
汽轮发电机定子端部松动的检修方法
2017-10-20 09:25
防爆电机 2017年5期
(1哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040;2发电设备国家工程研究中心,黑龙江哈尔滨 150040)
汽轮发电机定子端部松动的检修方法
侯建
(1哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040;2发电设备国家工程研究中心,黑龙江哈尔滨 150040)
根据600MW大型汽轮发电机运行初期定子端部出现松动的问题,经停机检修,结果表明其固定和绑扎拉紧系统、特别是承担径向拉紧的拉紧楔块与绝缘螺杆已经松动,这将导致灾难性后果。为了消除隐患,提出了全新的修复措施,推广应用到国内其它发电站同型发电机上,运行结果证明,效果良好,松动现象不再复发。
汽轮发电机;定子端部;松动;修复
0 引言
大型汽轮发电机定子绕组端部具有复杂的、特殊的渐开线结构形式,很像一个篮筐。当透平发电机的容量比较大时,其定子绕组内的电流也很大,而其端部具有既复杂又特殊的渐开线形式,使端部产生很大的旋转漏磁场。这个漏磁场与定子电流相互作用,会产生很大的交变力,尤其是在发电机发生三相短路时,所受到的电动力冲击远大于额定状态,经常引起发电机定子绕组端部的振动并导致绝缘的磨损和击穿事故。三相绕组中的单相引线振动及疲劳断裂引起的电弧会损坏主绝缘,导致定子接地事故。这种端部振动故障模式是汽轮发电机事故中发生率最高的[1]。
定子绕组端部的松动及其引起的振动问题,是半个世纪以来长期困扰全行业的一个难题。这种振动会导致定子绕组线圈股线、相引线和并联环截面的疲劳断裂、火花电弧放电、绝缘失效甚至接地短路事故。由于定子线棒绑扎绝缘带的层数比较多,在绕组端部的串联接头和并联环式相引线上,通常是不容易发现振动迹象的,直到导体部分开裂和发生强迫停机事故时才会被发现 。国内曾有一台200MW定子水冷汽轮发电机就是由于定子端部振动发展到共振的程度而导致绝缘磨损和击穿、空心铜管开裂以及冷却水泄漏的严重事故,已经无法修复,只能报废整套定子绕组并予以更新,损失很大[2]。
最近在对某发电厂首次投入运行不久的600MW汽轮发电机进行停机检查中发现,其定子端部的固定和拉紧系统出现了松动现象。本文就这种情况,介绍针对这种松动情况所采取的检查和修复方法。
2 定子端部结构特点
2.1 传统方式
大型透平发电机定子绕组端部的传统固定方式(过去采用的)主要有以下3种:绑扎式、压板式和浇注式。
(1)绑扎式是在绕组端部斜边(渐开线区段)间隙内,应用环氧玻璃布层压板和浸胶(中温固化环氧粘结胶和室温固化双组份环氧树脂固化胶)的适形毡垫塞紧,再用无碱玻璃丝束绑扎。这种固定方式,具有工艺简单、操作方便、散热通畅等优点,但是它的固定强度有限。
(2)压板式是在斜边间隙内,用环氧玻璃布层压板和浸胶的适形毡垫塞紧,并用无碱玻璃丝束绑扎以后,可以防止轴向移动。然后,在上层“线棒”的表面再用压板和经过绝缘处理的螺杆将绕组端部沿着径向与锥形环或绑扎环固定在一起,达到径向固定的目的。固定以前压板与“线棒”的表面之间要垫上适形涤纶毡,以免相互接触。这种固定方式,兼顾了绑扎式的优点,固定强度有所提高,但是不如浇注式。
