尾气加氢催化剂C-234在高含硫天然气净化厂的应用
2017-11-04 08:10张文斌解更存魏荆辉
石油炼制与化工 2017年11期
张文斌,解更存,陈 刚,黄 坤,魏荆辉,杜 莉
(中国石化中原油田普光天然气净化研究所,四川 达州 636156)
尾气加氢催化剂C-234在高含硫天然气净化厂的应用
张文斌,解更存,陈 刚,黄 坤,魏荆辉,杜 莉
(中国石化中原油田普光天然气净化研究所,四川 达州 636156)
针对Criterion公司开发的尾气加氢催化剂C-234,介绍了催化剂的特点和开工情况,摸索了催化剂在中国石化中原油田普光天然气净化厂尾气加氢装置使用8年中的相关操作,并对其使用情况进行了分析,总结出了稳定催化剂运行的工艺措施,主要包括稳定硫磺回收单元操作、优化加氢原料加热炉配风以及控制加氢反应器入口温度等操作。
高含硫天然气净化 尾气加氢 C-234催化剂
随着全球石油、天然气资源的开发,Claus硫回收工艺已成为天然气或炼厂气净化的重要组成部分[1]。由于Claus装置的总硫转化率受化学平衡的限制,两级催化转化的常规Claus工艺硫回收率为90%~95%,三级转化率也只能达到95%~98%,环保标准GB16297—1996《大气污染物综合排放标准》严格规定了SO2的排放浓度和排放总量,要求硫回收装置相应的总硫回收率必须超过99.8%,因此只有使用尾气处理装置才能达到该要求[2]。在尾气处理中,SCOT法由于对Claus硫回收装置的适应性强、净化度高而得到了广泛应用,其中所采用的加氢催化剂为SCOT法尾气处理的核心[3]。
中国石化中原油田普光天然气净化厂(简称普光天然气净化厂)是亚洲规模最大的特大型高含硫天然气净化企业,也是保障“川气东送”的重要组
成部分。普光天然气净化厂采用美国BV公司工艺包,由中国石化工程建设公司总承包,设计规模为120×108m3a,共有6套联合装置,每套联合装置包括两列脱硫单元、一列脱水单元、两列硫磺回收单元、两列尾气处理单元和一列酸水汽提单元。本文主要介绍Criterion公司(Shell全资子公司)开发的C-234尾气处理催化剂在普光天然气净化厂尾气处理装置上长周期工业应用的情况。
1 尾气处理单元工艺流程
普光天然气净化厂硫磺回收共12个系列,单系列硫磺回收装置设计规模为200 kta,装置操作弹性为30%~130%,年操作时间为8 000 h,结合SCOT尾气处理装置,硫回收率可达99.8%以上。设计排放烟气中SO2质量浓度小于400 mgm3。尾气处理单元流程示意见图1。
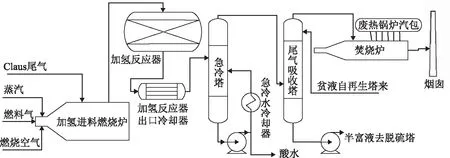
图1 尾气处理单元流程示意
尾气处理部分采用加氢还原吸收工艺。来自硫磺回收单元的尾气进入加氢进料燃烧炉,与加氢进料燃烧炉中燃烧产生的高温烟气混合,送入加氢反应器。在加氢催化剂作用下,Claus尾气中所含的SO2和元素硫与还原性气体H2发生反应,COS和CS2在加氢反应器中发生水解反应。离开加氢反应器的尾气经急冷塔冷却后进入尾气吸收塔,用MDEA溶剂对尾气中所含的H2S进行吸收,尾气吸收塔塔顶的尾气进入焚烧炉,通过燃烧天然气产生的热量将尾气加热至650 ℃,尾气中剩余的H2S和COS在炉膛中进行燃烧,转化为SO2,其它可燃物如烃类、H2及CO也同时被烧掉。离开炉膛的高温烟气进入焚烧炉废热锅炉回收热量,产生中压过热蒸汽,烟气经烟囱排放。
尾气处理单元具有以下主要工艺特点:采用较低的空气量在加氢进料燃烧炉燃烧提供加氢反应所需的热量及还原气体;吸收塔的半富胺液作为天然气脱硫单元的半贫液被进一步利用,以节约全厂溶剂再生的蒸汽能耗;设置加氢反应器出口冷却器发生低压蒸气,以回收单元的废热;尾气焚烧部分设置高压蒸汽过热器,回收焚烧炉产生的废热,同时将单元产生的高压过热蒸汽送至系统管网。
