哈氏合金B-3在压力容器设计和制造中的应用探讨
2017-11-06 02:43
石油化工设备 2017年5期
(新疆寰球工程公司, 新疆 独山子 833699)
哈氏合金B-3在压力容器设计和制造中的应用探讨
钟莹
(新疆寰球工程公司, 新疆 独山子 833699)
哈氏合金B-3是一种多用途的优良耐腐蚀合金和昂贵的压力容器制造原材料,对其合理、充分及高效利用是降低生产成本和增加企业经济效益的重要途径。从加强压力容器结构设计的合理性、提高复合钢材选择的针对性、寻求合适的机加工程序、保护工作从细节做起几个方面探讨了在哈氏合金B-3压力容器设计及制造中应注意的关键问题,可为工程实际中此类材质的容器设计、制造提供参考。
压力容器; 哈氏合金; 设计; 制造
哈氏合金是一种优质的镍基耐蚀合金[1],主要适用于铁基Cr-Ni或Cr-Ni-Mo不锈钢、非金属材料等无法使用的强腐蚀性介质场合,广泛应用于国内外的石油化工、造纸、环保等领域。哈氏合金种类繁多,主要分为4个系列,分别是B、C、G、X系列[2]。哈氏合金B系中的B-3兼具良好的力学性能、物理性能和耐腐蚀性能。哈氏合金B-3的耐腐蚀范围尤其广泛,不仅在各种还原性介质中具有优良的耐腐蚀性能,而且能耐常压下各种温度和浓度盐酸的腐蚀,此外还对稀硫酸、乙酸、蚁酸、磷酸及其他非氧化性介质也具有良好的抗腐蚀性[3],甚至还耐卤族催化剂的腐蚀。哈氏合金B-3是哈氏合金B-2经化学成分优化后推出的升级产品,其热稳定性较B-2合金有了大幅提高[4]。同时,哈氏合金B-3解决了哈氏合金B-2容易析出Ni-Mo沉淀硬化的问题,极大改善了其热、冷加工性能。
作为压力容器用合金钢材,哈氏合金B-3的售价和加工难度远高出一般低合金钢材和奥氏体不锈钢,需要严格控制其用量并保证高效利用率[5]。笔者整理多年来的工作经验,在对哈氏合金B-3结构设计、材质选择、机械加工、现场安装、焊接工艺等压力容器设计和制造中应注意的事项展开探讨,以期为以后此类工程设计和生产提供借鉴。
1 设计过程中应注意问题
1.1结构设计
1.1.1避免采用需变形加工结构
哈氏合金B-3优异的强度高、韧性高等力学性能使其在机加工过程中应变硬化倾向严重[6]。当哈氏合金B-3的变形率达到15%时,其应变硬化程度可达到奥氏体不锈钢的2倍[7]。以哈氏合金B-3板材加工设备封头为例,通常板材需要的局部纤维伸长率大于10%,为了有效控制加工过程中的硬化倾向,加工必须分步成型。冷加工变形在提高材料屈强比的同时也会使应力腐蚀倾向增加,所以板材的加工还应增加中间和最终的固溶热处理工序。由于是分步成型,往往需要进行多次中间热处理才能达到较好的效果,导致制造成本增大。在结构允许的情况下使用平盖结构就能避免封头加工的问题。
以封头的设计为例,采用图1b所示平盖封头代替椭圆封头(图1a),就可以避免封头加工过程中产生应变硬化,完全避免硬化开裂的产生。
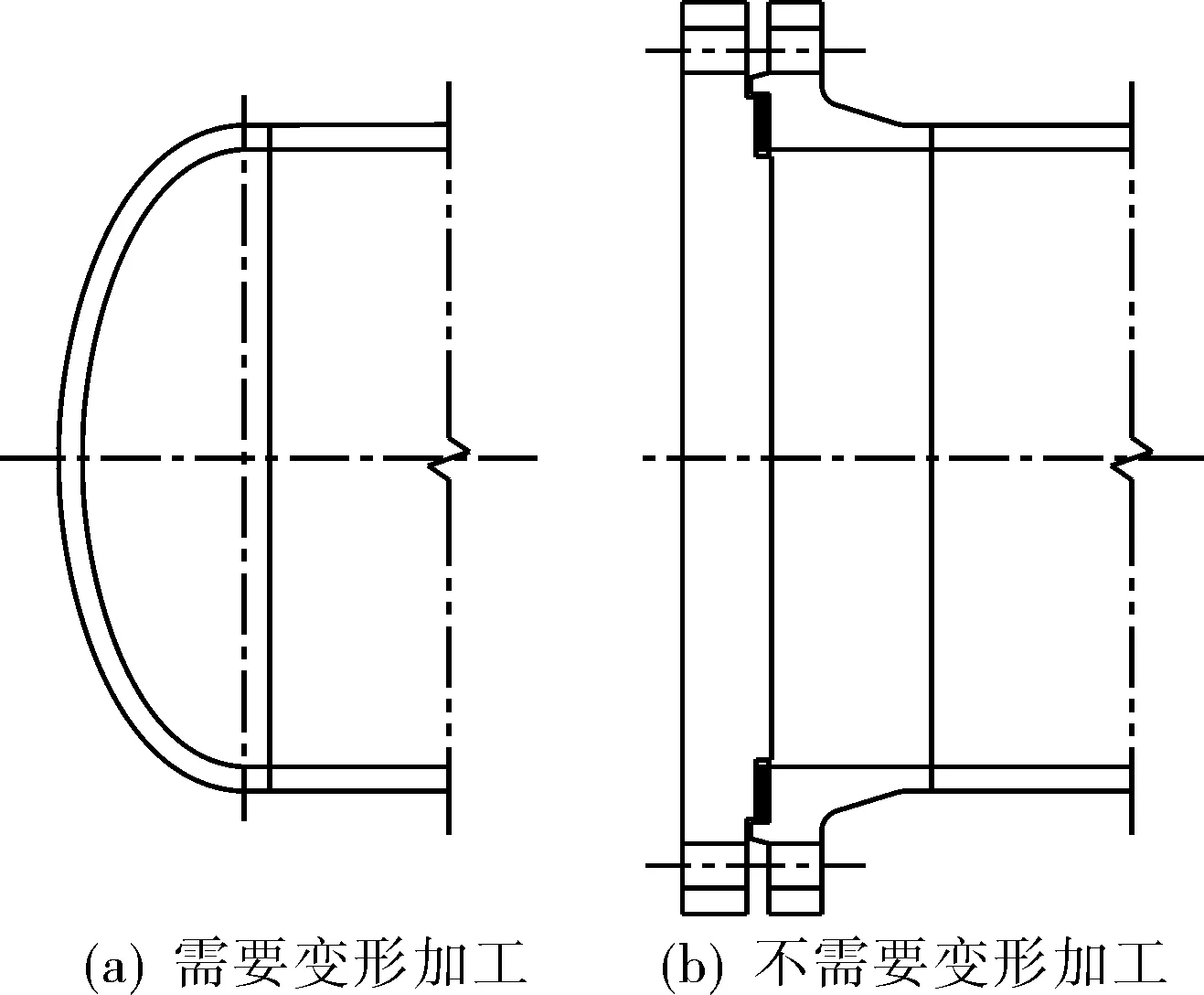
图1 容器封头接头形式
1.1.2合理使用哈氏合金B-3
当设计压力和温度满足要求时,法兰结构可优先采用PJ/SE形式。采用PJ/SE结构时,法兰环的材料宜选用不锈钢,以节省哈氏合金材料,且可以避免污染B-3材料表面,见图2b。
