
基于Dynaform的通风口座件的CAE分析
2017-10-18 09:41倪洪启刘红霞
沈阳化工大学学报 2017年3期
倪洪启, 刘红霞
(沈阳化工大学 机械工程学院, 辽宁 沈阳 110142)
基于Dynaform的通风口座件的CAE分析
倪洪启, 刘红霞
(沈阳化工大学 机械工程学院, 辽宁 沈阳 110142)
介绍通风口座零件冲压成形分析的结构特点.论述板料拉深有限元分析的步骤,通过应用CAE分析软件,即Dynaform对通风口座件拉深成形进行有限元分析,通过多次分析,找到比较合理的参数,为优化冲压工艺过程及结果分析提供有利的帮助.
通风口座件; 冲压成形; CAE; Dynaform
通风口座件是180柴油机常用的零件,其特点是结构简单、对称,是一个阶梯形状.若应用一般的模具零件设计方法,需要重复试验,然后修理模型,反复过程将会耽误零件的开发进度,浪费研发成本.而应用CAE分析,调整适当的参数,可以缩短开发时间[1-2].
从20世纪末至今,伴随计算机应用技术的快速发展和有限元理论探索方法的不断进步,使用计算机数值模拟来帮助实现更为准确的工艺分析的人越来越多,相应的软件也不断地应运而生.板料成形CAE软件的应用在一步步的提高生产效率,设计者在初始阶段可以利用软件快速成形功能检查自己的设计想法,而在后半阶段,还可应用CAE软件中的标准进行详尽的零件成形模拟分析.几个比较成功的板料成形CAE软件已被国外推出,如Dynaform,AutoForm,DeForm等板材成形模拟软件.这些软件在我国很多行业已经被采用.本文运用Dynaform软件对180型柴油机通风口座零件的拉深进行了有限元分析.
1 有限元分析步骤
1.1 零件模型的导入与网格划分
将CAD软件(Solidworks)中设计好的模具模型存为IGES文件格式,或直接在Dynaform的前处理器中建立模型,并保存为上述文件格式,然后将上述模型数据导入到Dynaform软件中.导入IGES文件的Dynaform三维模型如图1所示.
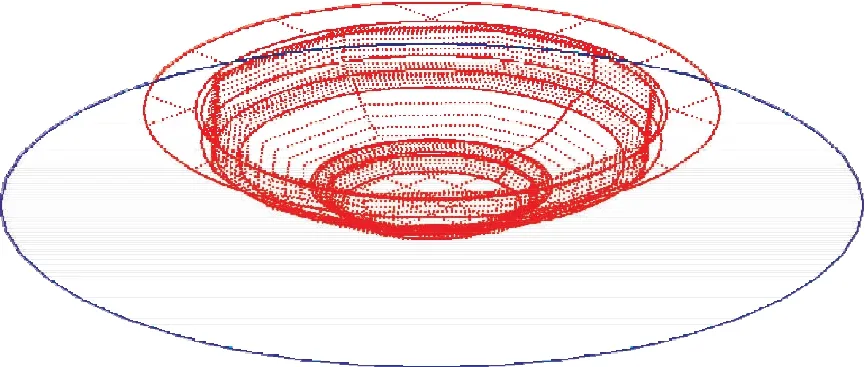
图1 导入的三维有限元模型
首先对坯料进行网格划分、设置,然后对模具的曲面进行有限元网格划分.通常情况,网格划分的单元越小,结果就越贴近实际值,但网格划分的单元小,计算量就会增大,计算时间也会加大;同理,网格划分的尺寸大,虽然计算量下降了,但计算误差就会加大,模型的特征不会很理想[3-4],所以当对网格进行划分大小时,要根据现实情况选择网格大小.坯料和模具曲面的网格划分好后进行网格检查,检查坯料和模具曲面是否有缺陷及网格的法向是否在同一个方向上,如果有缺陷需要重新划分网格或者进行修补.图2为划分好的有限元网格模型,其中凸模有4 000 个单元,压边圈有9 940 个单元.