2 装置生产情况
2.1 催化剂及主要反应
催化剂C-234以氧化铝为载体,钴、钼为活性组分,具有良好的加氢性能。硫磺回收的尾气在加氢催化剂作用下的主要反应[4]如下:

(1)
(2)
(3)
(4)

(5)
(6)
其中:式(1)为主反应;式(5)和式(6)为水解反应。

图2 加氢催化剂C-234装填示意
2.1.1催化剂装填2009年4—6月,普光天然气净化厂各联合装置尾气加氢催化剂完成装填,装填示意见图2。在反应器底部装填两层支撑瓷球,下层瓷球直径13 mm,高度75 mm,上层瓷球直径6 mm,高度75 mm;催化剂床层装填C-234低温Claus尾气加氢催化剂,高度1 050 mm;催化剂上部装填直径13 mm的封顶瓷球150 mm。
2.1.2催化剂预硫化新鲜催化剂的活性金属组分以氧化态的形式存在,催化剂需要进行预硫化处理,以提高其加氢活性和稳定性后转入正常生产。
采用含H2S的酸性气进行催化剂的预硫化。以25 ℃h的速率将加氢反应器中催化剂床层温度升至180 ℃。分析酸性气中H2S体积分数为1%~2%、烃体积分数小于2%时,引酸性气进行C-234催化剂的预硫化操作,每小时分析一次反应器出、入口H2S含量,化验一次急冷塔塔顶H2含量和急冷水pH。当反应器进、出口气流的H2S含量基本一致或进出口气流没有温升时,以15 ℃h的速率将催化剂床层温度升至230 ℃,继续进行催化剂硫化。当反应器进、出口H2S含量相等时,保持相同的酸性气量,将催化剂床层温度升至240 ℃。待分析反应器进、出口H2S含量相等时,保持4 h后预硫化过程结束。严格按C-234的预硫化方案进行操作,确保催化剂使用时具有稳定的活性。
2.2 生产工况
2.2.1日常运行分析从催化剂活性、尾气排放情况、节能效果和适用范围几方面分析催化剂C-234的日常运行状况。
(1)活性分析。自2009年10月开工后,普光天然气净化厂的尾气处理装置已稳定运行近8年,加氢催化剂C-234应用后,于2010年1月24—28日对其性能进行了标定考核,尾气加氢反应器入口温度为250~270 ℃,一般控制在250 ℃左右。在此温度下,床层温升为26~33 ℃,急冷水pH并未降低,SO2的穿透能力已低至检测限以下,表明催化剂抗SO2穿透能力非常强。
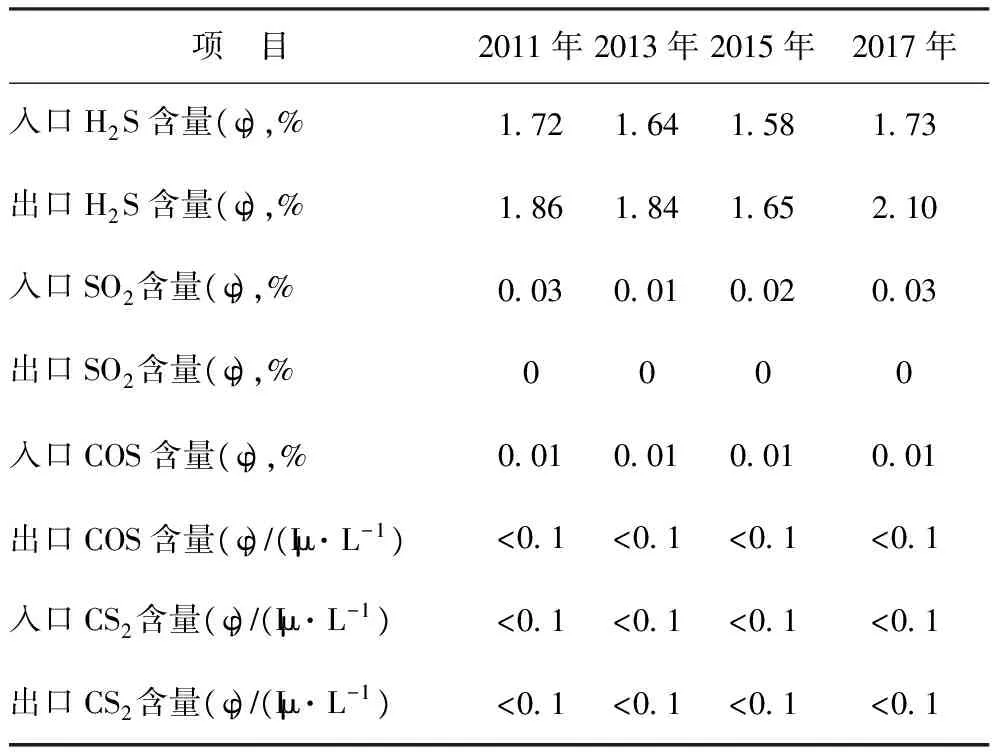
表1 加氢反应器出入口气体含量
2016年12月至2017年1月,分别对4套联合装置进行了标定,总硫转化率均在99.9%以上。
(2)尾气排放情况。受净化厂工艺条件所限,液硫池尾气直接经尾气焚烧炉燃烧后排放至大气。正常生产运行过程中,排放尾气中SO2质量浓度平均值为280 mgm3左右,最低达到190 mgm3,低于装置设计值的400 mgm3的SO2排放指标,远低于960 mgm3的国家环保标准,表明催化剂在目前条件下具有良好的加氢还原性,其性能完全满足装置的使用要求。
(3)节能效果明显。单系列装置满负荷运行条件下,加氢反应器入口平均温度控制在250 ℃,平均温升为18~23 ℃,催化剂床层温度分布合理,反应完全且均匀,相对其它普通SCOT工艺中的加氢反应器入口温度控制指标280 ℃,控制温度更低,燃料气消耗量从最初的平均600 m3h降至目前的530 m3h。
(4)适用范围广。受上游生产负荷波动和设备工况影响,净化厂单套联合装置会出现只有1列脱硫单元(高负荷)、2列硫磺回收单元、2列尾气处理单元(30%~50%负荷)运行的情况,在此情况下加氢单元仍运行良好,在空速300~1 000 h-1范围内催化剂性能稳定,催化剂床层温度分布合理,尾气排放低于设计标准。表明催化剂在不同负荷工况条件下能保持稳定的加氢性能和水解性能。