对于管法兰结构,使用PJ/SE结构比使用WN法兰连接结构能极大减少B-3材质的使用量,尤其对较大直径的法兰,经济效益更为明显。对于使用复合钢板的设备,在一些难于加工的部位,如壳体变径过渡段、封头、管板、法兰面、接管和壳体连接等部位,可以采用堆焊层代替复层,也能降低制造加工难度。
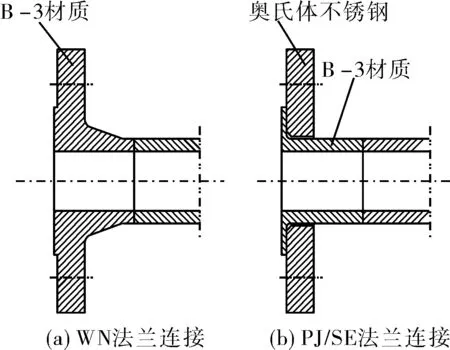
图2 容器管法兰结构形式
1.2复合板基层材质选用
在压力容器材质选择方面,选用哈氏合金B-3时需要了解其特殊的冷加工和热处理性能,尤其注意哈氏合金B-3在复合钢板中应用的限制。
哈氏合金B-3应变硬化倾向严重,冷加工过程中容易发生冷作硬化[8],必须进行固溶处理后再进行加工,分步成型。哈氏合金B-3的固溶热处理温度为1 050~1 065 ℃,采用热加工成型时温度必须控制在900 ℃以上,而铁碳合金钢的共析温度线为727 ℃[9],所以哈氏合金B-3复合钢板在冷或热加工时,低合金钢材均不宜作为基层材质。建议使用哈氏合金B-3复合钢板时基层材质选用奥氏体不锈钢,因为奥氏体不锈钢的固溶热处理温度与哈氏合金B-3的相当,可在降低加工中的废品率和成本的同时避免哈氏合金B-3耐蚀表面受到污染。
我公司在某装置氯化钕干燥器的设计中采用B-3+S30408复合板结构。该设备设计温度190 ℃,设计压力0.35 MPa。设计的壳体钢板复层为3 mm厚的哈氏合金B-3,基层材质为奥氏体不锈钢S30408。设备容器法兰采用S30408锻件+堆焊SNi1067结构。设备进行整体焊后固溶热处理。该设备建成至今运行已5 a,状况良好。
2 制造过程中应注意问题
2.1机械加工过程
哈氏合金B-3的切割和坡口的加工一般应采用机械加工方法,厚度较大或形状不规则时也可以用等离子切割[10]。使用等离子切割合金材料时,因其热影响区比较大,所以还必须用机械方法去除硬化层。建议采用水下等离子切割机进行切割(图3),这样不仅可以得到光滑的切割坡口面,还可以避免打磨过多的热影响区,节省制造成本。水下等离子切割操作宜使用95%(体积分数)Ar+5%(体积分数)H2混合气体,切割电流随板厚增加而增大,最高可达1 000 A,切割时水平面离钢板高度3~5 mm。切割过程中易在切割面产生裂纹和气孔等缺陷和低熔点共晶物质,所以切割作业后焊接之前需进行机械加工,以去除表面杂物。

图3 水下等离子切割机切割哈氏合金B-3板材
哈氏合金B-3用于设备筒节的材料时,建议采用冷卷卷制。冷卷工艺也采用分步成型,冷卷时弯曲直径与厚度比值小于10时,筒体成型后应进行固溶热处理。制造中应避免材料表面机械损伤,对局部刻槽等缺陷应修磨处理,修磨部位的斜度至少为1∶3。对复合钢板的复层,修磨深度不大于1 mm。焊接坡口的加工采用机械冷加工方式,加工后的坡口检验合格标准为不应有分层、折叠和裂纹等缺陷。
2.2安装过程
哈氏合金B-3的组对和装配与加工奥氏体不锈钢类似。在安装过程中应做到,①对哈氏合金B-3材料内表面或内件进行保护,防止污染耐蚀层。②将哈氏合金B-3摆放在专用存放区。③严禁在材料的耐腐蚀侧表面打钢印作为材料的确认标记。可采用不溶于水的、不含金属颜料的、无硫的墨水书写确认标记。④在搬运和划线过程中应用软质材料包垫,防止哈氏合金B-3材料表面被划伤。
2.3焊接过程
