加氢反应器内部支撑结构设计及应力计算
2017-11-07 10:02
石油化工设备 2017年3期
(中国石油工程建设公司 新疆设计分公司, 新疆 乌鲁木齐 830019)
加氢反应器内部支撑结构设计及应力计算
陈默
(中国石油工程建设公司 新疆设计分公司, 新疆 乌鲁木齐 830019)
介绍了加氢反应器内件液体分配盘、填料格栅及催化剂的支撑结构形式。液体分配盘整体重量及支撑结构受力均较小,选用支持圈焊接在堆焊过渡层的结构形式,并采用工程简化计算方法进行应力校核。填料格栅和催化剂支撑重量及支撑结构上表面转角处拉应力均很大,支撑结构材料易产生氢脆,采用堆焊凸台作为填料格栅及催化剂支撑结构形式,并用有限元方法进行应力分析和校核。对比了常规计算方法和有限元分析法的优缺点,可为加氢反应器内件支撑方式和计算方法选择提供参考。
加氢反应器; 支撑结构; 应力计算; 有限元分析
随着石油化工行业的快速发展,加氢技术应用得越来越广泛。目前,在各种加氢装置中,固定床加氢反应器依然占据主导地位。对于双床层或者三床层的厚壁加氢反应器,内部一般都设置有各种支撑结构来支撑反应器内件以及催化剂等。各种支撑结构都是直接与反应器本体相焊,属于结构突变区域,必然存在较大的应力集中。在高温、高压的操作条件下,同时受所支撑构件的重力载荷,极易在此部位产生应力腐蚀和裂纹等损伤,影响加氢反应器的正常运行。
某加氢项目中的双床层固定床加氢反应器直径Ø1 400 mm,长度14 120 mm,设计压力9.01 MPa,设计温度390 ℃,氢分压7.2 MPa。该反应器属于高温、高压临氢设备,操作介质中氢及硫化氢含量都比较高,设计采用板焊加内部双层堆焊结构。一般反应器内部双层堆焊E309L+E347或E309L+E316,分别针对高温硫腐蚀和环烷酸腐蚀[1]。结合本加氢反应器的实际工况,最终确定反应器的母材选用12Cr2Mo1R板材,内部双层堆焊E309L+E347,内件材料则采用耐腐蚀性能比较好的06Cr18Ni11Ti。文中对反应器支撑结构设计及应力计算进行简要介绍。
1 液体分配盘支撑
1.1
支撑结构
