
注塑工艺参数对高抗冲聚苯乙烯产品光泽度的影响
2017-10-19 02:33:16谌基国龚树鹏
上海塑料 2017年3期
朱 军, 张 璐,关 莉, 谌基国, 龚树鹏
(1.中国石油独山子石化公司研究院, 新疆 独山子 833699;2.新疆橡塑材料实验室, 新疆 独山子 833699;3.中国石油天然气股份有限公司独山子石化分公司 科技信息处,新疆 独山子 833699)
注塑工艺参数对高抗冲聚苯乙烯产品光泽度的影响
朱 军1,2, 张 璐1,2,关 莉1,2, 谌基国1,2, 龚树鹏3
(1.中国石油独山子石化公司研究院, 新疆 独山子 833699;2.新疆橡塑材料实验室, 新疆 独山子 833699;3.中国石油天然气股份有限公司独山子石化分公司 科技信息处,新疆 独山子 833699)
通过改变注塑工艺参数,研究了注塑工艺对高抗冲聚苯乙烯(HIPS)产品的光泽度的影响。结果表明:随着熔体温度的升高,产品的光泽度明显提高;当模具温度为65 ℃时,产品的光泽度达到86.6%,可以满足厂家对高光制品的需求;当注射压力控制在7.5 MPa左右时,产品的光泽度最好;随着注射速度的增加,产品的光泽度不断增加;当保压压力在7 MPa左右时,产品的光泽度最好;延长保压时间,可提高产品的光泽度,当保压时间超过20 s后,产品的光泽度几乎不变。
注塑; 光泽度; 温度; 压力
Abstract:The influence of injection molding technology on the glossiness of high impact polystyrene(HIPS)products was investigated by changing the injection process parameters.The results show that with the increase of melt temperature,the glossiness of products was obviously increased.When the mould temperature was 65 ℃,the glossiness of products reached 86.6%,can meet the demand of high gloss products manufacturers.When the injection pressure was about 7.5 MPa,the glossiness of products is the best.With the increase of injection speed,the glossiness of the product increased continuously.When the holding pressure is about 7 MPa,the product has the best glossiness.Prolonging the holding time could improve the glossiness of products.When the holding time is over 20 s,the glossiness of products was almost unchanged.
Keywords:injection; glossiness; temperature; pressure
0 前言
由于橡胶改性的高抗冲聚苯乙烯(high impact polystyrene,HIPS)比均聚聚苯乙烯具有较高的抗冲性能而广泛用于家电和办公设备外壳。但是因为HIPS较大的橡胶粒子对光的散射作用,使得HIPS的光泽度大为下降,其光泽度不如丙烯晴-丁二烯-苯乙烯(ABS)树脂。随着人们生活水平的提高,对各种制件的表面性能的要求越来越高,因而HIPS外观缺点已成为这种树脂被广泛应用的障碍。
通常分散在聚苯乙烯中的橡胶粒径越小,其表面光泽度越好,但冲击强度越差,因此,一般通过牺牲部分冲击性能来获得较好的表面光泽度。也有通过喷涂底漆方法使HIPS制品在不损失冲击性能的同时,使其表面具有较高的光泽度,但随之也会带来一些问题,如:增加成本、底漆中溶剂挥发造成的污染等。