哈氏合金B-3材料表面覆盖难熔的氧化膜,焊接时这些氧化膜层容易成为焊缝的夹渣物而影响焊缝质量[11],所以焊接前应设法清除表面氧化膜层。此外哈氏合金B-3中的镍与硫、磷及NiO等杂质形成的低熔点共晶体在焊缝应力作用下容易产生裂纹[12],所以焊前必须用不锈钢钢丝轮打磨坡口两侧50 mm范围内的金属表面,并用丙酮清除材料表面的油污、水分等污染物。
建议哈氏合金B-3的焊接采用等离子弧焊接[13]。焊接操作时,控制焊接层间温度不大于100 ℃。焊接离子气体与水下等离子切割气相同,为95%(体积分数)Ar+5%(体积分数)H2混合气体,保护气体采用体积分数大于99.99% 氩气。焊前应提前通保护气体,焊后延迟关气。
较薄钢板(板厚不大于6 mm)无需开坡口,单面焊双面成型即可取得较好的焊接效果,且焊后表面无需再处理,工作效率高。而对较厚板材,则要求板材间对接坡口角度比一般焊接坡口角度要大(通常大于60°),因为熔融态哈氏合金B-3流动性较差,熔深较浅[14,15]。
2.4热处理过程
固溶热处理是哈氏合金B-3唯一可行的热处理方法[16]。操作的要点包括:①固溶热处理温度通常控制在1 050~1 065 ℃。②工件在装入热处理炉中之前,必须先将其表面清理得非常干净。③热处理过程中,工件不能接触硫、磷、铅以及其他低熔点金属,为了减少硫、磷污染,加热炉建议选择电炉[17]。④哈氏合金B-3加热和冷却过程中都必须快速通过475 ℃低温脆化区和高温时的σ相及其它中间相的生成区,因此须使工件快速加热和冷却。快速加热时,应先将炉温加热到规定温度,然后将工件放入炉中,保持炉温稳定[18]。工件在炉中保温至少1 h后快速放入水槽中水冷淬火或在壳体内外侧同时喷淋水,在15 min之内温度降到425 ℃以下,以获得最好的耐蚀性能,切不可使用水管浇注,否则壳体表面温度不均匀将产生额外的热应力导致壳体变形和开裂。由于固溶处理的温度高,而且还要经过快速加热和冷却,所以工件难免出现变形。⑤为了防止部件热处理变形,须采用加强环支撑,加强环材质应选用奥氏体不锈钢。
3 结语
哈氏合金B-3是多用途的优良耐腐蚀合金和昂贵的压力容器制造原材料,对其的合理、充分、高效利用是降低生产成本和增加企业经济效益的重要途径。结合多次设计、制造哈氏合金B-3压力容器的实践,给出如下的建议:①加强结构设计的合理性。设计时应充分考虑工艺加工过程,从全局角度考虑问题,优化结构设计,以充分利用材料,简化加工制造程序。②提高复合钢材选择的针对性。③寻求合适的机加工程序。根据设备实际需要,选择合适的冷热加工工序,冷加工中注意材料的加工硬化倾向,必要时应进行固溶热处理,分步成型。④保护工作从细节做起。组对装配、机加工、焊接和热处理的过程中都应该注意去除污染源,防止铁离子污染耐蚀层表面,防止氧化膜杂质进入焊缝,防止硫、磷等元素对材料的污染。
[1] 王平,李宇. 哈氏B-3合金大型压力容器的研制[J]. 压力容器,2007,24(11):26-30.
(WANG Ping,LI Yu. Fabrication of Pressure Vessels of Hastelloy B-3 Alloy [J]. Pressure Vessel Technology,2007,24(11):26-30.)
[2] 张汝松,李志国,刘昌峰.哈氏合金的选用[J]. 石油化工腐蚀与防护,2012,29 (1):33-35.
