
厚壁高Nb螺旋埋弧焊管现场环焊焊接性评价*
2017-10-11 01:25李为卫阙永彬吴建成编译
焊管 2017年3期
李为卫,阙永彬,吴建成 编译
(1.石油管工程技术研究院石油管材及装备材料服役行为与结构安全国家重点实验室,西安710077;2.中国石油西部管道分公司,乌鲁木齐830013)
厚壁高Nb螺旋埋弧焊管现场环焊焊接性评价*
李为卫1,阙永彬2,吴建成2编译
(1.石油管工程技术研究院石油管材及装备材料服役行为与结构安全国家重点实验室,西安710077;2.中国石油西部管道分公司,乌鲁木齐830013)
为了提升厚壁管线钢板卷的强度和韧性,将高Nb化学成分和热机械控制工艺有机结合。然而高Nb成分对管线钢现场焊接性存在一定影响,因此一些管线钢用户会限制Nb的含量。对工业化生产的高Nb厚壁(23.7 mm)螺旋埋弧焊管的现场焊接性进行了评价,开发了窄坡口机械化熔化极气体保护电弧焊(GMAW)焊接工艺,环焊缝的特征证明了这一材料对陆上管道敷设典型现场焊接工艺具有适应性。本研究介绍并讨论此研究的细节和结果。
高铌管线钢;螺旋埋弧焊管;现场焊接性
Abstract:In order to enhance the strength and toughness of large wall-thickness pipeline steel rolled coil,the chemical composition of high Nb and thermal mechanical control process were intergated,however the high Nb composition has a certain influence on pipeline steel field weldiability,so some pipeline steel users will limit the content of Nb.In this study,field weldability of industrially produced helical pipes made from 23.7 mm thick,high Nb containing linepipe steel was evaluated. Welding procedure development was realized for narrow-groove mechanized gas metal arc welding(GMAW).Characterization of the girth welds produced revealed the suitability of the material for typical field welding procedures for onshore pipe laying. The details and the results of the investigations were presented and discussed in the paper.
