张家峁智能化选煤厂的研究与设计
2017-11-13 06:44:36毛浩郝强
中国煤炭 2017年10期
毛 浩 郝 强
(陕煤集团神木张家峁矿业有限公司,陕西省榆林市,719600)
★ 煤炭科技·机电信息化★
张家峁智能化选煤厂的研究与设计
毛 浩 郝 强
(陕煤集团神木张家峁矿业有限公司,陕西省榆林市,719600)
介绍了张家峁选煤厂现状,利用张家峁选煤厂自动化设备及张家峁公司网络基础现状,以PLC自动控制技术、视频预警技术、3D虚拟现实概念、定制化生产概念以及全生命周期管理概念构建了张家峁智能化选煤厂的架构,详细阐述了智能化选煤厂的数据采集、3D可视化数据采集与监控(SCADA)系统、定制化MES系统、定制化与自动化优化控制系统以及监测与通信系统,最后对该智能化选煤厂的社会效益和经济效益进行了分析。
智能化选煤厂 定制化生产 虚拟现实
近年来,随着德国工业4.0、美国工业互联网以及中国制造2025等概念的提出,以数字化、网络化、智能化为特征的新一轮科技革命正在悄然兴起,各个领域和各个行业的智能化建设正跃跃欲试。选煤厂作为一个典型的流程工厂,其生产工艺过程自动化技术日臻成熟,对其开展智能化研究具有较好的起点和基础。基于此,提出了陕煤集团神木张家峁矿业有限公司(以下简称张家峁)智能化选煤厂的概念,主要目的就是充分利用现有的自动化、网络化、信息化等技术手段,使选煤厂在优化、高效、集约和智能的模式下运行,从而达到整体结构优化、资源节约、环境友好以及企业和谐的要求。
1 张家峁选煤厂现状
张家峁选煤厂隶属于张家峁公司,生产工艺为重介浅槽洗选工艺,2016年6月通过改扩建将原煤处理能力从6.0 Mt /a提升到10.0 Mt /a。该选煤厂分为地面生产系统和洗选系统,地面生产系统包括矿井主井口带式输送机机头溜槽以下至装车站全部储运系统,包括筒仓和带式输送机等设备。洗选系统包括准备车间、主洗车间和浓缩车间,准备车间将原煤破碎、筛分后送入主洗车间;主洗车间对送入的原煤进行脱泥后,通过重介浅槽进行煤矸分离,再对煤矸进行脱介、分流、介质回收以及精煤分类储运等;浓缩车间首先将煤泥水中的煤粉进行分离,然后将剩余的煤泥水进行沉淀、浓缩和压滤。张家峁选煤厂工艺流程图如图1所示。
目前,张家峁选煤厂洗选系统实现了启车/停车远程集中自动控制,但大部分设备的运行属于开环运行方式,重介质密度控制及煤泥水沉降加药均由人工完成,现场数据的采集及反馈没有加入参与到对设备的具体控制中,视频监测系统采用模拟图像信号采集与传输模式;集中控制室显示大屏采用DLP方式,缺少Web网接入模式;全厂的生产计划、成本控制、人员调度、设备管理维护以及材料管理等方面均是由管理人员凭经验来实现决策和控制。因此,目前张家峁选煤厂还属于半自动化选煤厂,没有实现整个生产系统的自动化控制。此外,张家峁选煤厂只能对固定煤层开采出来的原煤进行入选,无法生产出特殊客户所要求的产品,销售对象相对固定,在煤炭市场萧条的时候无法应对市场的冲击,缺乏主动开拓市场的能力,更谈不上根据市场进行定制化生产、安全与运营生产管理以及设备运行状态评估等方面的优化控制与决策。因此,要提高张家峁选煤厂的生产效率和经济效益,在选煤厂后期的建设上,必须要进行智能化方式的改造。