(ZHANG Ru-song,LI Zhi-guo,LIU Chang-Feng. Selection of Hastelloy Steel [J]. Corrosion and Protection in Petrochemical Industry,2012,29(1):33-35.)
[3] 符郁峰,王平. 哈氏B-3合金大型压力容器的研制[J].化学工业与工程技术,2008,29(1):47-50.
(FU Yu-feng,WANG Ping. Manufacture of Large Size Pressure Vessel by Hastelloy B-3 [J]. Journal of Chemical Industry & Engineering,2008,29(1):47-50.)
[4] 陈建俊. 哈氏B-3镍钼合金的特性和容器制造工艺特点[J]. 压力容器,2004, 21(11):32-35.
(CHEN Jian-jun. Hastelloy B-3 Nickel-Molybdenum Alloy Properties and Its Fabrication Technology for Vessel [J].Pressure Vessel Technology,2004,21(11):32-35.)
[5] 王致宏. 哈氏合金设备的设计与施工[J]. 化肥设计,2003,41(1):26-28.
(WANG Zhi-hong. Design & Manufacture of Hastelloy Alloy Equipment [J]. Chemical Fertilizer Design, 2003,41(1):26-28.)
[6] 林云喜. 哈氏合金B-3材料换热器的设计制造[J]. 化工生产与技术,2012,19(2):52-55.
(LIN Yun-xi. Manufacture & Design of Heat Exchanger Using Hastelloy B-3 Materials [J]. Chemical Production and Technology,2012,19(2):52-55.)
[7] 崔军,张海波,胡积胜,等. 哈氏合金压力容器研制[J]. 压力容器,2001,18(S):274-277.
(CUI Jun,ZHANG Hai-bo,HU Ji-sheng, et al. Development of Pressure Vessels Constructed by Hastelloy Alloy [J]. Pressure Vessel Technology,2001,18(S):274-277.)
[8] 李化锦.哈氏合金换热器设计及制造要点[J]. 辽宁化工,2013,42(7):863-866.
(LI Hua-jin. Key Points in Design and Manufacture of Hastelloy Heat Exchangers[J]. Liaoning Chemical Industry, 2013,42(7):863-866.)
[9] 李鹏志.铁碳合金相图分析[J].石家庄职业技术学院学报,2006,18(4):51-53.