Key words:High Nb pipeline steel;SAWH pipe;field weldability
1 研究背景介绍
热机械轧制工艺(thermo-mechanical controlled processing,简称TMCP)可以得到普通轧制所不能得到的一些宝贵的金属特性,如细化的晶粒组织,良好的塑性和较高的机械强度等。微合金元素Nb能够有效抑制再结晶,其初始溶解成分和再结晶终止温度的关系如图1所示[1-3]。在非再结晶区域热轧以后,加工硬化的奥氏体为铁素体和贝氏体提供大量形核,从而使钢的最终显微组织非常细小,有利于强韧性的平衡。因此,将热机械轧制工艺应用于高Nb管线钢将有利于生产具有良好力学性能和焊接性的微合金钢。
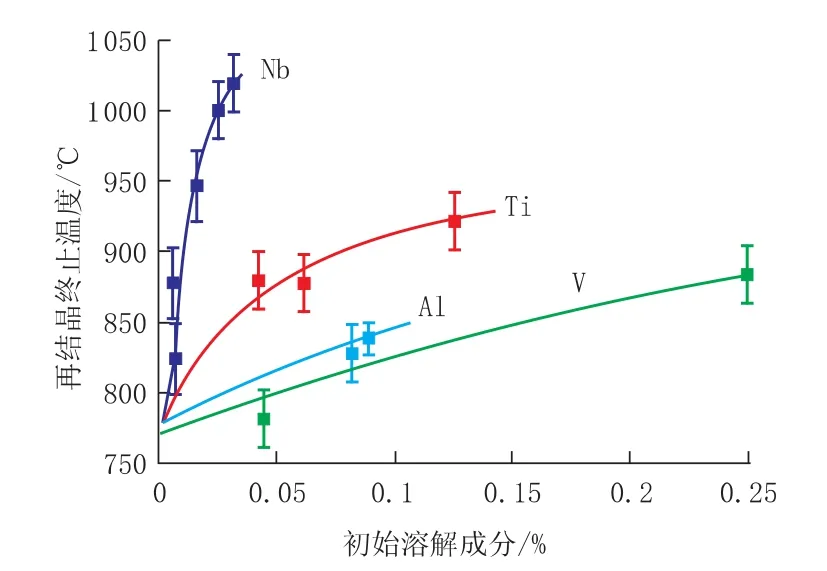
图1 初始溶解成分对再结晶温度的影响
标准 API SPEC 5L/ISO 3183—2012中对PSL-2级焊管允许添加的微合金元素上限规定为w(Nb+V+Ti)≤0.15%[4-5],因此,只要V和Ti的质量分数平衡,w(Nb)可以达到0.1%甚至更高。但是ISO 3183—2012附录M中对于欧洲陆上天然气管道用钢管,规定了V、Nb、Ti单个元素的含量。例如,对于X70ME/L485ME钢管,限制w(Nb)不超过0.07%,只有在壁厚超过16 mm时可以协商,可将w(Nb)放宽到与正文相同的水平,即:w(Nb+V+Ti)≤0.15%。ISO/TC67/SC2管道输送系统分技术委员会正在讨论对ISO 3183附录M的Nb和Ti的上限进行修改,当w(C)≤0.12时,w(Nb)最大为0.08%。
ISO 3183附录M中对Nb的限制,与之前的EN 10208-2标准一致。与北美和中国不同,欧洲更重视高Nb钢的焊接性以及HAZ的韧性。其原因有两点:①随着溶解的Nb量的增加,延迟了奥氏体向铁素体的转变,提高了钢的硬化能力[6];②Nb与C、N的密切关系导致形成碳氮化合物,因而提高了钢的硬度[7]。溶解的Nb量以及Nb的碳氮化合物在焊接过程是否溶解或者粗化会对HAZ韧性产生较大影响。焊接过程的热输入以及冷却速率会使碳氮化合物在焊接加热过程中分解,在冷却过程中重新析出,同时Nb也可以保留固溶态。