2.2.2装置操作优化自尾气加氢催化剂C-234投运以来,为了保证催化剂的使用效果,延长催化剂的使用寿命,经过装置操作经验摸索,确定了硫磺回收装置的主要优化措施和条件。
(1)稳定Claus单元操作。严格控制Claus炉配风和Claus转化器入口温度,保证Claus单元COS和CS2的水解率,降低尾气加氢单元的负荷。
(2)调整加氢进料燃烧炉的配风比。受在线加氢工艺影响,净化厂加氢单元氢气浓度相比炼油厂低。开工初期,当空气量过低或燃料气燃烧空气的控制阀波动较大时,容易导致燃烧炉不完全燃烧产生积炭,操作人员长期对配风量等工艺参数摸索以及对调节阀维护,整定了燃烧炉的空气控制阀PID,减小了燃烧炉配风的变化滞后问题。在催化剂预硫化时,将燃烧炉空气比提高到0.85;正常生产时调整到0.78,降低了催化剂的积炭速率,目前装置催化剂床层压降仅为6~11 kPa,保证了催化剂在高空速条件下的稳定运行。
(3)将加氢反应器入口温度稳定控制在250 ℃左右。促使CO与H2O反应生成H2,提高过程气中的H2含量,保证加氢转化率,同时防止CO与催化剂反应,造成催化剂失活。
3 结 论
尾气加氢催化剂C-234在普光天然气净化厂成功进行了工业应用。装置烟气排放达到国家排放标准的要求,实现了装置安全、平稳、长周期运行,满足高含硫天然气净化厂硫磺回收装置尾气处理的使用要求,具有良好的环保效益和经济效益。
[1] 陈赓良,肖学兰,杨仲熙,等.克劳斯法硫磺回收工艺技术[M].北京:石油工业出版,2007:1-2
[2] 李法璋,胡鸿,李洋.节能降耗的低温SCOT工艺[J].天然气工业,2009,29(3):98-100
[3] 汪家铭,林鸿伟.SCOT硫回收尾气处理技术进展与应用[J].化肥设计,2012,50(4):7-11
[4] 王开岳.天然气净化工艺[M].北京:石油工业出版,2005:339-340
简 讯
东华能源股份有限公司使用Honeywell技术生产丙烯
Honeywell UOP公司宣布,东华能源股份有限公司的两家子公司——宁波福基石化有限公司和张家港扬子江石化有限公司(YRPC),各有1套600 kta的采用该公司C3Oleflex工艺技术的丙烷脱氢制丙烯装置。YRPC和宁波福基石化公司在中国C3Oleflex工艺商业化丙烯生产企业中排名第四和第五。世界上Oleflex技术的丙烯总产能约为6.8 Mta。
C3Oleflex技术采用催化脱氢将丙烷转化为丙烯,已被证明在竞争技术中生产成本最低、投资回报最高,其低能耗、低排放以及完全可回收的铂-氧化铝催化剂体系可最大限度地减少对环境的影响。独立的反应和再生系统使催化剂可以连续使用,保证了操作的稳定性,从而提高了操作的灵活性、运转率和可靠性。除了Honeywell UOP公司授权的技术外,YRPC和宁波福基石化公司还在Oleflex装置上使用了Honeywell UOP公司在张家港生产的催化剂和吸附剂。Honeywell UOP公司还为这两个项目提供了工程设计、设备、人员培训和技术服务。
另外,Honeywell UOP公司也授权了将异丁烷转化为异丁烯的C4Oleflex技术。自2011年以来,全球47个此类项目中有40个选用了Oleflex技术,涵盖丙烷(C3)、异丁烷(i-C4)和混合C3i-C4的脱氢转化。
[张伟清摘译自Focus on Catalysts,2017-07-01]
国际能源机构的研究揭示了卡车在全球石油需求增长中的关键作用
国际能源局(IEA)的报告“卡车的未来:对能源和环境的影响”指出,提高公路货运效率对下一个十年降低石油需求、碳排放和空气污染的增长至关重要。卡车是运输燃料消耗增长、二氧化碳和污染物排放增长的主要源头,却远不如轿车等乘用车那样引起注意和重视。只有4个国家制定了重型卡车能耗标准,而制定了乘用车能耗标准的国家有40个。然而源自卡车的石油需求增长超过了所有其它行业。自2000年以来,卡车对全球石油需求增长的贡献占40%,与轿车相当。目前,卡车占全球石油需求的近五分之一,相当于美国和加拿大石油产量的总和,也相当于全球柴油用量的一半,占运输相关碳排放的13、占NOx排放的1/5,卡车已成为主要的空气污染源。