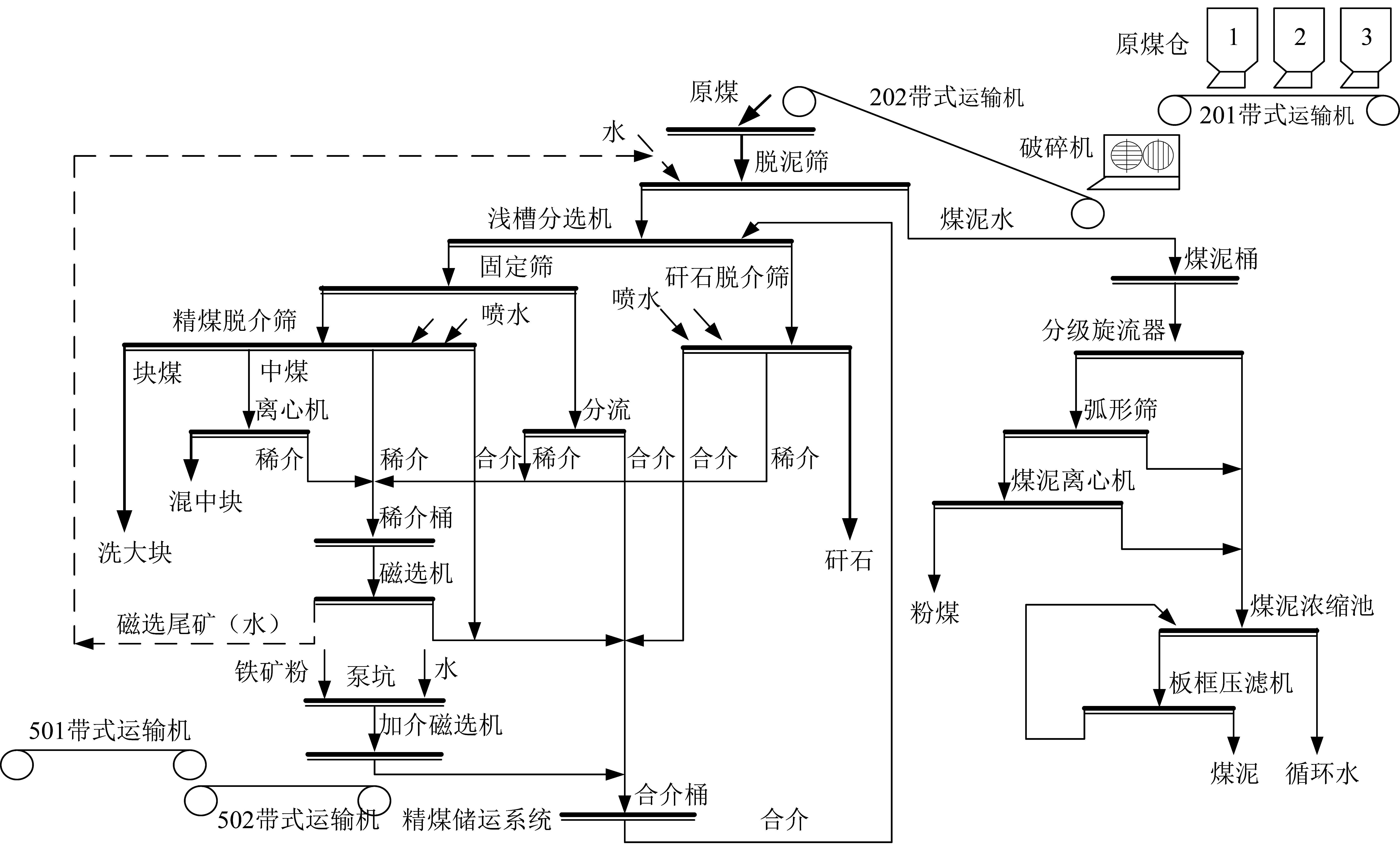
图1 张家峁选煤厂工艺流程图
2 张家峁智能化选煤厂架构设计
张家峁智能化选煤厂在网络架构上可以利用张家峁公司的千兆工业以太网、办公局域网以及以3G无线传输网为一体的基础数据传输平台和统一的企业信息化平台,在此基础上构建智能化选煤厂系统网络框架,包括决策规划层、管理控制层、生产执行层和生产过程控制层,并引入3D虚拟现实监测监控、定制化生产、无人值守、视频预警以及设备全生命周期管理等功能。张家峁智能化选煤厂架构如图2所示。
张家峁智能化选煤厂建设的内容为:一是利用陕煤集团神木张家峁矿业有限公司的办公局域网、工业以太环网及3G无线传输网对选煤厂进行数据采集,并在此基础上构建智能化选煤厂的基础架构;二是构建3D可视化数据采集与监控(SCADA)系统平台,建立在线和离线数据采集系统,根据不同的目标要求对数据进行分类,建立分类(实时)数据库;三是构建智能化分析、管理与决策系统,利用从SCADA获得的相关数据所构建的选煤厂信息分类数据库,根据不同的管理要求和目标对相关数据分析,实现利用数据进行决策的目的;四是在SCADA系统平台的基础上,根据可知的生产任务和产品目标要求,构建相应的控制模型和控制系统,实现定制化生产以及对生产过程的优化控制;五是构建监测通讯与设备保障系统,包括视频监测、调度通讯、设备状态实时监测与评估等,确保生产过程的安全运行,根据管理权限可以通过网络(或客户端)浏览器浏览系统的运行状态、分析结果以及远程故障告警通知等信息。张家峁智能化选煤厂功能结构如图3所示。
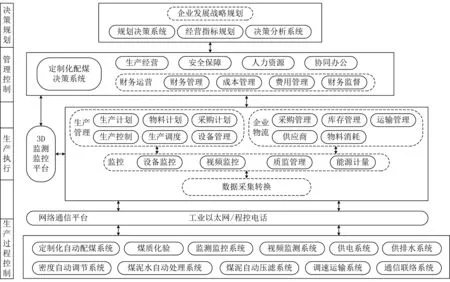
图2 张家峁智能化选煤厂架构
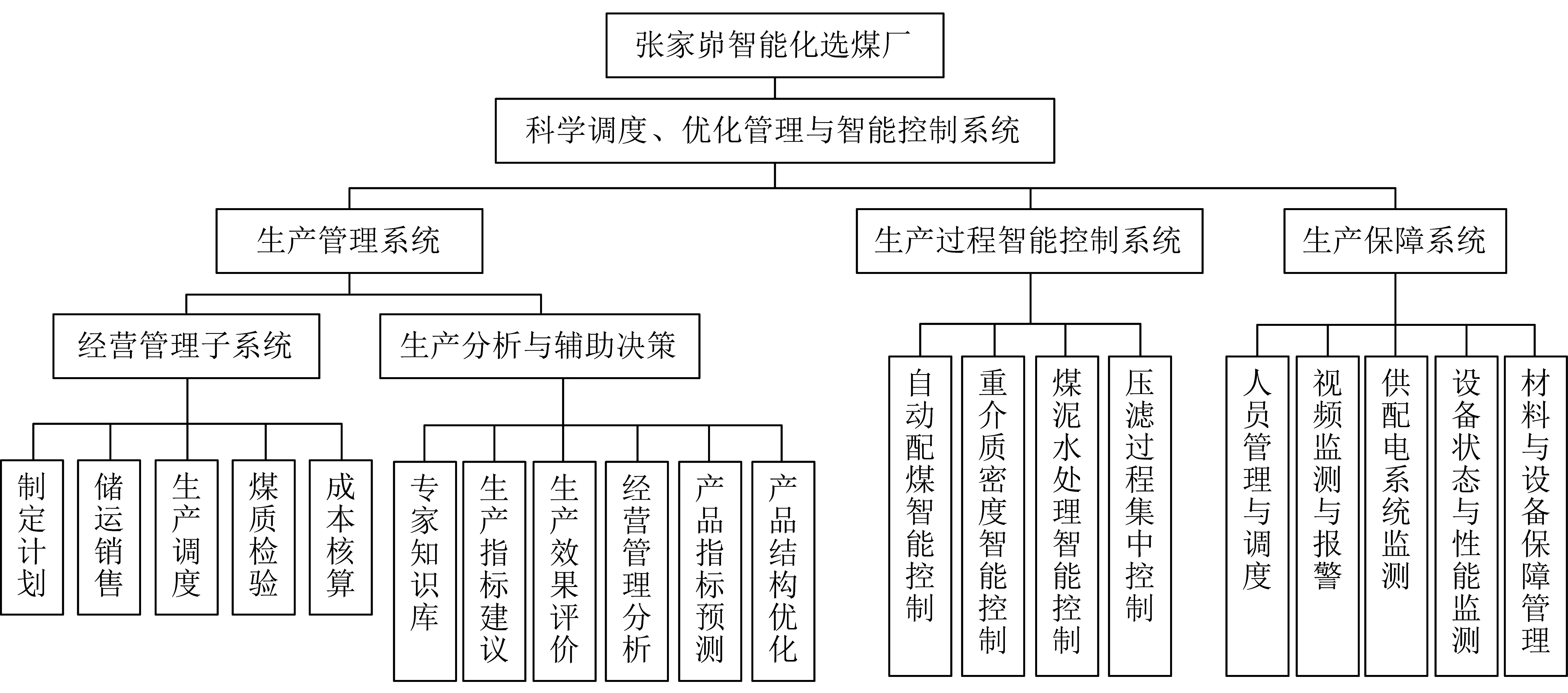
图3 张家峁智能化选煤厂功能结构
3 数据采集
张家峁智能化选煤厂采用张家峁公司的工业以太环网为基础建立数据采集网络,以罗克韦尔自动化网络系统为主要平台,以采集现场生产数据为主要目的,以 PLC为采集核心,在各个子系统及采集点安装工业级监测采集器,通过光纤环网将数据传输到数据服务器,主要采集的子系统如下:
(1)PLC自动化控制系统。分别采集集中控制系统、自动配煤、重介密度系统、自动加药系统、自动压滤等功能中的开关量和模拟量等,数据采集使用标准OPC接口与控制系统对接,生产数据归档到实时数据库。
(2)智能供配电系统。采集所有供配电系统中的实时数据并归档到实时数据库,实现高低压数据监测,包括电流和电压数据监测、故障报警、电量监测、远程安全控制、各种操作日志等信息。
(3)工业电视系统。使用通用视频浏览插件连接工业电视系统,实现工业电视报警、实时画面查看以及历史画面回放等功能。
(4)设备状态在线监测系统。采集设备静态资料和动态运行参数(如温度和振动等信息),并将数据归档到实时数据库,实现在线监控设备的振动频谱、温度以及设备报警等信息。