液体分配盘、再分配盘等内件是保证操作介质进入反应器后,能够均匀有效地分布在整个内径截面积上的分配装置。由于本反应器采用分配管结构,整个分配盘的整体重量较小,支撑结构受力也比较小,因此选用支持圈结构。传统的支持圈结构有两种,见图1。
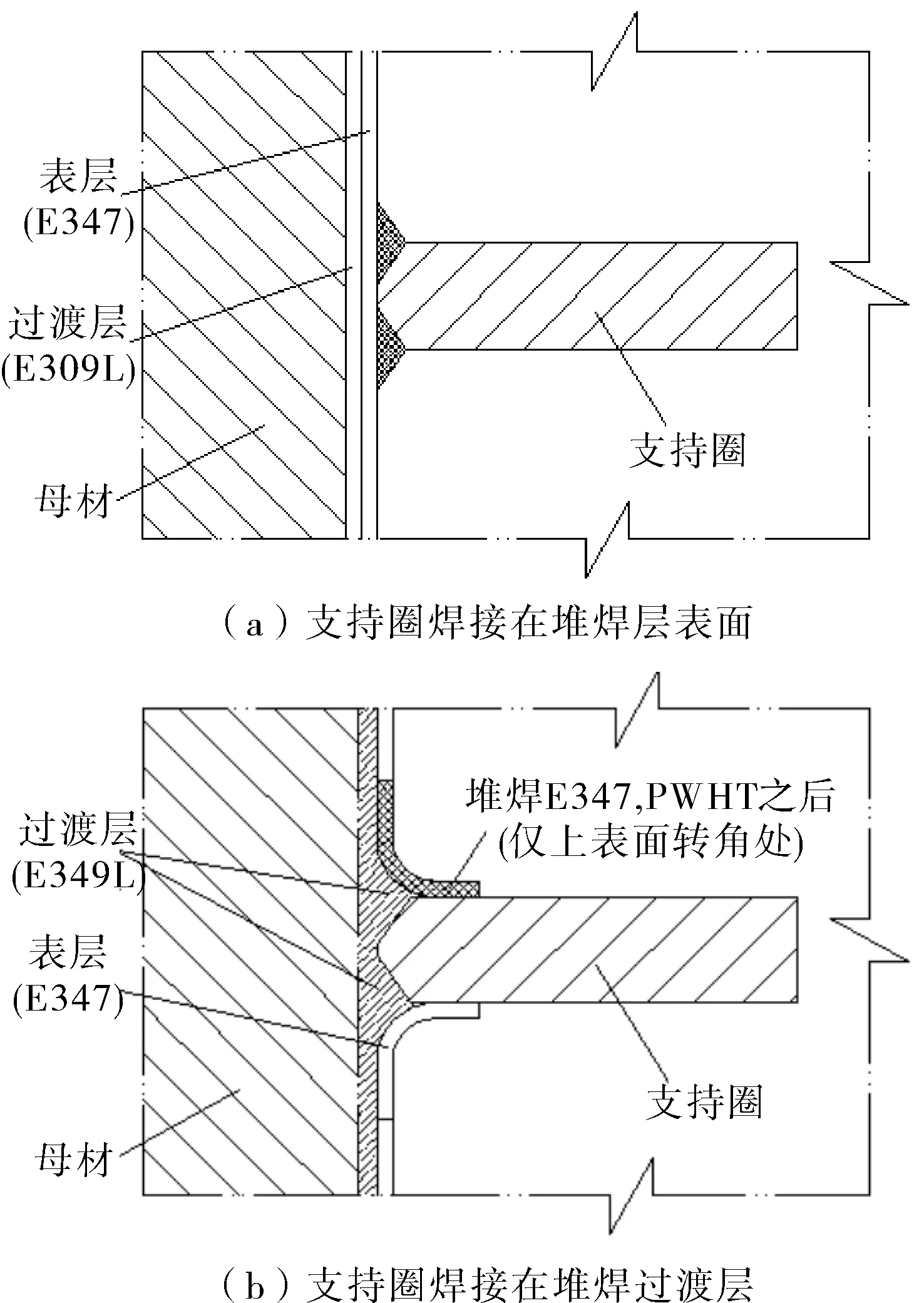
图1 传统支持圈结构
支持圈为06Cr18Ni11Ti钢板直接加工而成,若采用图1a结构,在母材表面堆焊E309L+E347后,直接将支持圈焊接在堆焊表层E347上,支持圈需开双面坡口,采用双面全焊透结构。若采用图1b结构,母材表面堆焊E309L+E347时,在支持圈焊接位置不堆焊表层E347,将支持圈焊接在过渡层E309L上,然后再堆焊表层E347,上表面转角处的表层E347要在最终焊后热处理后再堆焊。
对于操作条件不苛刻,即反应温度、压力不高,氢分压较小,硫含量很低且支持圈所支撑的重量不大时,可以选择图1a结构的支持圈焊接方式,该方式制造、加工简单,省时省力。但对于大型反应器,操作条件苛刻,支撑重量较大,反应器制造完成后进行最终焊后热处理时推荐的焊后热处理规范为690 ℃×8 h,而最大焊后热处理规范可以达到685~705 ℃×32 h[2],该温度区间正好处于奥氏体不锈钢的敏化温度范围内[3]。支持圈上表面转角为受拉应力最大的部位,在经历敏化温度范围的热处理后,处于腐蚀性介质中的支持圈上表面转角处极易发生晶间腐蚀,从而产生微裂纹,使焊缝金属的强度、韧性等降低。
结合本反应器的操作情况及实际制造情况,最终选择图1b支持圈结构。
1.2支持圈应力校核
将支持圈简化为一端固定的悬臂梁力学模型进行近似工程简化计算[4],简化计算模型见图2。
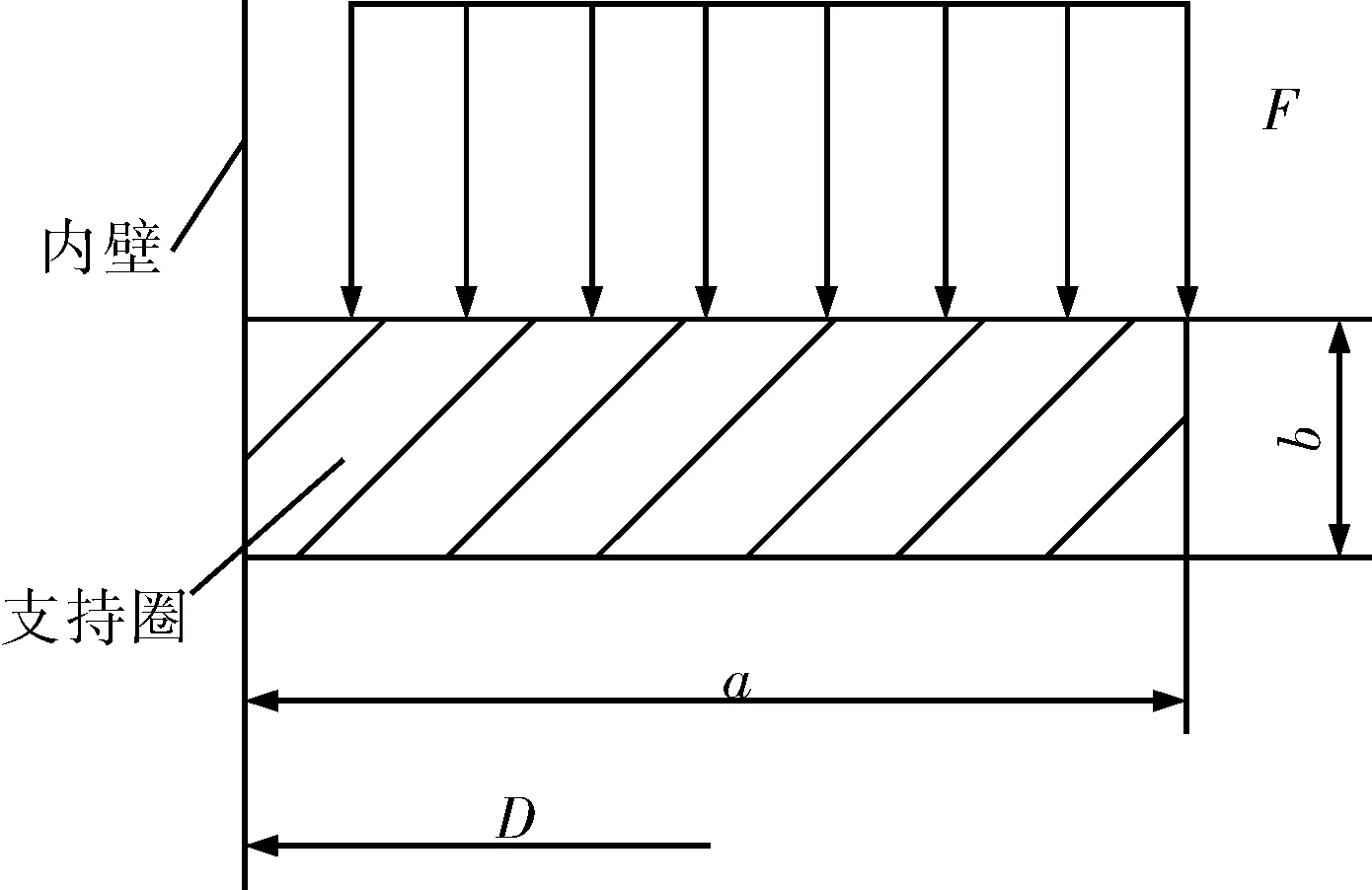
图2 支持圈简化计算模型
将总载荷F简化为作用在悬臂梁上表面的均布载荷FJ:

(1)
式中,F为总载荷,N;a为支持圈宽度,mm;q为压降载荷,N;mF为分配盘及支持件质量,mC为分配盘持液质量,kg。
支持圈截面的最大弯曲应力σb为[5]:
(2)
其中
