
数据统计分析在钢结构涂装质量控制中的应用
2017-10-11 13:33杨锋
电镀与涂饰 2017年18期
杨锋
(南通理工学院,江苏 南通 226002)
数据统计分析在钢结构涂装质量控制中的应用
杨锋
(南通理工学院,江苏 南通 226002)
从涂层膜厚控制、涂装表面质量控制、涂装检验和涂装人员业务能力提升四个方面讨论了数据统计分析在涂装质量控制中的应用。
钢结构;涂装;质量控制;检验;数据统计分析
Abstract:The application of data statistics and analysis to coating quality control was discussed from four aspects including thickness control of coating, surface quality control of painting, inspection of painting and professional ability improvement of painting staff.
Keywords:steel structure; painting; quality control; inspection; data statistics and analysis
Author’s address:Nantong Institute of Technology, Nantong 226002, China
金属腐蚀给社会造成很大的损失,美国每年因以钢铁为主的金属腐蚀带来的损失约占全年 GDP的3.1%[1],而涂装是船舶和建筑钢结构最有效的防腐手段之一。2008年的金融危机使船舶和钢结构市场一直不景气,造船业持续低迷[2],钢结构产品的售价被压低,而近年来对VOC(挥发性有机化合物)的排放限制和绿色涂料的强制使用又加大了涂装成本[3-4]。因此,为满足新型船舶、钢基设备越来越高的涂装要求,以及越来越严格的相关法规和标准(如天然气船LNG等高端船舶和美国钢结构涂装协会SSPC的相关标准)[5-7],企业必须尽可能在不大幅提高涂装成本的前提下提高涂装质量,才能得以生存[8]。
钢结构涂装一般会采用统计表、因果分析图、对策图等对涂层厚度、涂装质量、涂料消耗情况等相关数据进行统计分析,以改进质量,提高效率,降低成本。除了涂装过程,数据统计也可用于钢结构的其他工序(如装配、焊接等)的统计分析。
在资金有限的情况下,解决涂装过程的短板问题有利于取得更高的投入产出比,而数据统计分析能够让企业及时发现短板问题,并予以解决。此外,数据统计分析还可用于反映涂装报检的通过情况,以激发员工士气,防止职业懈怠。因此,为应对上述挑战,除了需不断改进涂装技术,提高管理水平和人员素质外,还需要加强涂装过程中的数据统计分析。本文从涂层膜厚控制、涂装表面质量控制、涂装检验和涂装人员业务能力提升四个方面,介绍了数据统计分析在钢结构涂装质量控制中的应用情况,并针对存在的问题提出了建议。
1 数据统计在膜厚控制中的应用
膜厚控制是钢结构涂装质量控制的重要环节之一,不仅关系到涂层的质量,而且关系到涂料的消耗情况。涂层的防腐蚀效果一般与其膜厚成正比,若膜厚达不到要求,涂层的防腐性能就会受到影响。但涂层并非越厚越好,过厚不仅会浪费涂料,而且会导致橘皮、开裂、剥落、针孔等缺陷。理想的膜厚是略高于标准膜厚,并且尽可能均匀分布,这样才能在保证涂层质量的同时尽可能地降低涂装成本。
当前国内绝大多数企业在钢结构涂装膜厚控制中都会对膜厚进行数据记录和统计,但他们的统计工作往往不够全面。
1.1 问题1──仅统计随机测量点的膜厚