本文研究注塑工艺参数,包括熔体温度、模具温度、注射压力、注射速度等6个参数对HIPS产品光泽度的影响,以期通过注塑工艺的调整,来达到生产HIPS高光产品的目的。
1 实验部分
1.1实验原料
高抗冲聚苯乙烯(HIPS):中国石油天然气股份有限公司独山子石化分公司的HIE-1。
1.2仪器和设备
注塑机:ERGOTECH50-200DRAGON,德国德马格公司;
光泽度仪:NGL-20/60型,英国RHOPOINT公司。
1.3分析测试方法
按照GB/T 8807—1988《塑料镜面光泽试验方法》测试注塑制样的光泽度,测试角为60°。
测试光泽度样片的尺寸为60 mm×60 mm,厚度为2 mm,采用双模注塑。
2 结果与讨论
2.1温度对产品光泽度的影响
在HIPS加工过程中,熔体温度过低或过高对于其成型都会产生不良的影响:熔体温度过高,HIPS产品容易分解,产生小分子产品,同时注塑件易发黄;熔体温度过低,产品流动速率较低,在影响注塑周期的同时,产品可能会出现熔接痕、充模不完全的现象。所以必须充分控制注塑过程中的熔体温度[1-2],加工HIPS产品的熔体温度一般为200~250 ℃。图1考察了熔体温度对HIPS光泽度的影响。由图1中的数据可见,随着注塑熔体温度的升高,产品的光泽度明显升高。其原因可能是:随着注塑温度升高,熔体的黏度降低,产品流动性提高,对模具的复制能力增强,产品的光泽度增加。
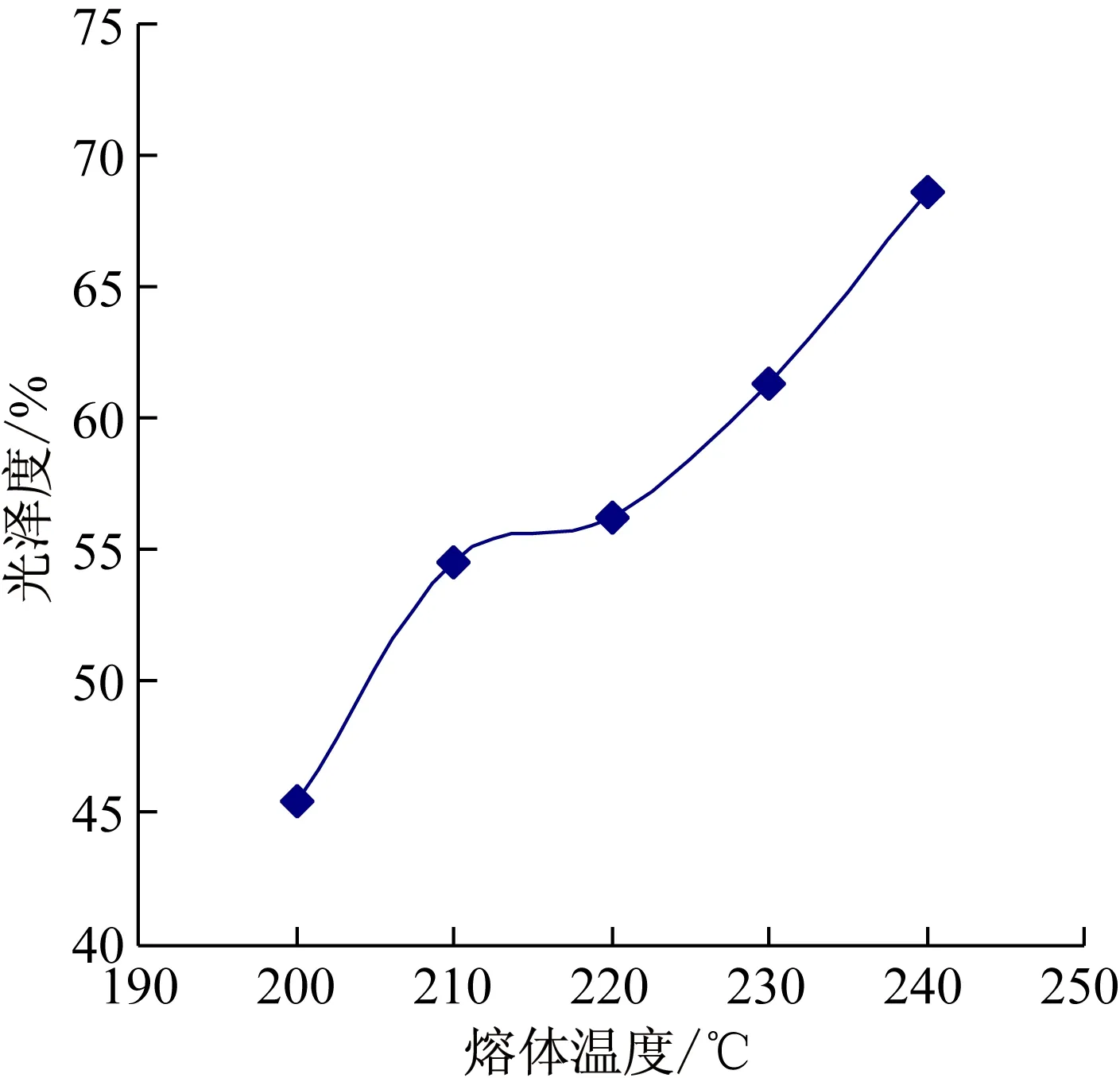
图1 HIPS光泽度随熔体温度变化曲线
冷却系统设计不合理或模具温度过低,都会加快熔料的固化,容易出现低温熔料进入模腔后产生熔接痕[3-4]。一般条件下,注塑聚苯乙烯时,其模具温度多为35~50 ℃,在现有设备允许的情况下,图2考察了模具温度为45~65 ℃时,模具温度对产品光泽度的影响。
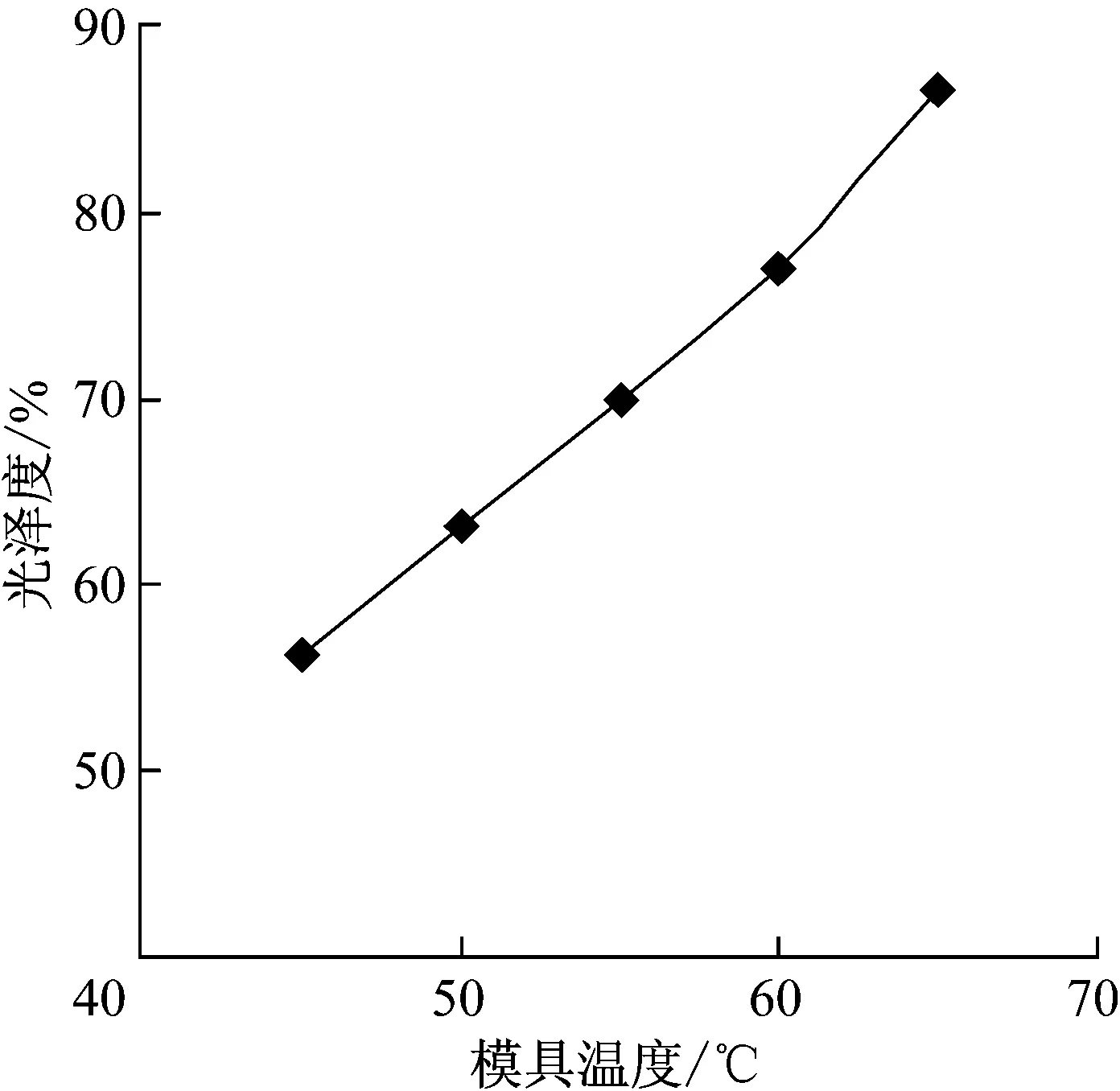
图2 HIPS光泽度随模具温度变化曲线