式中,W为支持圈截面的抗弯截面模量,mm3;b为支持圈厚度,D为筒体内直径,mm。
支持圈截面的切应力为:

(3)
支持圈的综合应力为[6]:
(4)
应力校核条件为σ≤[σ]t[7],[σ]t为设计温度下支持圈材料的许用应力。
将反应器各参数F=34 920 N、a=50 mm、b=6 mm、D=1 400 mm代入式(1)~式(4)中,得σb=33.1 MPa、τ=1.32 MPa、σ=33.2 MPa<[σ]t=108.6 MPa,支持圈应力校核通过。
2 填料格栅及催化剂支撑
2.1支撑结构
如果反应器内部承载较轻的内件,可以采用支持圈结构支撑。但对于填料格栅和催化剂支撑来说,支撑重量大,支撑结构上表面转角处的拉应力也会很大。支撑结构在临氢操作环境中长期承重,且处于结构不连续处,材料容易产生氢脆[8]。设计时应尽量减少该部位的应力集中,保持支撑件金属有较好的韧性。常见的填料格栅及催化剂支撑为堆焊凸台形式,见图3。

图3 填料格栅及催化剂支撑凸台结构
由图3可以看出,支撑凸台本身是用与母材相匹配焊材在钢板上直接堆焊出来的,凸台外部堆焊E309L+E347。与支持圈结构一样,凸台结构上表面转角处的表层E347需在最终焊后热处理之后再堆焊,也是为了避开奥氏体不锈钢的敏化温度,防止晶间腐蚀。凸台外部的倒角随堆焊层厚度变化,由外至内逐渐减小,保证整个凸台上表面的平整。凸台与内壁连接处为整个凸台受拉应力最大的部位,必须减小此处的应力集中,保证较小的应变幅度,可以采用加大转角半径的方法加以解决。图3中上表面转角处内部堆焊凸台和外部堆焊层的转角半径均为10 mm,就是为了保证较大的转角半径,以减小应力集中。
此外,在满足强度尺寸的前提下,凸台不宜设计得过厚,因为堆焊后焊缝金属的强度高于母材的强度,但热影响区的韧性低于母材及焊缝金属的韧性。反应器经中间热处理后,如果堆焊部位太大,则释放的残余应力有可能大于母材热影响区的抗拉强度,从而在堆焊部位根部产生裂纹[9]。
2.2支撑凸台应力分析[10]
本反应器的催化剂床层单床层压降达0.25 MPa,且支撑的格栅和催化剂重量也较大,因此,采用ANSYS 15.0 workbench软件进行支撑凸台应力分析校核。
