浓缩池建造支出。改造后的浓缩卧螺离心机满足了板框系统的污水浓度稳定需求,使板框系统的污水处理优势得到发挥。
1 卧螺离心机性能因素
1.1 分离因数
分离因数是卧螺离心机的核心性能指标,离心机在高速旋转过程中产生离心力,使需要被分离的物料在几千倍于重力加速度的环境下,依靠物料自身所含成分密度的不同(泥、水),固体快速粘附到转鼓壁形成固体层[2],实现固液分离。理论上分离因数越高,物体沉降速度也就越快,但分离因数受离心机自身材料性能、承载力及配套元件局限性等因素的限制,不可能无限增大。在实际应用中,根据被分离物料的自身性质,设备旋转产生过高的分离因数可能使物料内部分子间内力发生变化,在分离过程中出现反弹,在高分离因数状态下分离效果反而不明显,甚至出现反混现象。分离因数Fr(设备离心力与重力加速度的比值)的计算公式如下:
Fr=rω2/g=r(2πn/60)2/g
(1)
式中g——重力加速度;
n——机器的转速,r/min;
r——卧螺离心机转鼓半径,mm。
1.2 螺旋螺距
在卧螺离心机内,被分离的物料经过螺旋与转鼓的相对运动,贴近转鼓壁的污泥在螺旋叶片的推动下向转鼓小端固相出料口前进,而远离转鼓壁的液体则随着叶片间形成的螺旋空间在溢流状态下从转鼓的大端清液口被排出,螺旋叶片的螺距有等螺距、渐变螺距和混合螺距。根据分离物料性质的不同采用的螺距也有所差别[3]。
1.3 差速
转鼓、螺旋因差速齿轮箱的作用而形成的相对转速Δn称为卧螺离心机的差速。由于差速的存在螺旋叶片对被分离的物料产生搅拌作用,已经沉降于转鼓壁的微细颗粒又重新被液体搅起,使得悬浮液再次混浊,从而降低了卧螺离心机的分离澄清效果[4]。因此,差速的选择直接影响分离效果。差速的计算公式如下:
Δn=qm/Vm
(2)
式中 Δn——相对转速,r/min;
qm——差速器输入流量,mL/s;
Vm——差速器排量,m3/r。
在差速器排量不变的情况下,离心机的差速由差速器输入流量确定。差速越大,物料在离心机内停留的时间就越短,离心机处理能力也就越大,但分离后的固相因物料停留时间较短没有充分实现固液分离,因此含固率会较低;差速越小,物料停留时间越长,螺旋对分离物料的搅动越小,分离后的固相含固率也就越高,因此也容易造成输出扭矩无法满足高浓度固体需要移动临界扭矩而出现螺旋抱死、设备堵机的问题。
1.4 清液口高度
分离后的清液依靠溢流作用由转鼓大法兰的清液口流出,流出口径向距离离旋转轴越近,流出的液体就越清。如果清液口设置高度越高,离心机内部存储的物料量就越多,同时,因为内部液面升高,留给固相的干燥区也就越小,可能造成设备承载过大、分离后的固相含水率较大的问题。通过对清液口高度的调节,能实现清液的澄清度根据用户要求而调节的目的[5],满足用户的实际需求。
1.5 推料扭矩
推料扭矩是在螺旋推动分离后的固相物料向着锥段干燥区移动的过程中产生的。推料扭矩T的计算公式如下:

(3)
式中pi——差速器液压输入口压力,Pa;
po——差速器液压输出口压力,Pa;
η——机械效率。