4 3D可视化数据采集与监控(SCADA)系统
使用数据采集器将生产过程中的各个子系统的实时数据采集并归档到数据服务器上,使用统一数据接口服务,将实时数据库的信息在3D模型环境上显示生产状态,如设备资料、开停状态、电流、振动频谱、工业摄像头实时画面等信息。
4.1 3D可视化显示系统
目前,国内现有的监测监控系统均是二维意义上的监控平台。3D可视化显示系统是利用虚拟现实技术结合选煤厂的结构、设备布局以及监测与控制的任务要求进行开发,并在3D环境下展示全厂的生产状态。对厂区、楼层、设备等实体进行三维建模,达到三维动画效果,并以缩放方式方便观测被测控点(部位)的状态或参数,能够以曲线、表格等形式进行实时显示、存储与历史数据调用等。可以在浏览器或移动设备上浏览全厂生产状态,可自由在厂区、厂房内部行走漫游,也可以通过搜索的方式快速定位设备或区域。
4.2 供配电参数监测
从选煤厂的电力总进线开始,监测每一供电回路的电压、电流、功率与功率因素等参数,一方面可以评价供电系统的运行效率,另一方面可以为能源管理做基础。
4.3 设备运行参数监测
在3D可视化SCADA系统的基础上,显示选煤厂17台被监测设备的运行状态,并对运行状态进行分类、记录、存储、统计以及表格输出等。
4.4 储运系统参数监测
储运系统包括原煤准备和精煤储运两个部分,监测储运系统参数包括煤仓煤位、给煤机给煤速度、带式输送机的带速以及相关拖动系统(变频器与电动机)等相关设备的运行参数。
4.5 洗选系统参数监测
监测洗选系统参数包括稀介桶液位、合介桶液位、合介密度与流量、介质磁性物含量以及相关拖动电机的运行参数等。
4.6 煤泥水处理系统参数监测
监测煤泥水处理系统参数包括煤泥桶液位、煤泥水浓度和流量、溢出水浊度、沉淀池pH值、煤泥水温度以及相关拖动电机的运行参数等。
5 定制化MES系统
MES系统基于SCADA的数据采集,根据不同任务要求,建立管理与分析模型并得出分析结果,为优化管理和定制化高效生产提供决策依据,包括市场分析、煤质管理、材料配件管理、能耗管理以及综合成本核算等功能。
5.1 市场分析
根据当前用户的煤质需求,结合煤质管理系统获取的当前原煤仓煤质数据,计算并提供多个配煤方案,并将用户选定的配煤方案传输至选煤厂集中控制系统,集中控制系统根据配煤方案进行生产。
5.2 煤质管理
通过建立矿井原煤与选出产品的历史煤质档案,构造适当的数据模型,以反映矿井原煤煤质与选出产品煤质的对应关系。此外煤质管理功能可与市场分析功能结合,综合当前市场需求数据,输出定制化自动配煤系统的原煤配比方案,以供定制化自动配煤系统驱动生产。
5.3 材料配件管理
依据设备配件材料需求量和故障率,计算合理的库存需求,对高于或低于库存需求的材料配件提出报警,在保证正常生产的同时最大限度地减少库存,节约生产成本。
5.4 能耗管理
依据从SCADA系统采集的实时电量消耗、介质消耗、水量消耗和药剂消耗等,分析各个生产环节在单位产品生产中的能耗比例,以辅助企业的能源管理部门对能源的管控。