2.2.1建立模型
首先定义材料属性,即设计温度下的钢材弹性模量、泊松比等,然后根据凸台尺寸和反应器整体尺寸建立力学模型[11]。


图4 支撑凸台有限元模型
2.2.2施加边界条件
模型对称面施加无摩擦约束,模型下端面建立局部圆柱坐标系,约束下端面所有节点的轴向位移和周向位移,径向位移不约束。筒体内壁及凸台外表面施加内压载荷,筒体上端面施加等效拉应力,凸台上表面施加所需承载的所有载荷。凸台有限元模型边界条件加载图见图5。

图5 凸台有限元模型边界条件加载图
凸台需承载的所有载荷FZ为:
FZ=Fy+(m1+m2+m3+m4)g
(5)
式中,Fy为压降载荷,N;m1为格栅等支撑件质量,m2为催化剂堆质量,m3为瓷球堆质量,m4为催化
剂持液质量,kg。
2.2.3应力求解及分析
通过有限元求解得到的凸台模型应力强度分布云图见图6。
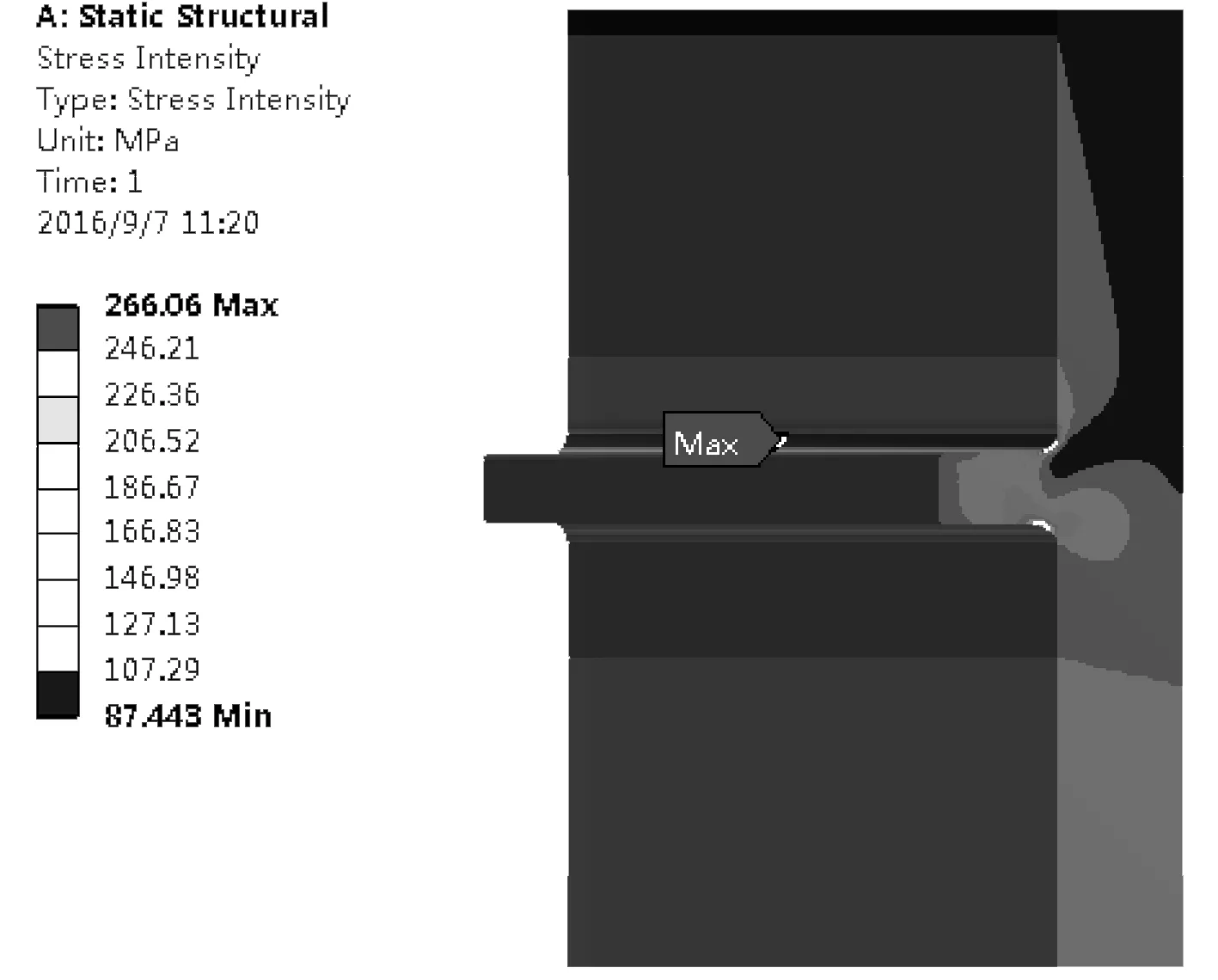
图6 凸台模型应力强度分布云图
由图6可见,整个凸台支撑结构应力强度最大的点位于凸台与反应器内壁连接转角处,上转角处拉应力最大,下转角处压应力最大。
通过应力最大节点,沿横穿壁厚的最短距离设定3条路径(图7),分别分析每条路径上的等效线性化应力[13]。

图7 凸台有限元模型分析路径
由图7可见,分析路径1是通过应力最大节点,横穿筒体壁厚的最短路径;分析路径2是通过应力最大节点,纵穿凸台厚度的最短路径;分析路径3是通过凸台上表面拉应力最大节点与凸台下表面压应力最大节点的最短路径。3条分析路径的应力评定结果见表1,表中PL为一次局部薄膜应力,Pb为一次弯曲应力,Q为二次应力,Smt=160.8 MPa[14]。

表1 凸台有限元模型分析路径应力分类及评定结果
由表1分析结果可以看出,凸台厚度30 mm可以满足本反应器的设计及操作要求。在实际设计过程中,填料支撑格栅的尺寸、凸台的宽度基本可以确定,需要设计的主要尺寸为凸台的厚度。在设计凸台厚度时,可以根据实际承载情况多设定几组厚度值,经应力分析后,综合考虑材料、强度、加工制造量等因素,最终选择合适的凸台厚度。