物料经过离心机旋转分离后的固相越紧实,卧螺离心机转鼓锥段角度越倾斜、干燥区越长,则设备需要的推料扭矩也就越大。在螺旋和转鼓相对运动过程中,如果相对速度较大、物料在离心机内停留时间较短,则推料扭矩也就相对较小,但分离后的固相含固率也比较低;如果相对速度较小,物料停留时间也就较长,固相更紧实,分离效果更好,但固相含固率的上升必然导致推料扭矩的增加。
2 设备系统改造
卧螺离心机应用于脱水环节时,相对于设备单机处理能力、液相固体回收率等指标而言,提升固相含固率是更重要的指标。而对于污水处理行业的浓缩环节来说,更偏重设备单机处理能力、液相固体回收率等性能指标,而为使板框系统充分发挥高干度优势,只要保持进入板框系统的固相含固率稳定即可。因此,为使原有卧螺离心机满足污水处理浓缩要求,根据影响离心机性能的相关因素对离心机设备的结构进行改造。设备的改造主要涉及5个方面:设备转速调整、差速控制调整、提升转鼓出料口耐磨性能、螺旋叶片改造和控制系统调整。
2.1 设备转速调整
卧螺离心机采用三角皮带连接电机带轮和设备旋转总成上的带轮进行传动,输入速度与输出速度的比值由带轮直径决定,而旋转总成的带轮与设备是一体加工制造的,为减少原有设备机械结构的改动量,在设备改造过程中,针对速度的调整只对电机带轮进行更换,同时根据离心机运行经验,考虑将设备运行转速控制在设备最高转速的0.7~0.8倍进行传动带轮的再设计,更换后的电机带轮与总成带轮直径比为45∶49。
2.2 差速控制调整
为防止改造后的设备因为处理量的增大、进料浓缩的波动不稳定而出现设备堵机,在浓缩离心机系统的液压控制系统中增加了三点反馈排堵设置,依靠推料扭矩的变化适时调整设备差速系统运行状态。需要将液压系统压力从小到大设置3个警戒压力点,即p0、p1、p2(图1),当液压超过p0时,说明物料分离后浓度过高,推料扭矩增加,此时反馈系统发出指令,自动增加差速以确保离心机不堵机;当液压超过p1时,说明增大差速仍不能有效避免设备发生堵机风险,此时反馈系统会自动停止进泥泵、加药泵和切割机,如果压力又恢复到p0以下,则控制系统将再次开启进泥泵、加药泵和切割机;当液压超过p2时,说明设备堵机,离心机主系统停止,控制系统启动液压系统,通过控制进出油口的流向进行自动排堵。

图1 差速与压力关系
2.3 提升转鼓出料口耐磨性能
因浓缩处理量的增大,转鼓出料口与污泥的摩擦相应增加,需要在出料口进行耐磨处理,采用可拆卸的耐磨刮刀(图2)。它与物料接触的部分喷涂4mm硬质合金,耐磨刮刀与出料法兰采用螺栓连接。增加耐磨刮刀不仅能在物料生产过程中发生磨损时方便地进行刀具更换,而且可有效降低因磨损而更换出料法兰的直接成本。
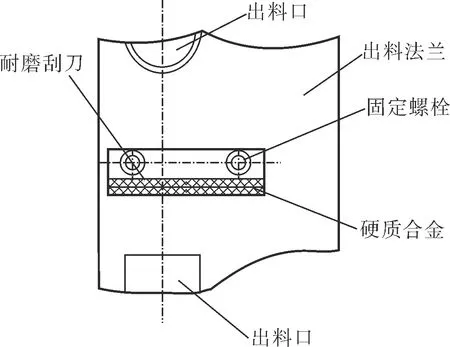
图2 耐磨刮刀
2.4 螺旋叶片改造
为增加旋转总成内液相的流出速度并加快进料处理,在原有的螺旋叶片上采用了开孔方式,从螺旋大段起沿螺旋轴线向螺旋小段开孔,螺旋外形结构如图3所示。
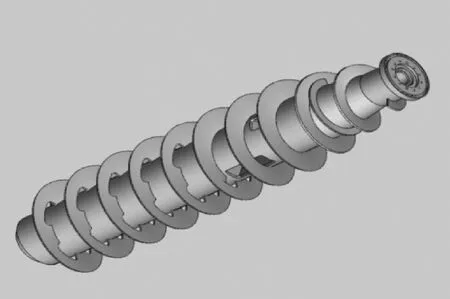
图3 螺旋外形结构