对于涂层膜厚的数据统计,传统方法是通过统计随机测量点的膜厚,得出膜厚的最小值、最大值、平均值以及膜厚分布的均匀性。这种统计方法适用于结构简单的钢结构(如船舶分段外板)。但对于结构复杂的钢结构而言,采用该法显然无法准确反映涂层的膜厚分布情况,不能准确、有效地控制膜厚。很多复杂钢结构大平面上的涂层膜厚达标且分布均匀,但部分难喷涂区膜厚却往往不足。当然,也可将构件的涂层分不同区域进行统计,如表1所示。但该法较繁琐,针对不同类型的构件需要制定不同的统计表。

表1 某H型钢梁不同表面涂层的膜厚统计Table 1 Statistics of thicknesses of coatings on different surfaces of a H-section steel beam
在实际生产中,为保证复杂钢结构各部位的涂层膜厚达标,往往需要对一些难喷涂区至少进行1次预涂,一些极难喷涂区需要进行2次甚至更多次预涂。因此可将复杂钢结构按无需预涂区、一次预涂区、两次预涂区等进行膜厚统计。若无需预涂的大平面膜厚达标,但预涂区膜厚未达标,则可能是预涂工作不到位,应当对现场的预涂工作进行跟踪调查,对操作人员进行必要的培训,或将一次预涂区升级为两次预涂区。如果是非预涂区的膜厚不达标,则有可能是枪手喷涂手法的问题,若无法提高枪手的喷涂技术,那么可根据统计结果将部分无需预涂区域改为预涂区域,通过预涂来弥补喷涂膜厚的不足。如此便可通过膜厚统计工作来不断强化现场的施工。
1.2 问题2──甚少统计钢材的表面粗糙度
钢结构用涂料一般要求钢材表面粗糙度为40 ~ 75 μm,只要在这个范围内便可进行涂装。粗糙度较大时虽然涂装质量也能合格,但会增加涂料的消耗。因此钢结构的表面粗糙度不仅关系到涂层的质量,而且对涂料的消耗量有一定的影响,可作为控制涂料消耗量的依据。对钢结构表面粗糙度的测量和记录必不可少,但一些钢结构企业对表面粗糙度仅检验而不记录。
钢结构厂常用的粗糙度检测工具有对比试块、探针式粗糙度仪和复制胶带式粗糙度仪。对比试块测量粗糙度主要靠主观判断,精度差,只能用来单纯地检验粗糙度,很难用于数据统计。复制胶带式粗糙度仪的测量精度最高,但操作复杂,单个胶带测量范围狭窄,不同规格的胶带适用于不同粗糙度的涂层,如Elcometer 122 coarse胶带仅可用于测量粗糙度在20 ~ 64 μm范围的钢材表面,并且成本太高,测1个数据就要消耗1片胶带(价格1美元左右)。探针式粗糙度仪的精确度比复制胶带式粗糙度仪略低,但检验成本也低,适用于对精度要求一般的粗糙度数据的统计,操作简便,可通过多次测量取平均值的办法来提高准确性。因此除非对粗糙度记录准确性要求很高,否则使用探针式粗糙度仪进行粗糙度统计是最合适的。
1.3 问题3──未合理使用测量设备,统计结果有偏差
使用测膜仪时要注意以下几点:
(1) 每次测量前都应校准。为防止钢材表面粗糙度对数值的影响,可使用与钢结构表面粗糙度相同的试板进行校准。
(2) 需配备弯探头和直探头涂层测厚仪,以便测量狭窄空间内的涂层膜厚。建议购买带有可拆卸探头的涂层测厚仪,并配备多种探头,如此可降低成本。
(3) 测膜仪在测量时会产生边缘效应和曲率效应,影响膜厚测量数据的准确性。这些部位的膜厚可通过比较的方式来大致判断:涂层越厚的部位,手摸起来越光滑,反之则越粗糙[9]。先用测膜仪测量附近大平面涂层的厚度,再用手触摸边缘和曲面,并与周围大平面涂层膜厚进行对比,从而判断边缘和曲面膜厚的大致范围。若一定要测量边缘和曲面的膜厚,可在测量前先使用具有同样边缘或曲率效应并且膜厚接近的试样对测膜仪进行校验,以提高准确性。
(4) 涂层仅表干而未硬干时表面还比较软,采用测膜仪测量时涂层会向内凹陷,测量值偏小。可凭指甲掐漆膜所产生的痕迹来判断是否硬干。
为减少涂料消耗,钢结构企业要制定限额,并根据现场涂装情况调整限额[10-11],认真记录膜厚,为制定和调整限额提供依据。
2 数据统计在涂装表面质量控制中的应用