3 结语
加氢反应器属于高温、高压临氢设备,内部支撑结构是设计中的重要部分。在应力计算时,常规的工程简化计算方法结果偏保守,适合工程应用时简单的应力校核。有限元计算方法计算结果精确,能够针对局部的特定结构进行优化设计,更加节省材料,方便加工制造,但计算工作量较大。综合考虑该反应器的操作工况、承载大小、腐蚀情况和加工制造等因素,对液体分配盘支撑、填料格栅及催化剂支撑选用了不同的支撑方式和应力计算方法,提高了设计效率。
该反应器经过6个月的开工试运行后,进行冬歇期的停工检查。目视检查支持圈及堆焊凸台外表面光滑、平整,磁粉检测及渗透检测未发现裂纹等缺陷[16,17],说明该反应器内件支撑结构设计合理,应力计算方法安全可靠。
[1] 张新宇,孙家鹏.加氢反应器的内件支撑结构[J].一重技术,2013(6):28-30.
(ZHANG Xin-yu,SUN Jia-peng. Internals Support in Hydrogenation Reactor[J].CFHI Technology,2013(6):28-30.)
[2] GB/T 30583—2014,承压设备焊后热处理规程[S].
(GB/T 30583—2014,Specification for Post Weld Heat Treatment of Pressure Equipment[S].)
[3] 秦丽雁,张寿禄,宋诗哲.典型不锈钢晶间腐蚀敏化温度的研究[J].中国腐蚀与防护学报,2006,26(1):1-5.
(QIN Li-yan,ZHANG Shou-lu,SONG Shi-zhe. Sensitive Temperatures for Intergranular Corrosion of Typical Stainless Steels[J].Journal of Chinese Society for Corrosion and Protection,2006,26(1):1-5.)