为减少对螺旋小段物料区的影响,开孔叶片一直到螺旋、转鼓柱锥交接处的前一片。因改变了螺旋原有强度,为防止改造后出现设备自身强度性能无法满足的问题,在孔径大小和开孔数量上,通过计算机三维模拟绘图软件,对开孔后的螺旋进行模拟受力强度分析,结果表明在增加了小段叶片支撑筋后,螺旋受力均控制在强度允许范围内。
2.5 控制系统调整
根据浓缩后需满足固相含固率为8%的分离要求,离心机控制系统采用恒扭矩控制模式,自动控制反馈系统的实现原理为:浓缩离心机系统在经过设备启动、达到运行转速后,液压系统根据差速器输出的扭矩来控制输入液压油流量和压力,当浓缩系统进料浓度增大(变小)、物料沉降变多时,导致推料扭矩变大(减小),此时液压系统就会根据反馈信号增大(减小)压力和流量输入,加大(减小)螺旋转鼓差速实现物料分离,达到稳定分离并防止设备发生堵料的目的。
3 现场浓缩分离效果
在城市污水处理过程中,需要对进入污水处理厂的生活污水进行初步沉淀,经过沉淀后的污泥呈现为带水的粒状或絮状物质的疏松结构,含固率一般在0.2%~4.0%。由于污泥固体少、含水量大,如果不经过浓缩处理直接进行板框系统挤压脱水,则会因物料浓度不稳定,而影响板框系统处理的连续性,且需要更大处理量的系统,其处理成本和场地占用也十分庞大。未经浓缩的待处理污泥水如果长期暴露在空气中还会因为二次生化反应释放刺激难闻的有害气体。采用卧螺离心机浓缩处理系统来逐步代替初沉池和反混池的浓缩工序,可有效解决浓缩池占地大、处理效率低、固定投资成本高、建造工期长和管理控制难的问题。
在某城市污水处理厂,经过和厂区管理部门、技术支持部门和现场操作人员的共同努力,根据现场用户方提供的厂区结构、结合原离心机系统脱水流程处理效果和目前的需求,对系统进行流程改造(图4)。经过实验数据摸索、上述卧螺离心机系统脱水改浓缩的设备机械结构和电气控制逻辑的修改后,卧螺离心机(LW530浓缩机)的相关主要参数如下:
转鼓最高转速 3 000r/min
转鼓有效长度 2 270mm
转鼓大端内径 530mm
差速 2~30r/min
最高分离因数 2 666
差速器形式 液压差速器+变频可调
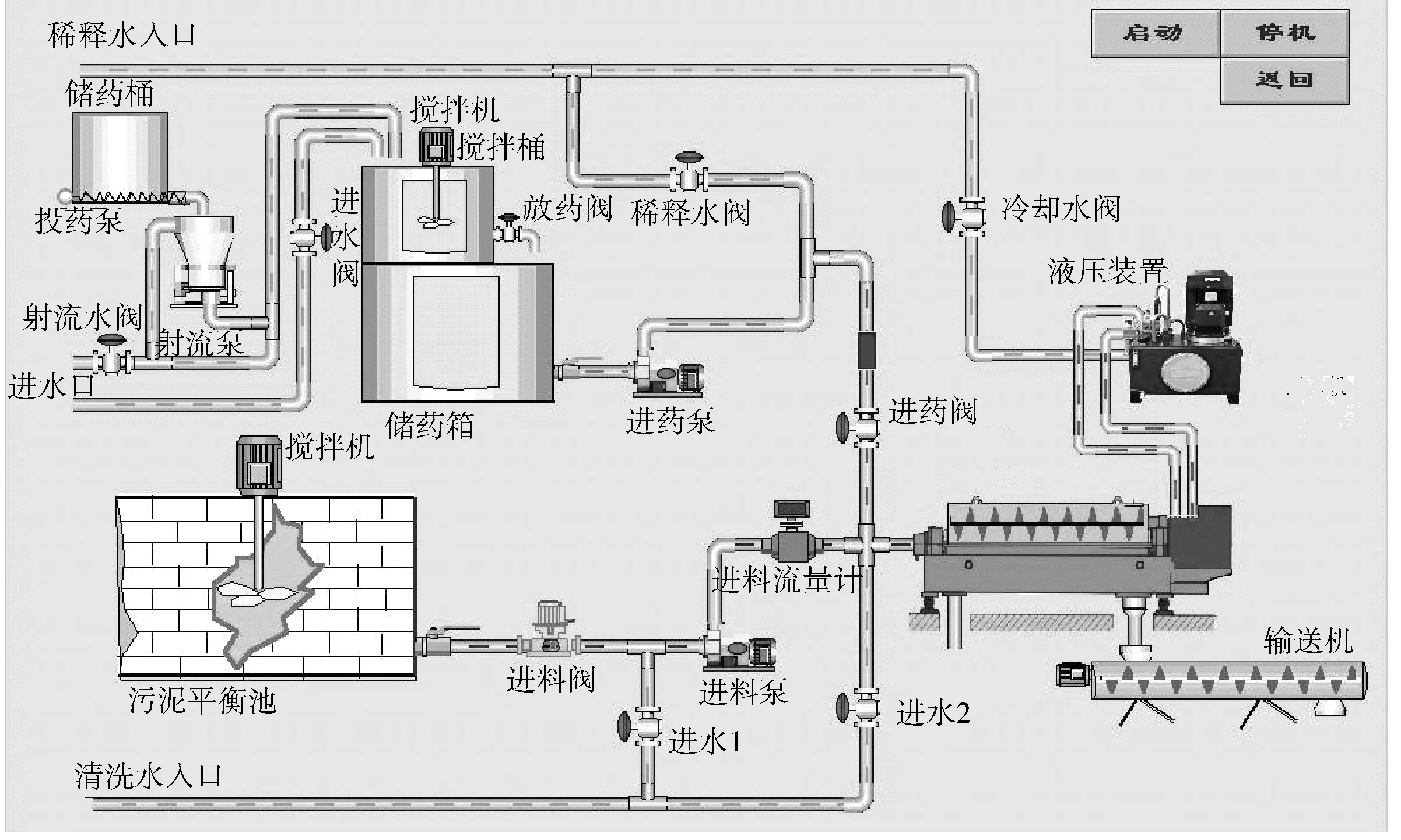
图4 浓缩系统流程图
在现场调试阶段,对卧螺离心机的转速、差速、内液池高度进行调整后,系统数据见表1。

表1 浓缩系统运行数据
分析表1数据可知:只改变离心机旋转速度时,随着速度的提高,分离因数增大,但浓缩后的污泥含固率不升反降,说明对不同的污水处理需要不同的分离因数,过高的分离因数反而会达不到预期效果;增大污水进料量,提高旋转体内液池高度,在加快差速的同时,扭矩随之也有所上升,经测试分离后的污泥含固率稳定在7%~9%,说明将设备转速降低使分离因数控制在1 150~1 300之间后,提高设备差速、加大挤压扭矩、提升液池高度,就能使污水的浓缩效果达到用户对含固率的要求。在实际使用中,卧螺离心机(LW530浓缩机)的设备参数设定如下:
转鼓转速 2 100r/min
转鼓有效长度 2 270mm
转鼓拦液板高度 294mm
转鼓出液口数 6
差速 10~15r/min
分离因数 1 306