对钢结构涂装质量控制的方法有很多种,常用的有调查表法、因果分析图法、排列图法等。
2.1 调查表法
调查表法是对涂装质量的分布情况进行调查,它可以针对工件,也可以针对人员。针对工件时,可以分析工件的哪些部位最易出现质量问题,可参考表1进行统计,将膜厚点、膜厚分别改为缺陷名称和缺陷数即可。针对人时,可以看出哪些施工人员的技能或工作态度需要强化。这种表很多企业都在做,但统计结果不太精确,无法确定抽检到的不合格问题是否完全由被抽检人员所致。如膜厚偏低,可能是预涂所导致,而不一定是喷漆工的问题。因此应在质量调查表中列出涉及的其他涂装作业人员,以便进行有效分析,并排除他因。如表2所示,喷漆工C的抽检不合格率最高,但由不同人员预涂的构件不合格率的差值却很大,这时就需要检查现场的工件,看不合格处是否为预涂缺陷所致。建议尽可能地给喷涂人员配备固定的预涂人员,以便他们达成默契,互相配合。

表2 不同人员涂装质量的调查统计Table 2 Statistics of quality of painting operated by different persons
2.2 因果分析图法
调查表所列出的数据还要用因果分析图进行分析,以得出导致质量问题的原因。因果分析图又叫鱼刺图,可从人、机、料、法、环分别进行分析,能反映质量缺陷与施工、环境等的因果关系。但在传统的鱼刺图上只能看出问题发生的原因,而看不出不同原因所造成的影响不同。针对这个问题,可以对鱼刺图进行改进。如图1所示,现场发生质量问题并找到原因后可进行记录,在鱼刺图上标出不同原因出现的频次,这样就可以快速判断产生缺陷的主要原因,在日后的喷涂操作中给予注意。因果分析图法也可用表格的形式列出,并提出对策,这被称为对策表法。表3为图1中环境因素的对策表。

图1 因果分析图Figure 1 Cause and effect diagram

表3 对策表Table 3 Countermeasure table
2.3 排列图法
经过改进的鱼刺图虽然能反映质量问题发生的原因,但无法特别直观地判断不同质量问题发生的频率,而少数几个质量问题往往对质量控制起到关键作用,此时可以通过排列图法来区分重要程度不同的项目。即把所有缺陷的不合格数列在表中(如表 4),再将缺陷按出现频次从大到小的顺序排列,计算出累计频次和累计频率,并做成排列表(如表5)。一般将排列表中累计频率为0% ~ 75%的缺陷定为A类问题,应重点关注;累计频率为75% ~ 90%的缺陷定为B类问题,需给予适当关注;累计频率为90% ~ 100%的定为C类问题,加强管理即可。也可将排列表绘制成排列图,如图2就是表5对应的排列图。

表4 涂膜缺陷统计表Table 4 Statistical table for coating defects
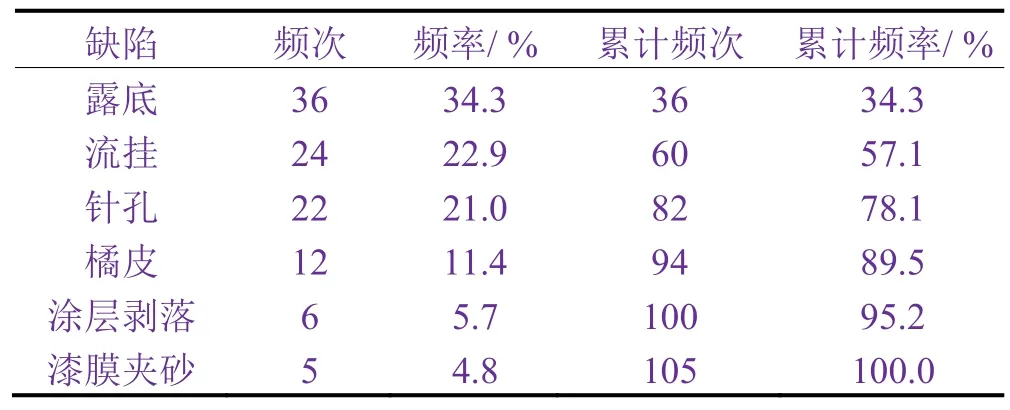
表5 涂膜缺陷排列表Table 5 Check sheet for coating defects

图2 涂膜缺陷排列图Figure 2 Pareto chart for coating defects
3 数据统计在涂装质量检验中的应用
钢结构涂装质量控制的主要执行人是涂装施工企业的质量管理人员,质量管理手段分为巡检和专检。巡检指检验人员平时在车间巡查过程中发现质量问题并及时反馈和解决,它涉及到涂装作业的全过程。专检是质量管理人员对涂装作业过程中的一些重要节点进行检验。本文仅讨论专检。最主要的检验节点是喷砂后底漆前检验和涂装完工检验。施工企业还可以根据实际情况增加其他检验节点,如每道涂层施工前需对上道涂层进行检验。
涂装施工方会在每次报检前向涂装质检提交报检单,一旦检验通过,涂装质检会在报检单上确认签字,作为钢结构进入下道工序或涂装完工的凭证。可根据报检单上的记录来统计报检合格率。涂装报检合格率(即通过检验的概率)也可作为量化班组质量水平的指标,凭此可对现场涂装质量有所了解。但若报检单上只有“接受”和“不接受”两个选项,则会给统计工作带来一定的不便。