[4] 刘鸿文.材料力学I(第四版)[M].北京:高等教育出版社,2007:138-150.
(LIU Hong-wen. Mechanics of Materials I(Fourth Edition)[M].Beijing:Higher Education Press,2007:138-150.)
[5] 中国石化集团洛阳石油化工工程公司.石油化工设备设计便查手册(第二版)[M].北京:中国石化出版社,2012:429.
(LPEC Edited. Petrochemical Equipment Design Manual(Second Edition)[M].Beijing:China Petrochemical Press Co. Ltd.,2012:429.)
[6] 唐丽,王金刚,赵骞.加氢反应器内构件支撑凸台厚度的计算[J].广州化工,2013,41(15):209-210.
(TANG Li,WANG Jin-gang,ZHAO Qian. Calculation of Thickness of Internals Supporting Boss for Hydrogenation Reactor[J].Guangzhou Chemical Industry and Technology,2013,41(15):209-210.)
[7] GB 150.1~150.4—2011,压力容器[S].
(GB 150.1~150.4—2011,Pressure Vessels[S].)
[8] 胡海军,李康,武玮.电化学充氢下2.25Cr1Mo0.25V钢氢脆敏感性研究[J].西安交通大学学报,2016,50(7):89-95.
(HU Hai-jun,LI Kang,WU Wei. Research on the Hydrogen Embrittlement Sensitivity of 2.25Cr1Mo0.25V in Electrochemical Hydrogen Charging[J].Journal of Xi’an Jiaotong University,2016,50(7):89-95.)