5.5 综合成本核算
综合成本核算包括产品产量的统计、产品成本构成项的数据统计以及不同产品构成项在一个数据统计周期内的分配量的计算等。通过分析产品的成本构成,建立合理的计算模型,估算单位产品的生产成本,提供产品不同成本项在总成本中的分布图,为产品的成本控制提供数据支持。
6 定制化与自动化优化控制系统
定制化生产是根据矿井产出原煤的煤质参数以及市场对产品的要求,对不同原煤进行动态配比,并生产出符合要求的精煤产品,使选煤厂成为实际意义上的煤炭制造工厂,该目标的实现需要洗选系统的全自动化控制运行。
6.1 自动化系统集控功能
原煤准备、入选、产品输出以及煤泥水处理等环节是一个连续的过程,需要实现从该过程的顺序起停车的集中自动控制,满足单台设备的就地控制、互锁和闭锁等功能。
6.2 定制化自动配煤功能
不同原煤煤质存在差别,洗选时需要将定制化MES系统给出的入选比例进行参和并进入洗选系统,配比的准确性以及配料系统的可靠性将直接影响产品的质量。需要控制对应原煤仓下的闸板开度、给煤机的给煤速度来实现原煤的配比要求,并在相应的带式输送机上设置胶带秤,以闭环控制方式核定给煤机给煤量的准确性,实现精准配煤,配比误差在1%以内,设计算法时要考虑煤量检测与给煤控制的滞后关系以及筛分过程中的煤量损失。该配煤功能主要由配煤专家和电气控制组成,配煤专家隶属于定制化MES系统中的煤质检验功能,通过计算机程序完成配煤方案的确定与审批,形成操作方案,它的控制核心是根据原料煤的特性以及用户对产品煤的要求,采用遗传算法,计算出可选的配煤方案。电气控制部分通过生产控制系统控制给煤机、闸板及相应设备自动完成配煤任务及过程监控,并最终实现定制化生产。
6.3 重介密度自动调节功能
精煤质量的稳定取决于重介密度的稳定性,而重介密度受原煤的入选量、合介桶的液位和密度、重介流量、重介中磁性物和煤泥的含量以及重介分流比例等诸多因素影响,在设计介质密度控制时需要综合考虑以上因素的影响和相互耦合关系,将重介密度控制在1.55±2% kg/L(或1.75±2% kg/L,并可以根据要求进行设置)的范围内,将煤泥含量控制在40%~50%之间。
6.4煤泥水自动配/加药控制功能和煤泥自动压滤功能
煤泥水中煤泥的沉降速率与煤泥水的澄清效果受煤泥水的浓度、流量、浓缩池煤泥水的pH值以及加药(絮凝剂、凝聚剂和火碱)量的速率和浓度有关,需要将溢出水浊度控制在0.5 g/L以内,实现药剂在设定浓度下的自动配比,并按煤泥水的浓度、入池流量以及沉降速率自动加入,实现煤泥水自动配/加药的闭环自动控制,同时实现煤泥水压滤机的远程无人操作功能。
6.5 带式输送机节能调速功能
张家峁选煤厂拥有501、502和530这3条产品煤带式输送机,长度约为200 m,目前运行状态为变频器软启动后工频运行,在日常情况下填充率达不到最大,为了提高带式输送机的运行效率和减少电量消耗,需要对带式输送机的运行过程进行分析,调节带式输送机的带速。当带式输送机运量变化时,只要根据运量调整相应的带速,从而达到节能运行和延长设备生命周期的目的。将3条带式输送机设置成为节能调速功能,使带式输送机实现填充率最大(90%~100%)条件下以最小速度(可以将带速固定为3~5个固定速度)闭环控制运行。