对于在涂装检验过程中发现的一些质量缺陷,涂装施工方可当着涂装质检人员的面将问题处理掉,这时质检员在报检单上填“不接受”显然不妥,毕竟质量问题经现场处理后已经合格,但填写“接受”又不能与无质量缺陷有所区分。这时可以在报检单上增加一个选项“有条件接受”,该选项介于“接受”和“不接受”之间。另外,施工方在自检时要做到一点问题都没有确实比较困难,质检方可以与施工方约定,若施工方能够在一定时间(如10 min)内解决发现的问题,统计时算“接受”,超过一定时间算“有条件接受”,如果不能当场处理而需要再次验收则算“不接受”。
涂装是钢结构制作的最后一道工序,钢结构完成制作并转移到涂装班组后往往离发货期不远了,有时甚至因为前道工序的返工,导致在移交给涂装班组时已超过发货期。一些钢结构在涂装完工检(即完成全部涂装工作后的总验收)中虽然被发现存在质量缺陷,但无法在短时间内完成修补。为了保证现场安装的进度,钢结构厂会将此构件先发运给业主,待构件安装完成后再对构件的涂层进行修补。这种情况下的涂装质量被质检接受是为了配合现场的安装进度,而非产品质量本身合格,因此报检单上还要增加一个“让步接受”的选项,表示质量不合格,但因为特殊原因而不得不接受。
钢结构企业应当每月对当月涂装报检单进行汇总,统计并计算报检合格率,统计时写“接受”、“不接受”的报检单计数分别为“1”和“0”,“有条件接受”和“让步接受”的在“0 ~ 1”之间取值,“有条件接受”的取值一般高于“让步接受”,计数总和除以总报检次数即为当月的报检合格率,如此所得报检合格率比只统计“接受”和“不接受”更加准确。报检结果若不是“接受”,则报检单上需要注明原因(如流挂、针孔等),并用上述调查图表进行记录。相关统计信息可以用于日后的质量分析,也可用于对施工班组的考核。
4 涂装质量有助于统计人员业务能力的提升
做好涂装质量的统计工作对相关人员的统计水平有一定的要求,而当前我国相关统计从业人员的文化水平普遍偏低,因此往往需要对他们进行一系列的培训,以弥补文化程度上的短板。培训内容主要包括3个方面:数据统计方法,涂装检测仪器的使用,以及相关软件的应用。按时间可将培训分为入职前培训和入职后培训。
入职前培训是为了保证员工能迅速开展工作,时间不会很长,主要培训本公司规定的必须实施的数据统计方法,公司内常用涂装测量仪器的使用,以及常用办公软件的应用。在入职培训中,员工一般没有时间,也没有必要去学习专用的统计软件,采用Excel表就可以替代专业软件的部分功能,图2就是使用Excel绘制的。
员工入职后,可以在空闲时由公司内资深技术人员进行持续时间较长的培训。佐敦、国际油漆等大公司为了保证客户能正确使用他们的涂料,一般都会对客户进行免费的培训,但培训时间较短,一般一次为1 ~ 4天,客户可要求增加质量统计方面的培训内容,也可以找专门的机构进行专业培训。如美国防腐工程师协会(NACE)每年都要组织涂装检查员1级(NACE-CIP-1)和2级(NACE-CIP-2)的培训,其中包括了质量统计方面的内容,考试合格后颁发国际认可的证书,但费用很高,一般需要3 ~ 4万元人民币。相关企业可根据自身的实力和需求选择合适的培训内容。
5 结语
目前我国一些钢结构企业的涂装数据统计不科学、不全面,统计人员的业务水平也有待提高。知己知彼,百战百胜。涂装过程中数据统计水平的提升可以让质检人员更好地了解现场涂装的情况,在涂装过程中做到有的放矢,提高涂装质量。