差速器输出压力 1.85MPa
差速器液压输入频率 30Hz
螺旋、转鼓锥角 8°
进料流量 70~75m3/h
卧螺离心机的结构改动包括:为提高设备单机处理能力,调整螺旋结构,开设中心孔增大液体流量;调整设备差速,加速推料;转鼓清液口增加,提升清液口高度,解决清液内污泥逃离问题;转鼓出料口角度调整,降低污泥挤压压力;控制系统采用恒扭矩控制,解决进料浓度变化导致的出泥浓度波动过大,防止影响下道处理环节;通过设备改造,使浓缩系统达到了预期的目标,满足了生产需求。
4 结束语
卧螺离心机系统的改造,使污水处理厂(设备使用)原来可能直接废弃的设备得到了重新使用的价值,防止了资产简单粗放的流失。同时,因为系统具备了浓缩功能,直接节省了为板框系统增加浓缩系统的工序。对卧螺离心机生产厂商,开拓了设备在污水处理厂的应用领域,防止了因为国家政策法规的变化而带来应用领域消失的问题,避免了卧螺离心机大面积退出城市污水处理领域的尴尬处境。因为卧螺离心机控制系统的高自动化、设备分离处理过程全密封性及连续运行的高效率等特点,有效防止了在污水处理过程中异味的排放,减少了对周边环境以及居民生产生活的影响。
[1] 席莹本,赵扬.用于城市污水处理用浓缩脱水一体机[J].过滤与分离,2004,14(3):18~20.
[2] 荆宝德,刘京广,王彬,等.卧螺离心机转鼓锥角结构设计及参数优化[J].机械工程学报,2013,49(4):168~173.
[3] 施震荣.工业离心机选用手册[M].北京:化学工业出版社,1999:134~138.
[4] 辛舟,尚鸿昊.卧螺离心机离合差动组合机构设计计算[J].机械设计,2009,26(3):59~61.
[5] 吴培钧,莫珉珉,马心如,等.浓缩型离心机用于厌氧污泥无药澄清与浓缩[J].过滤与分离,2009,19(2):40~42.
周成蹊(1983-),工程师,从事机械设计制造及其自动控制工作,chengxi_zhou2010@163.com。
TQ051.8+4
B
0254-6094(2017)02-0216-05
2016-05-18,
2016-12-01)
猜你喜欢
客车技术与研究(2023年6期)2023-12-19 01:21:18
魅力中国(2021年36期)2021-10-27 09:15:34
选煤技术(2021年6期)2021-04-19 12:22:08
中国煤层气(2021年5期)2021-03-02 05:53:14
设备管理与维修(2019年4期)2019-05-16 03:16:48
中国盐业(2018年20期)2019-01-14 01:18:44
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
临床肝胆病杂志(2017年1期)2017-03-07 03:04:26
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:50
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:50