(3)浇注式是首先采用环氧玻璃布层压板和浸胶的适形毡垫塞紧端部绕组的间隙,然后借助两个分别置于端部绕组内圆和外圆的工艺压圈(内压圈和外压圈),将绕组端部夹住。再用带有绝缘套管的螺栓将它们把合、固紧。此时可以把两个压圈作为挡板,以便向其中的绕组端部间隙灌注可以在室温下24h内固化的胶,使绕组端部成为一个坚固的整体。以这种固定方式,具有非常高的机械强度。它的不足之处是通风散热性能相对较差,而且维修困难。
2.2 新型工艺方式
通过先进技术的引进、消化、吸收和再创新,应用“故障模式与影响”分析方法进行了层次分析计算、优化和精确的预测,开发和应用了一种定子绕组端部固定结构设计的新技—即支架式。与过去的大型透平发电机相比,这种新型式,包含了以前各种固定方式的优点,又最大限度地克服了它们的缺点,是一种当前世界上最先进的绕组端部固定方式 。
与过去相比,采用这种新型支架式端部结构工艺,具有以下优点[2]:(1)采用浸胶玻璃丝来代替过去的压板固定,结构比较简单,操作比较方便,整体性能比较可靠;(2)采用浸胶玻璃丝绑扎绕组端部的结果,增加了端部的过风面积,提高了冷却效率;(3)采用了专用绑扎工艺,并在绑扎以前就确定了绑绳的具体长度,这种绑绳长度的固定不变,可以避免过去经常发生的由于人为因素而引起的松紧差别和绑扎不牢等缺陷。每个绑绳两端都带有的绝缘锁扣则可以防止绑扎松开;(4) 绑扎以后,采用特殊的环氧树脂胶来淋洒(而不是灌注)绕组端部,既可以确保端部的整体刚度,又不影响通风散热;(5)由于在绕组鼻端外圆处设置了永久性支撑环,可以防止鼻端所特有的扭矩作用,进一步增大了端部的整体刚度;(6) 由于采用了刚性支架夹板并带有轴向滑移自如的滑块结构,既可以提高径向刚度,又能兼容绕组端部由于热胀冷缩,这台发电机定子绕组的端部由径向可调绑环、鼻端径向撑紧环、上下层线棒之间的充胶支撑管及适形材料等固定在大型整体锥环上,形成牢固的整体。锥环的前端搭接在铁心端部的小撑环,以便于滑动,锥环的外圆周与绝缘支架固定在一起,绝缘支架又通过无磁性弹簧板与定子铁心端部的分块压板固定在一起,从而形成柔性连接结构。整个定子绕组的端部最终成为沿径向和切向为固定式刚性结构、而沿轴向却是可伸缩的柔性固定结构( 见图1 )。
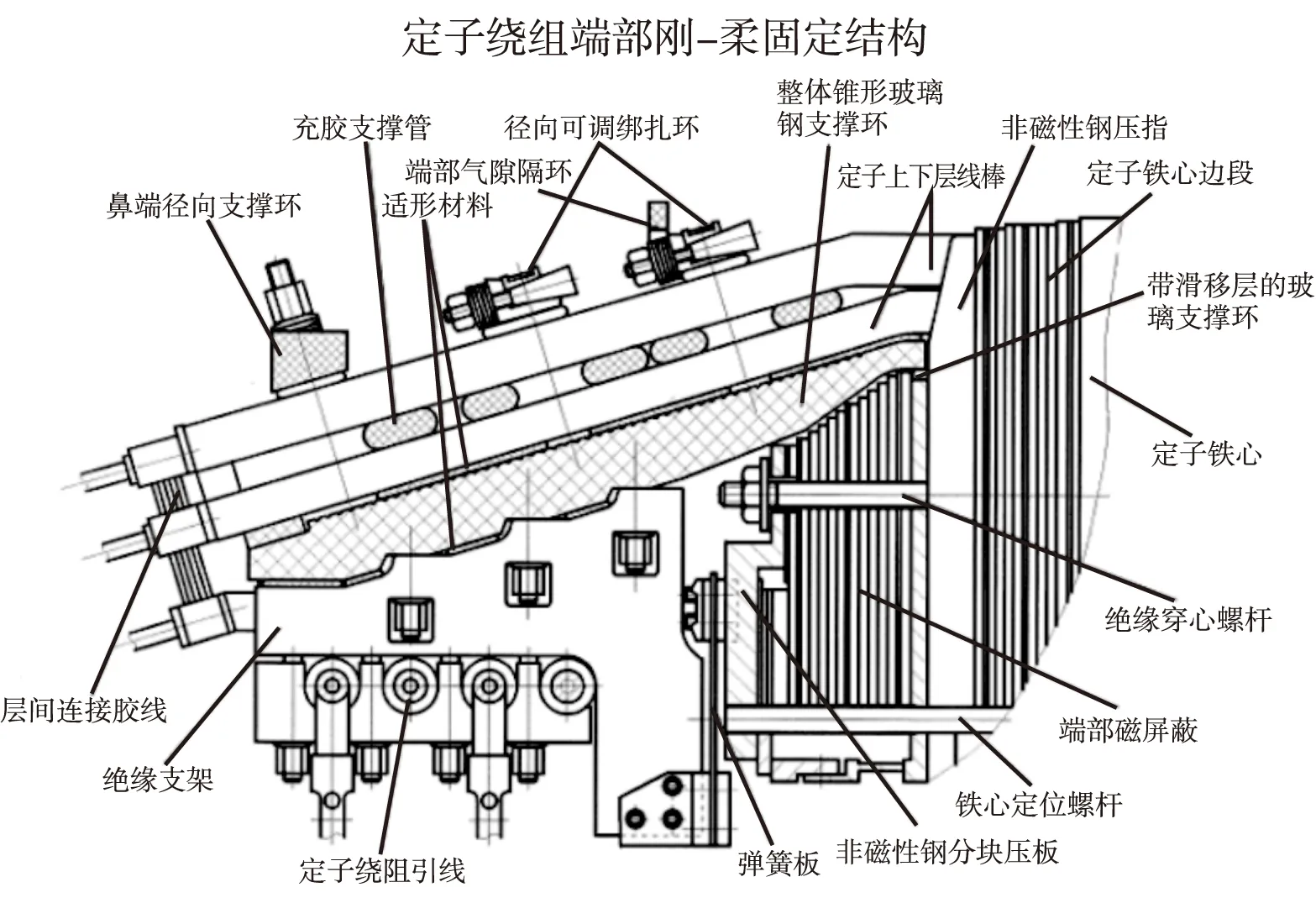
图1定子端部结构示意图
这种发电机是引进的先进技术,并经过国内外联合设计和优化,这种端部结构理论上是不会出现问题的。但是它的优越性能必须由相应的工艺措施来保证。实际情况却不尽人意,比如:刷胶不够细心(该刷胶的-没有刷),不该刷胶的却被滴上胶瘤,等等。
3 松动的检验方法
3.1 粉末或油污
通过目视检查发现在个别可调绑环上拉紧楔块的绝缘螺杆附近出现黄色粉末及其混合性油泥,表明拉紧楔块已经松动。在运行中出现这种松动、振动就会导致线棒绝缘表面出现黄色或白色粉末。它是在局部放电作用下绝缘材料粒子的产物, 如果与油污混合,就会形成油脂类物质[3]。
3.2 绝缘漆颜色
仔细观察碟形绝缘垫圈外表面覆盖的绝缘漆是否完好。因为定子端部的绝缘漆为红色,如果碟形垫圈外表面不再存在红色绝缘漆,而露出黄色的,这就说明垫圈不再处于锁紧状态,垫圈和螺杆可能已经松动。
3.3 测量间隙