7 监测与通信系统
智能化选煤厂要求对洗选系统中关键节点和场所进行远程视频监测与分析,对系统中的主要场所进行监视,对主要设备进行实时监测和性能评价,建立系统设备的保养与维护档案、管理措施以及选煤厂整体的性能评价体系等。
7.1 视频监测系统
视频监测系统对选煤厂的关键部位布置点位进行固定或扫描实行实时监控,图像传输方式采用网络IP传输方式,摄像头之间采用自成环网,通过增加网闸的方式和Scada系统进行不同网段之间的互通,实现与3D可视化SCADA系统之间的融合。除具有基本功能外还应有视频信号分析与现场异常情况(设备运转异常、人员闯入等)的预警、记录、存储、统计等功能,异常情况预警需要具有算法软件依据与说明,实现对非法闯入的限制和监视。
7.2 除尘与火灾报警系统
在有粉尘的部位或场所安装除尘装置并接入监测监控系统,实现除尘设备的远程监测与控制,根据消防要求,在重点部位(如配电室、运输栈桥等)设置温度或烟雾传感器,并将它们并入监测监控系统,分析和预测被监测场所和部位的火灾隐患。
7.3 语音电话调度系统
为了实现高效率和高质量的生产,保证生产现场与生产调度部门之间的通信畅通,建立并完善语音电话调度系统。
7.4 网络化办公与移动办公系统
相关人员可以根据自己的业务和权限在线实时浏览智能化系统中的有关信息和内容(监测图、系统运行状态、报表、曲线等),也可以通过手机实时浏览所需要查阅浏览的智能化系统中的有关信息和内容(报表、曲线等)。
8 效益分析
8.1 社会效益分析
张家峁智能化选煤厂建成后,现场工艺及设备的自动化程度将达到100%,前期人工主观观测及分析的部分由智能程序替代,大部分现场工序由PLC程序控制的设备替代,这将大幅度减少现场危险源数量,同时降低工人劳动强度,从管理方面由智能分析替代人工主观介入,从而提升选煤厂的管理水平。在定制化生产方面,张家峁选煤厂由普通的自动化选煤厂升级为“煤炭智能工厂”,根据客户需求紧紧把握市场煤炭需求,进一步提升企业效益。
8.2 经济效益分析
(1)张家峁智能化选煤厂运行后可以减少现场运行人员50%,减少管理人员40%,减少工资成本约为360万元(30人);自动调节重介质密度可以保持重介质密度稳定,使精煤洗出率提升0.5%,年节约重介质约为30 t;自动配药和加药可使煤泥水处理的效率提高,年节约药剂约为10 t,减少药剂成本约为876万元。
(2)定制化自动配煤可使精煤的销售价格提高0.5% ,按提高价格1.5元/t计算,每年生产200万t精煤增加经济效益约为300万元;带式输送机根据实际载荷进行调速,每年节约电费约为42.75万元。
(3)定制化MES系统的构建通过设备的实时监测与性能评估,可以提早发现设备的隐患,提高整体系统的开机率5%,每天可以多选精煤530 t,同时可以使生产效率提高3%,按每年生产200万t精煤计算,合计增收约为7047万元。综合各项节约和增收合计,每年可以给企业增加经济效益约为8023.75万元。