[1]KOCH G H, BRONGERS M P H, THOMPSON N G, et al.Corrosion costs and preventive strategies in the United States [R/OL].(2017–04–01) [S.l.: s.n.].https://www.nace.org/uploadedFiles/Publications/ccsupp.pdf.
[2]李源, 秦琦, 祁斌, 等.2015年世界船舶市场评述与2016年展望[J].船舶, 2016, 26 (1): 1-15.
[3]MALHERBE L, MANDIN C.VOC emissions during outdoor ship painting and health-risk assessment [J].Atmospheric Environment, 2007, 41 (30):6322-6330.
[4]CHALLENER C.Green coats [J].Chemistry and Industry, 2014, 78 (7): 24-27.
[5]WHEATER P.The LNG coating challenge [J].Marine Engineers Review, 2005 (4): 44-46.
[6]JOHN D.Coating cruise vessels: challenges and targets [J].Journal of Protective Coatings and Linings, 2004, 21 (1): 30-33.
[7]NEDAL R.Ship coating maintenance & repair: the current state of affairs and the future with PSPC-ruled vessels [J].Journal of Protective Coatings and Linings, 2012, 29 (3): 34-41.
[8]BRODERICK D, WRIGHT P, KATTAN R.Minimizing the cost of coating chips [J].Journal of Ship Production and Design, 2013, 29 (3): 142-149.
[9]杨锋.钢结构涂装质量控制及存在的问题与对策[J].中国涂料, 2014, 29 (12): 61-64.
[10]杨锋.船舶涂料限额控制[J].上海涂料, 2015, 53 (4): 36-39.
[11]杨锋.基于涂料限额的现场涂料用量控制[J].上海涂料, 2016, 54 (2): 40-43.
[ 编辑:周新莉 ]
Application of data statistics and analysis in coating quality control for steel structures
YANG Feng
TQ630.4
B
1004 – 227X (2017) 18 – 0995 – 05
2017–04–06
2017–06–02
杨锋(1983–),男,江苏南通人,硕士,工程师,研究方向为腐蚀与防护、重工业、高等教育。
作者联系方式:(E-mail) lxyangfeng@126.com。
10.19289/j.1004-227x.2017.18.009
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
山东冶金(2022年1期)2022-04-19
甘肃科技(2020年20期)2020-04-13
建材发展导向(2019年5期)2019-09-09
模具制造(2019年4期)2019-06-24
中国公路(2017年15期)2017-10-16
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