(LI Peng-zhi. An Analysis of the Equilibrium Diagram of the Iron Carbon Metal Alloy[J].Journal of Shijiazhuang Vocational Technology Institute,2006,18(4):51-53.)
[10] 唐元生,赵新军,路滨,等. 镍基哈氏合金Hastelloy B-3管道的焊接[J].现代焊接,2014(5):39-43.
(TANG Yuan-sheng,ZHAO Xin-jun,LU Bin,et al. Welding of Nickel Base Alloy Hastelloy B-3 Pipeline [J]. Modern Welding Technology,2014(5):39-43.)
[11] 李文军,朱新乐,高军松. 哈氏合金B-3/304爆炸复合板封头的制造[J].压力容器,2009,26(5):56-59.
(LI Wen-jun,ZHU Xin-le,GAO Jun-song. Fabrication of Exploded Metal Clad Plates Vessel Heads with B-3/304 Hastelloy[J].Pressure Vessel Technology,2009,26(5):56-59.)
[12] 李平.哈氏合金B3(N10675)板材焊接工艺评定[J]. 中国化工装备,2010,12(1):23-26.
(LI Ping. Wedding Procedure Qualification of Hastelloy B3 (N10675) Plate [J]. China Chemical Industry Equipment, 2010,12(1):23-26.)
[13] 杨峰,郑世平. 哈氏合金B-3等离子弧焊接及盐酸法(加压)晶间腐蚀试验[J].压力容器,2011,28(12):30-33.
(YANG Feng,ZHENG Shi-ping. Plasma Arc Welding on Hastelloy B-3 and Intergranular Corrosion Test with Hydrochoride Method (with Pressure)on the Welded Samples[J].Pressure Vessel Technololy,2011,28(12):30-33.)
[14] 鲍广东. 哈氏合金B3工艺管道的焊接[J].石油化工建设,2011,33(1):59-61.
(BAO Guang-dong. Introduction of the Welding Technology Used in B3 Process Pipe[J].Petroleum & Chemical Construction ,2011,33(1):59-61.)
[15] 陈恭珉. 哈氏抗腐蚀合金的焊接[J].上海化工,2005(10):51-52.
(CHEN Gong-min. Welding of Hastelloy Corrosion Resistant Alloy[J].Shanghai Chemical Industry,2005(10):51-52.)
[16] 林云喜.哈氏B-3合金性能及设备制造质量控制[J]. 石油化工应用,2012,31(6):84-87.
(LIN Yun-xi. Performance of Hastelloy B-3 and Manufacturing Quality Control of Vessels [J].Petrochemical Industry Application,2012,31(6):84-87.)
[17] 杨文峰.哈氏B3合金在压力容器中的应用[J].中国特种设备安全,2007,23(9)::44-46.
(YANG Wen-feng. Application of Hastelloy B3 Alloy in Pressure Vessel[J]. China Special Equipment Safety, 2007,23(9):44-46.)
[18] 卢广贤,夏崇华,刘丰. 哈氏合金B3材料成形加工工艺方法[J]. 压力容器,2012,29(1):48-51.
(LU Guang-xian,XIA Chong-hua,LIU Feng. Study on Forming Technology Method of Ha’s Alloy B3 Materials [J].Pressure Vessel Technology,2012,29(1):48-51.)
(柏编)
DiscussiononApplicationCharacteristicsofHastelloyB-3inPressureVesselDesignandManufacture
ZHONGYing
(Xinjiang Huanqiu Contracting & Engineering Corporation Company, Dushanzi 833699, China)
Design and manufacture key points of the multipurpose corrosion-resistant alloy and valuable pressure vessel material-Hastelloy B-3 were discussed based on years of working experiences in order to reduce production cost and improve enterprise economic efficient, which is also provided as references for the similar engineering design project. Proposals for improving structure design, combined steel material selection, machinery treating process, and surface protection were further expatiated.
pressure vessel; Hastelloy; design; manufacture
TQ050.4;
B
10.3969/j.issn.1000-7466.2017.05.013
1000-7466(2017)05-0066-04
2017-04-12
钟 莹(1968-),女,重庆人,工程师,长期从事压力容器设计工作。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
电子乐园·下旬刊(2022年5期)2022-05-13
世界有色金属(2021年13期)2021-11-03
石油化工设备(2021年4期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
西南农业学报(2016年5期)2016-05-17
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年5期)2015-12-16
应用科技(2015年5期)2015-12-09
中国塑料(2014年5期)2014-10-17