由图2中的数据可见,随着模具温度的升高,产品的光泽度明显升高,当模具温度达到65 ℃时,产品的光泽度达到86.6%(据调研,高光制品生产厂家对高光产品的要求为60°的光泽度大于85%),可以满足厂家对高光制品的需求。其原因可能为:随着模具温度的升高,熔体在模具中的流动性和可塑性增加,其复制模具的程度越高,产品的光泽度越好。
2.2注射对产品光泽度的影响
图3和图4分别考察了注射压力和注射速度对产品的光泽度的影响。
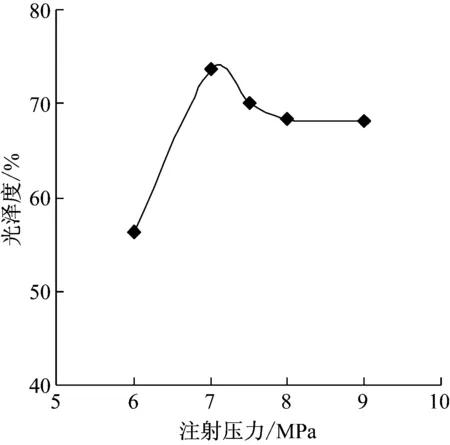
图3 HIPS光泽度随注射压力变化曲线
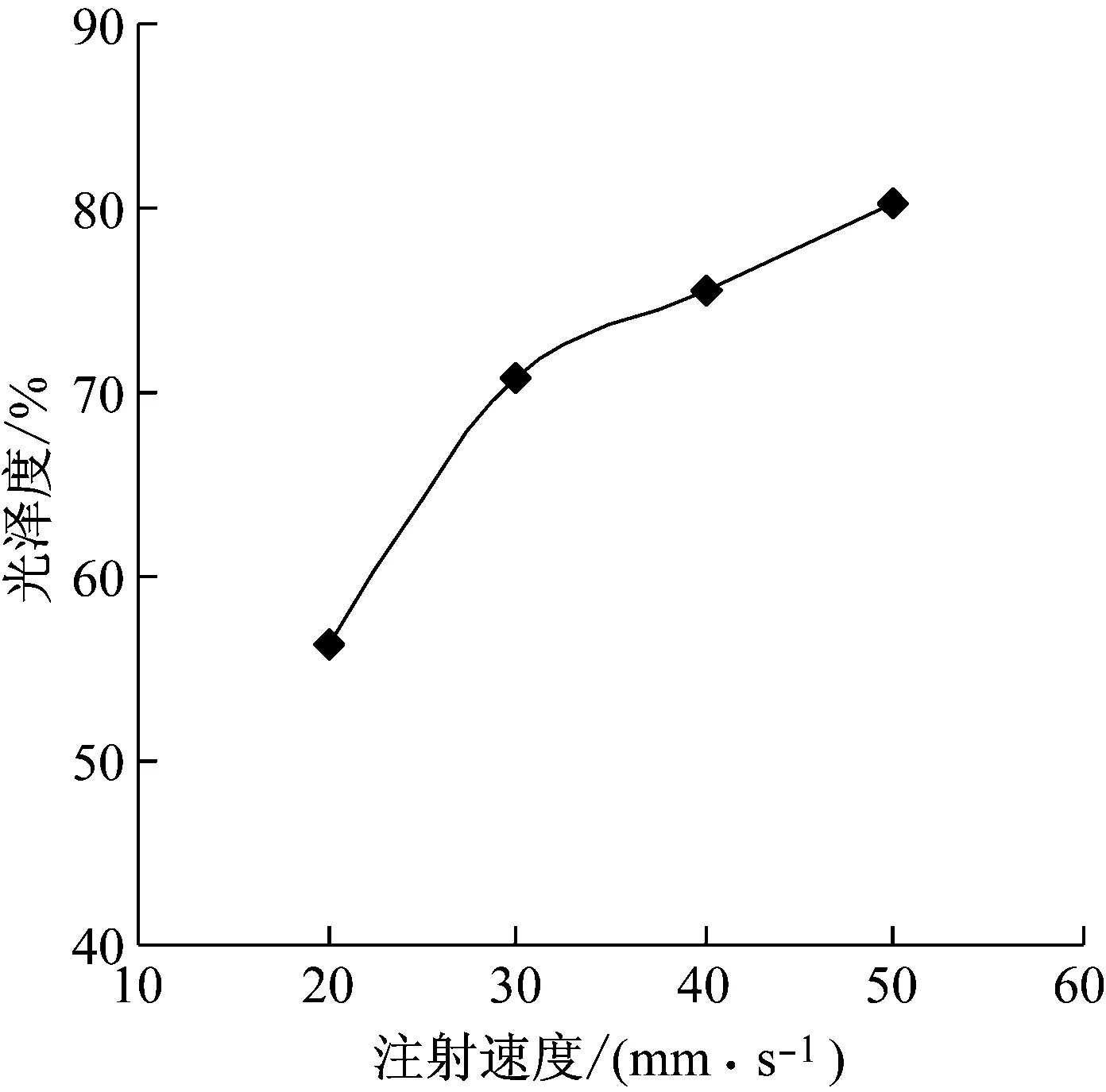
图4 HIPS光泽度随注射速度变化曲线
注射压力是指模具闭合后注塑机螺杆将熔料通过流道推入模腔内的压力。注塑工艺中的注射压力对塑料制件的最终产品产生多方面的影响[5-6],例如形成飞边、表面雾化、难脱模、表面质量差和粘模等,所以采用适当的注射压力是获得高质量产品的关键。当注射压力过大,填充过量,原料的成型收缩率减小,开模后可能出现脱模困难。同时过高的压力,还可能使得塑件表面产生搓痕或皱纹,使得产品的光泽度受到影响。由图3可见,随着注射压力的增加,产品的光泽度呈现先升高后降低的趋势,当压力到达7.5 MPa左右时,产品的光泽度略有下降并开始趋于平稳。由此可见,注塑高光产品时,注射压力应控制在7.5 MPa左右。
注射速度不但对注塑的效率有影响,而且对塑件的质量也会产生影响。注塑时的充满速度会影响到塑料分子的取向,凝结后会在塑料内部产生内应力。当内应力达到一定程度(或放置时间长了之后),塑件就会产生翘曲变形,所以注射速度的取值必须适当。若注射速度太快,对模具产生的张开力大增,如果锁模力不足,就会导致溢料,产生飞边等缺陷。当注塑需要较低温度时,熔体黏度较高,对于流动性差的塑料原料,应采用较大的注射速度。过高的注射速度不利于型腔内的空气排出,容易在型腔内形成局部或气泡状的高压和高温,使塑料分解,造成气泡和烧焦等缺陷。熔料流动太快会受到大的剪切力作用而分解;熔料流动太慢会因熔料注射入模具型腔不及时或流动不畅而使塑件表面产生银纹或螺旋状波流痕;又或者熔料从小截面流入大截面的型腔的速度慢而形成湍流,造成塑件表面不够光洁或出现波流痕[7-8]。由此可见,注射速度对产品的光泽度具有较大影响。如图4所示,随着注射速度的增加,产品的光泽度不断增加。其原因可能是:由于注射速度的提高,剪切力提高,熔体的黏度下降,流动性增加,对模具的复制能力增强。