[9] 高殿宝.筒型锻件凸台堆焊裂纹机理及解决办法浅析[J].一重技术,2006(4):64-65.
(GAO Dian-bao. Analysis on the Mechanism and Solving Methods of Surfacing Crack for Cylindrical Forging Boss[J].CFHI Technology,2006(4):64-65.)
[10] 于伟炜,高炳军.ANSYS在机械与化工装备中的应用(第二版)[M].北京:中国水利水电出版社,2007:143-148.
(YU Wei-wei,GAO Bing-jun. ANSYS Application in the Mechanical and Chemical Equipment (Second Edition)[M]. Beijing:China Water & Power Press,2007:143-148.)
[11] 凌桂龙,丁金滨,温正.ANSYS Workbench 13.0从入门到精通[M].北京:清华大学出版社,2012:23-56.
(LING Gui-long,DING Jin-bin,WEN Zheng. ANSYS Workbench 13.0 from Entry to Proficient[M].Beijing:Tsinghua University Press,2012:23-56.)
[12] 许京荆.ANSYS13.0 Workbench数值模拟技术[M].北京:中国水利水电出版社,2012:91-124.
(XU Jing-jing. ANSYS13.0 Workbench Numerical Simulation Technology[M].Beijing:China Water & Power Press,2012:91-124.)
[13] 李建国.压力容器设计的力学基础及其标准应用[M].北京:机械工业出版社,2004:195-196.
(LI Jian-guo. Mechanical Basis and Standard Application for Pressure Vessel Design[M].Beijing: China Machine Press,2004:195-196.)
[14] JB 4732—1995(2005年确认),钢制压力容器——分析设计标准[S].
(JB 4732—1995(2005 Confirmation),Steel Pressure Vessels——Design by Analysis[S].)
[15] JB 4732—1995,钢制压力容器——分析设计标准标准释义[S].
(JB 4732—95,Steel Pressure Vessels——Design by Analysis Standard Interpretation[S].)
[16] NB/T 47013.4—2015,承压设备无损检测 第4部分:磁粉检测[S].
(NB/T 47013.4—2015,Nondestructive Testing of Pressure Equipments—Part 4:Magnetic Particle Testing[S].)
[17] NB/T 47013.5—2015,承压设备无损检测 第5部分:渗透检测[S].
(NB/T 47013.5—2015,Nondestructive Testing of Pressure Equipments—Part 5:Penetrant Testing[S].)
(张编)
DesignandStressCalculationofInternalSupportStructureforHydrogenationReactor
CHENMo
(Xinjiang Design Branch of China Petroleum Engineering & Construction CORP,Urumqi 830019,China)
The support structure of liquid distributor plate,filler grille and catalyst in the hydrogenation reactor are introduced. The overall weight of the liquid distribution plate and the force of supporting structure are all small. The structure of support ring welding on the surfacing transition layer is selected and the simplified calculation method is used to check the stress. The weight of filler grille and catalyst as well as the tensile stress at the top corner of support structure are very large,support structural materials prone to hydrogen embrittlement,the surfacing boss is used as the filler grille and catalyst support structure, and the finite element method is used for stress analysis and verification. The advantages and disadvantages of the conventional calculation method and the finite element analysis method are compared;it provides reference for the support mode and calculation method of hydrogenation reactor internals.
hydrogenation reactor; support structure; stress calculation; finite element method analysis
TQ051.3; TE966
B
10.3969/j.issn.1000-7466.2017.03.006
1000-7466(2017)03-0026-05①
2016-12-10
陈 默(1985-),男(回族),新疆乌鲁木齐人,工程师,学士,一直从事过程设备设计工作。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
汽车工程师(2021年12期)2022-01-17
汽车工程师(2021年11期)2021-12-21
小星星·阅读100分(高年级)(2021年12期)2021-10-18
山东冶金(2019年3期)2019-07-10
新世纪水泥导报(2016年1期)2016-07-01
中国塑料(2015年7期)2015-10-14
燕山大学学报(2014年3期)2014-03-11
恋爱婚姻家庭·养生版(2012年12期)2012-05-14