[1] 吴德政. 数字化矿山现状及发展展望[J]. 煤炭科学技术,2014(9)
[2] 陈运启. 煤矿信息化建设现状及发展趋势[J]. 煤矿现代化,2016(4)
[3] 王莉. 智慧矿山概念及关键技术探讨[J]. 工矿自动化,2014(6)
[4] 张振,陆小兵. 智能化选煤厂架构探讨[J]. 煤炭加工与综合利用,2014 (9)
[5] 刘凤,卜新华,王 静. 洗煤厂集中自动化控制系统设计[J]. 煤矿机械,2013(6)
[6] 马庆银. 顺和选煤厂自动化控制技术应用的体会[J]. 煤炭加工与综合利用,2014 (5)
[7] 董黎芳. 选煤厂综合自动化系统的设计及应用[J]. 煤矿综合自动化与机电技术,2012 (12)
[8] 陈震,郭楠,张杨. 国内选煤厂自动化技术现状及发展趋势[J]. 煤炭与化工,2014(3)
[9] 赵秀敏, 刘建春. 选煤厂智能化供配电系统的研究与应用[J]. 煤矿机电,2009 (2)
[10] 刘翠玲. 重介密度控制系统在漳村矿洗煤厂的应用[J]. 煤,2013(1)
[11] 王光辉,匡亚莉,王章国等. 煤泥水药剂自动添加系统研究[J]. 选煤技术,2011 (6)
[12] 李少华,仇学功,穆成伟等. 宁东洗煤厂梅花井分厂煤泥水系统生产管理实践[J]. 选煤技术,2014(2)
[13] 宋风华,陈光柱,罗成名等. 煤泥水自动加药控制系统设计[J]. 煤矿机械,2012(2)
[14] 程雅丽,刘海增,王海涛. 煤泥水处理自动控制技术现状及存在问题[J]. 洁净煤技术,2013 (5)
[15] 乔尚元,李建军,朱金波等. 煤泥水处理新技术及发展趋势[J]. 水处理技术,2016(6)
[16] 吴宏伟,刘蕾,刘强.基于云计算技术的选煤管控平台的研究与设计[J].中国煤炭,2014(12)
[17] 高慧玲,吴浩然,龚淑芳. 智能化设备管理系统在新庄选煤厂的研究及应用[J]. 企业技术开发,2015(7)
[18] 任博. 选煤厂智能化监控技术的应用分析[J]. 内蒙古煤炭经济,2013(7)
[19] 李发科,谢家勇. 宁东洗煤厂机电设备管理智能化与信息化的探索与实践[J]. 神华科技,2015(4)
ResearchanddesignofZhangjiamaointelligentcoalpreparationplant
Mao Hao, Hao Qiang
(Shenmu Zhangjiamao Mining Co., Ltd., Shaanxi Coal and Chemical Industry Group, Yulin, Shaanxi 719600, China)