2.3保压对产品光泽度的影响
图5和图6分别考察了保压压力和保压时间对产品光泽度的影响。
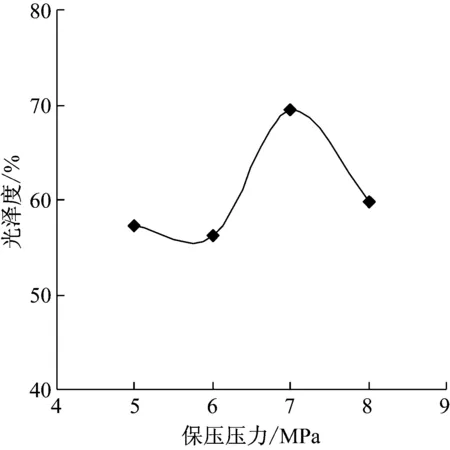
图5 HIPS光泽度随保压压力变化曲线
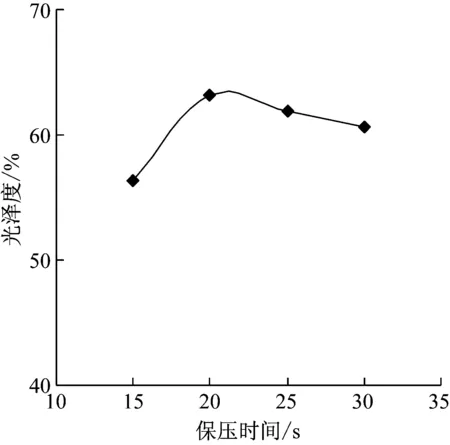
图6 HIPS光泽度随保压时间变化曲线
保压压力与注射压力对注塑产品性能影响规律相当,保压压力调节不当,同样会造成飞边、表面雾化、难脱模、表面质量差和粘模等质量问题。如图5所示,保压压力对产品光泽度的影响呈现先增加后降低的趋势,当保压压力在7 MPa左右时,产品的光泽度最好,这对注射压力控制值几乎相当。
由图6的数据可见,延长保压时间,产品光泽度提高,保压时间超过20 s后,产品的光泽度几乎不变。
3 结论
本文研究了注塑工艺对HIPS产品光泽度的影响,产品的光泽度与材料复制模具的能力有关,熔体温度、模具温度、注射速度对产品的光泽度的影响较大。研究结果表明,随着材料的流动性增加,复制模具的能力增加,产品的光泽度提高较为显著,注射压力、保压压力和保压时间也会在一定程度上提高制品光泽度,但影响程度不如其余参数,且拐点较为明显。
[1] 张维合.注塑模具设计实用手册[M].北京:化学工业出版社,2011.
[2] 李海梅,高峰,申长雨.注射制品常见的缺陷及对策[J].工程塑料应用,2003,31(4):48-51.
[3] 王树勋.注塑模具设计[M].广州:华南理工大学出版社,2005.
[4] 许荔珉,李澎,胡炯宇.注塑成型质量缺陷及处理方法[J].模具工业,2006,32(3):61-64.
[5] 池成忠.塑料成型工艺与模具设计[M].北京:化学工业出版社,2010.
[6] 刘法谦,燕立唐,李荣勋,等.注射成型缺陷及解决方法[J].橡塑技术与装备,2002,28(8):11-17.
[7] 卡兹莫.注塑模具设计工程[M].北京:机械工业出版社,2014.