如果不采取行动,预计到2050年公路货运的石油需求会增加5 Mbbld(1 bbl≈159 L)。为了应对需求和排放的上升,IEA描绘了一幅到2050年,卡车公路货运能耗降低50%、排放降低70%、大幅改善可持续性的政策路线图。IEA强调了3个需要改进的领域:首先是物流系统的高效运营,包括采用全球定位系统优化运输线路、采用通讯设备监测和实时反馈卡车的燃料经济性;第二是对现有车辆进行空气动力学改造,降低阻力并采用低阻力轮胎,新卡车可采用减少怠速运行时间、选用轻质材料、高效发动机、变速箱和动力传动系统等技术;最后是利用天然气、生物燃料、电力和氢等替代燃料使燃料多样化,减少石油依赖,从而减少碳排放。
[靳爱民摘译自International Energy Agency,2017-07-03]
APPLICATIONOFTAILGASHYDROGENATIONCATALYSTC-234INHIGHH2SCONTENTNATURALGASPURIFICATION
Zhang Wenbin, Xie Gengcun,Chen Gang,Huang Kun, Wei Jinghui, Du Li
(ZhongyuanOilfieldPuguangNaturalGasPurificationResearchInstitute,Dazhou,Sichuan636156)
The use of C-234 hydrogenation catalyst from Criterion Co.to purify natural gas for 8 years in SINOPEC Puguang Natural Gas Clean Plant was introduced.On the basis of the long-term operation results,the technological measures to stabilize the operation of the catalyst are summarized,where include stabilizing the operation of sulfur recovery unit,controlling the air rate of the heating furnace and the inlet temperature of the tail gas hydrogenation reactor.
high sulfur natural gas purification; tail gas hydrogenation; C-234 catalyst
2017-07-04;修改稿收到日期2017-08-07。
张文斌,高级工程师,主要从事天然气处理研究和仪表检测工作。
张文斌,E-mail:28028999@qq.com。
猜你喜欢
石油化工管理干部学院学报(2021年5期)2021-08-06
中国化肥信息(2021年5期)2021-07-28
石油化工建设(2019年4期)2019-10-10
消费导刊(2018年10期)2018-08-20
中国公路(2017年10期)2017-07-21
中国化肥信息(2016年30期)2016-05-17
中国化肥信息(2016年28期)2016-05-17
浙江大学学报(工学版)(2015年1期)2015-03-01
新疆石油地质(2015年2期)2015-02-28
压缩机技术(2014年3期)2014-02-28