图2 划分网格后的有限元模型
1.2 确定冲压方向
通常情况下,冲压模拟过程中默认Z轴为冲压正方向,但是有的零件设计与Dynaform的设置不同,因此需要调整零件的冲压方向.选择界面中的DFE,然后点击Preparation菜单,弹出DFE Preparation对话框,根据要求选择合适的冲压方向.本文采用Z轴为冲压正方向,然后调整压边力的大小[5].
1.3 设置和提交结果
以上步骤完成后,点击工具栏上的Setup选项,点击Draw Die进行快速设置.选用Double action拉深工艺,在Quick Setup/Draw中依次设置好凸模(Lower Tool)、压边圈(Binder)、毛坯(Blank).根据零件的实际情况设置模拟参数:凸模移动速度3 000 mm/s,压边力16 000 N,材料08钢,厚1.5 mm.设置完模拟参数后即可以进行计算.
2 结果分析
所有设置、分析完成后,单击工具条上的PostProcess,打开后,单击d3plot文件,出现后处理界面,运用此界面点击需要的菜单按钮就可以对结果进行分析与评价.图3为压边力为16 000 N的拉深极限图;图4为压边力为16 000 N的通风口座件厚度分布图.
从图3的FLD可知,通风口座件小区域在安全区里拉深不足、起皱,但大部分是安全的,还可以继续拉深,这些不影响模拟分析.其中,零件的部分单元有起皱的趋势.压边圈虽然起皱很严重,但不影响结果,最终要切除掉.零件最低处有断裂的形式,这一部分需要重点考虑,也就是图4的最薄处.所以需要反复进行数值调整,找到最好的压边力.

图3 拉深极限图

图4 厚度分布图
通过模拟结果及板料形状变化的特点,作如下改变:其他条件都不变,只改变压边力的大小,将其压边力设置为10 000 N.
当压边力设置为10 000 N时,再进行以上操作,最终得到了想要的结果,如图5所示.按照修改后的要求,拉伸零件没有破裂等缺陷,零件大部分处于安全区域,拉深程度比较合理,起皱只出现在零件不重要的地方,即压边圈上.而压边圈在修边工序中要切掉,从而不影响零件的最后要求,所以该结构能确保通风口座件拉深成形.由此看出,压边力的大小与起皱和破裂有着十分紧密的联系.通过应用Dynaform分析软件的分析结果,对通风口座的拉伸模具进行设计,能够符合相应的设计要求.

图5 优化后的零件极限图
3 结 论
本文主要是对通风口座件进行拉深成形分析,可以比较直观地分析冲压拉深的过程和结果.由于有限元分析比较复杂,需要反复调试模拟参数,进而找到比较合理的参数,这样不仅为以后工作提供了便利,还可以降低工厂的生产成本,在很大程度上对冲压模具和工艺设计进行了优化,新工件模具的开发时间也大大缩短.
[1] 韩玉强,李飞舟.基于Dynaform的轿车引擎盖板冲压成形仿真的研究[J].热加工工艺,2010,39(15):96-98.
[2] 原政军,安升,白生武,等.基于Dynaform的汽车大灯灯壳工艺及模具设计[J].热加工工艺,2012,41(9):222-224.
[3] 焦学健,柴山,孔祥贵.轻型载货汽车驾驶室顶部覆盖件成形过程的计算机仿真[J].拖拉机与农用运输车,2008,35(5):53-54.
[4] 谢斌斌,丁国富,黎荣.基于 Dynaform 的覆盖件冲压成形性工艺分析[J].机械,2008,35(3):41-43.
[5] 王瑜,何镇罡,郑燕萍.基于Dynaform的冲压成形工艺因素影响分析[J].轻型汽车技术,2012(9):11-14.
Abstract: This paper introduced the vents parts stamping analysis of the structure characteristics and the progression of the CAE and discussed the main steps of sheet metal deep drawing stamping.Through the application of CAE analysis software,namely the Dynaforrm software,finite element analysis was carried out on the vent tower a deep drawing.The reasonable parameters were found out through continuous analysis,which is help for the optimization of stamping process and results.
Keywords: vent a piece; stamping; CAE; Dynaform
CAEAnalysisBasedonDynaformVents
NI Hong-qi, LIU Hong-xia
(Shenyang University of Chemical Technology, Shenyang 110142, China)
10.3969/j.issn.2095-2198.2017.03.012
TG386.3+2
A
2015-05-05
倪洪启(1967-),男,山东临朐人,副教授,博士,主要从事CAD/CAE及材料加工数值模拟的教学和研究工作.
2095-2198(2017)03-0254-03
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
锻造与冲压(2017年14期)2017-08-01
滇池(2017年5期)2017-05-19
科技传播(2013年22期)2013-10-17