应用0.10mm塞尺测量拉紧楔块与鞍块之间的间隙,这种间隙沿拉紧楔块宽度方向不能超过1/3宽度;而测量的蝶形垫圈间隙应在1.0~1.2mm之间。如果超过这些规定,便被认为已经松动。
3.4 小锤敲击
采用小锤轻轻敲击拉紧楔块,其垫圈如有明显活动,就表明已经松动。
3.5 旋紧绝缘螺母
螺杆不能旋转情况下,通过旋紧绝缘螺母来压紧碟形绝缘垫圈,并如此反复操作3次。如果绝缘螺母与锁紧绳之间仍然形成明显空隙,便说明拉紧楔块已经松动。
3.6 环氧树脂粉末
拉紧楔块与绑环、鞍块之间以及绝缘垫圈、绝缘螺杆之间如果出现环氧粉末,表明已经松动甚至折断[4]。
3.7 适形结构材料
绑环与线圈之间设置的适形结构材料不得出现开裂或破损情况。
3.8 配合表面
要检查绝缘鞍块和绝缘楔块之间的配合表面,其接触面不允许有滴胶、胶瘤等高点凸起现象。
3.9 涂抹石蜡
安装拉紧楔块时,要在螺杆螺纹、垫圈接触面部位涂抹石蜡。预装螺母,之后拆下螺母,重新在螺杆螺纹部位涂抹石蜡,然后再正式安装。拉紧楔块到位后,不应出现偏斜现象。
3.10 垫圈间隙
把紧螺母时,要保证绝缘垫圈外缘间隙在1±0.20mm。可用手锤适度敲击拉紧楔块大头中间部位。如果绝缘垫圈间隙有明显变化,就要再次把紧螺母。重复进行上述操作,直至垫圈间隙无明显变化而且其间隙仍在合格范围内为止。
4 松动的修复方法
采取的修复措施如下
(1) 对于已磨损的绝缘螺杆,破损和折起的滑移布,与可调绑环“ 顶死 ”而无法起到支撑作用的拉紧楔块等,采取全部更新措施[5]。
(2) 拉紧楔块与绝缘螺杆的螺纹必须涂抹环氧树脂胶予以固定(防松),以免在振动的作用下出现螺纹松脱,被绝缘垫圈磨损。应将拉紧楔块与绝缘螺杆分开刷以环氧树脂胶处理后再予以把紧,实现它们之间的胶黏固定,防止松动[2],即使拆卸时螺杆也不能被拧动。
(3) 通过扭矩检测来保证所有拉紧楔块的绝缘螺母拧紧力。
(4) 拉紧楔块与鞍块的配合面不得存在残留胶。
(5) 在拉紧楔块和鞍块之间接触面的间隙,不能只是处在一侧[6]。如果间隙超差,可以扩大宽度方向倒角处理。如果间隙只是在一侧,就要重新选配拉紧楔块。
经过检修以后,发电机重新投入运行,状态良好。所取得的经验已经推广到国内其它同类型发电机上,实践表明,同样取得了良好效果。
5 结语
由于大型汽轮发电机定子端部受力极其复杂,结构特殊,很难完全避免出现松动、振动。这种发电机是引进的先进技术,经过国内外联合设计和优化,体现了当今世界的先进水平,理论上看,应当没有问题。然而为了保证这种端部三维方向高难度的技术要求,必须采取精益求精的手工操作工艺来实现,应当提倡工匠(国外称为“诺浩”—know how,即“知道怎么做”) 精神。如果施工人员熟练掌握这项“ 技艺”—“知道怎么做”,就会减少、甚至完全避免出现松动现象。
[1] 祁常冀.汽轮发电机故障实例与分析[M].北京:中国电力出版社,2002.
[2] 王玉田.大型汽轮发电机定子绕组端部固定方法[J]. 大电机技术,2011(9),17-21.
[3] 吴泳超.汽轮发电机定子端部绑扎松动的处理[J]. 电力安全技术,2011(3),29-32.
[4] 王志新.汽轮发电机端部振动预防[J]. 大电机技术,2005(2),2-24.