[8] 张惠敏,焦冬梅.流体辅助注射成型技术[J].上海塑料,2004(1):21-24.
TheInfluenceofInjectionProcessParametersonHighGlossHighImpactPolystyrene
ZHUJun1,2,ZHANGLu1,2,GUANLi1,2,CHENJi-guo1,2,GONGShu-peng3
(1.Research Institute of Dushanzi Petrochemical Co.,PetroChina, Dushanzi 833699,Xinjiang, China; 2.Xinjiang Laboratory of Rubber-Plastic Materials,Dushanzi 833699,Xinjiang, China; 3.Science & Technology Management Division of Dushanzi Petrochemical Company,Dushanzi 833699, Xinjiang, China)
TQ 325.2
A
1009-5993(2017)03-0033-04
2017-07-24)
朱 军 (1978—),男,高级工程师,从事专用树脂开发及研究工作。
猜你喜欢
当代作家(2023年6期)2023-07-20 11:47:17
汽车与驾驶维修(维修版)(2022年11期)2022-02-24 09:16:58
环境卫生工程(2021年4期)2021-10-13 06:52:26
铝加工(2019年5期)2019-11-12 05:32:56
上海包装(2019年2期)2019-05-20 09:11:00
卫星电视与宽带多媒体(2018年5期)2018-06-22 02:11:24
上海塑料(2015年3期)2015-11-28 06:53:48
中国塑料(2015年9期)2015-10-14 01:12:30
中国塑料(2015年4期)2015-10-14 01:09:15
合成树脂及塑料(2015年2期)2015-03-24 14:24:39