In view of the current situation of Zhangjiamao coal preparation plant and its automation equipment and network fundamentals, the architecture of Zhangjiamao intelligent coal preparation plant was built based on PLC automatic control technology, video early warning technology, 3D virtual reality concept, customization production concept and product life-cycle management concept, and the data acquisition, 3D visual supervisory control and data acquisition (SCADA) system, customization MES system, customization and automatization optimal control system, supervision and communication system of the intelligent coal preparation plant were elaborated in detail, and the social and economic benefits of the intelligent coal preparation plant were analyzed in the end.
intelligentialized coal preparation plant, customization production, virtual reality
毛浩,郝强. 张家峁智能化选煤厂的研究与设计[J].中国煤炭,2017,43(10):82-87.
Mao Hao, Hao Qiang.Research and design of Zhangjiamao intelligent coal preparation plant.[J].China Coal,2017,43(10):82-87.
TD67
A
毛浩(1985-),男,陕西延川人,机电工程师,主要从事煤矿洗煤厂电气系统设计、管理与维护工作。
(责任编辑 路 强)
猜你喜欢
小学生作文·小学低年级适用(2023年4期)2023-09-18 08:00:52
选煤技术(2022年3期)2022-08-20 08:39:48
选煤技术(2022年2期)2022-06-06 09:13:02
作文小学高年级(2022年4期)2022-05-27 03:43:38
选煤技术(2022年1期)2022-04-19 11:15:12
选煤技术(2022年1期)2022-04-19 11:15:06
北方建筑(2021年3期)2021-12-03 22:19:10
选煤技术(2021年3期)2021-10-13 07:33:38
少先队活动(2018年8期)2018-12-29 12:16:02
山东工业技术(2016年15期)2016-12-01 05:30:53