[5] 袁昌健.大型汽轮发电机定子绕组端部故障分析[J]. 大电机技术,2005(8),91-93.
[6] 周如曼.汽轮发电机组故障分析[M].北京:中国电力出版社,2002.
RepairMethodofLoosenedStatorEndofTurbineGenerator
HouJian
(1.Harbin Electric Machinery Company Limited,Harbin 150040,China;2.the national engineering research center of power generation equipment, Harbin electric co.,LTD.,Harbin, 150040)
Because looseness exists in stator end of a 600MW large-sized turbine generator during early operation, the generator is shut down to overhaul. The results show that the fixing and binding tension system, especially for the wedge and insulating screw of bearing radial tension, has loosened, this will lead to disastrous consequences. In order to eliminate hidden dangers, this paper proposes a new repair measure. It is popularized and applied to the same type of generator in other domestic power station, and the running results show that it has good effect and looseness phenomenon does not occur.
Turbine generator;stator end;looseness;restoration
10.3969/J.ISSN.1008-7281.2017.05.14
TM306
B
1008-7281(2017)05-0042-003
侯建男1985年生;毕业于哈尔滨工业大学环境科学专业,现在从事大型发电机开发应用研究工作.
2017-04-23
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年5期)2022-11-10
大电机技术(2022年4期)2022-08-30
一重技术(2021年5期)2022-01-18
机械制造(2021年11期)2021-12-13
大电机技术(2021年2期)2021-07-21
中国机械工程(2021年3期)2021-02-22
设备管理与维修(2019年12期)2019-02-18
化肥设计(2018年2期)2018-05-18
防爆电机(2016年5期)2016-11-19
中国科技信息(2016年9期)2016-08-16