如果焊接热输入非常高,碳氮化合物由于非常慢的冷速而重新析出,将会提高奥氏体向铁素体或者贝氏体转变的温度,最终导致HAZ显微组织的粗化而降低其韧性[8],而且大量粗大的析出相也会导致韧性的降低。相反,较低的热输入将允许Nb保留在固溶态,因而对韧性的损害没有高热输入时大[7]。一些研究显示[9-13],焊接热输入以及钢中的碳含量是影响HAZ韧性的重要因素。特别是对高Nb钢中的碳含量进行限制,将有助于保持HAZ的高韧性。
将 w(Nb)增加到 0.7%以上,主要是考虑经济因素,而且高Nb成分允许在较高温度下使用 TMCP工艺。例如 Arcelormittal公司由于经济原因,采用成分,可以提供厚度达到25 mm的管线钢板卷。因此Arcelormittal公司开始进行了高Nb、低C钢的焊接性评价研究,希望藉此收集可靠的有关Nb含量对焊接性影响的技术数据。先前的研究已进行了低 C、高Nb X80M管线钢埋弧焊(SAW)焊接性评价,焊缝和 HAZ均获得合格的韧性。2014年该公司又开展了工业化生产厚度23.7 mm X70M管线管现场焊接性评价,本研究对此焊接性评价进行介绍。
2 现场焊接性评价
2.1 试验材料
本研究采用X70M钢级Φ1 219 mm×23.7 mm螺旋埋弧焊管。板卷由德国Bremen Arcelormittal公司依据API SPEC 5L/ISO 3183生产,化学成分见表1。由于其具有高Nb、低C以及低碳当量,从而保证了良好的焊接性。钢的显微组织由贝氏体铁素体(BF)和准多边铁素体(QPF)组成,伴随有细小分布的渗碳体,如图2所示。螺旋焊管由希腊的Corinth管厂制造。板卷和钢管具有极好的力学性能,其横向拉伸性能见表2。通过表 2可以看出,钢管的拉伸性能远高于 API SPEC 5L/ISO 3183的最低值。

表1 X70M钢管(厚23.7 mm)的化学成分%
板卷横向夏比V形缺口冲击试验结果如图3所示。从图3可以看出该板卷具有极好的韧性,在试验温度低至-80℃仍具有高的夏比吸收功(300 J),韧脆转变温度约为-120℃。-45℃时,螺旋埋弧焊管焊接热影响区夏比吸收功均在200 J以上(如图4所示)。对螺旋埋弧焊管管体进行了DWT试验,如图5所示,从图5可以看出,该焊管的最低运行温度为-30℃。
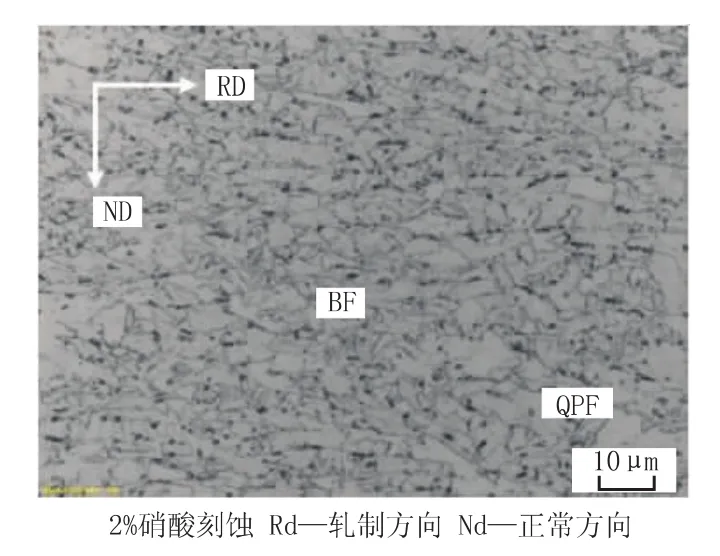
图2 X70M板卷(厚23.7 mm)1/4厚度部位的显微组织
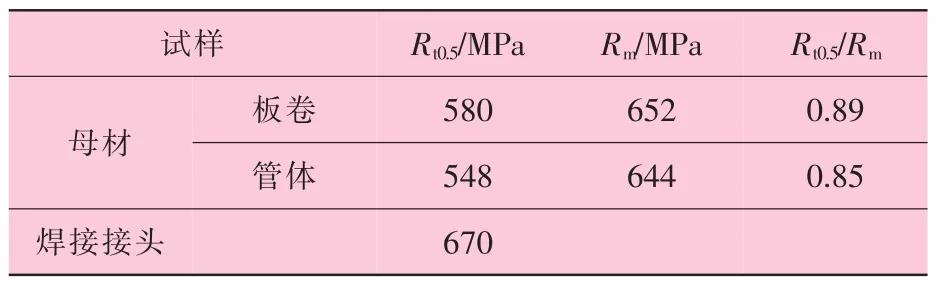
表2 板卷和钢管的拉伸性能测试结果
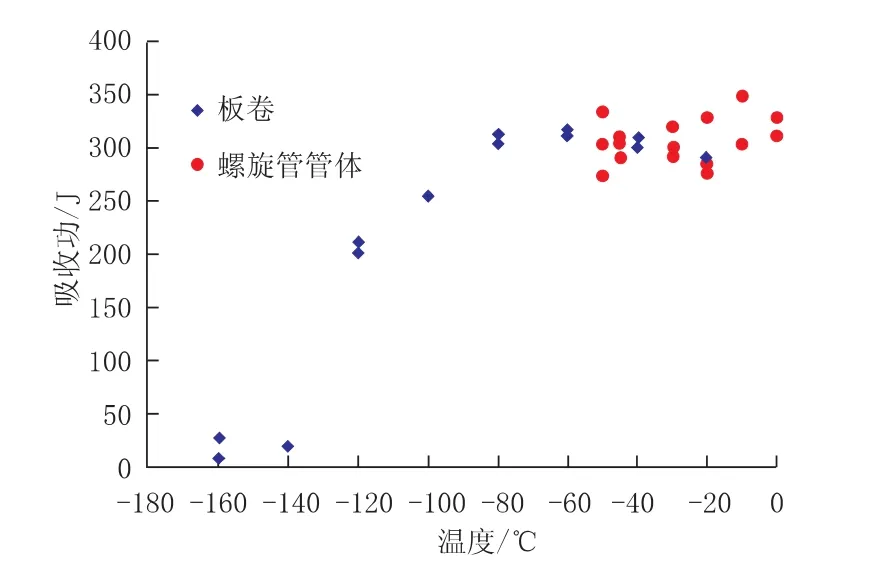
图3 板卷及螺旋焊管管体夏比V形冲击韧性
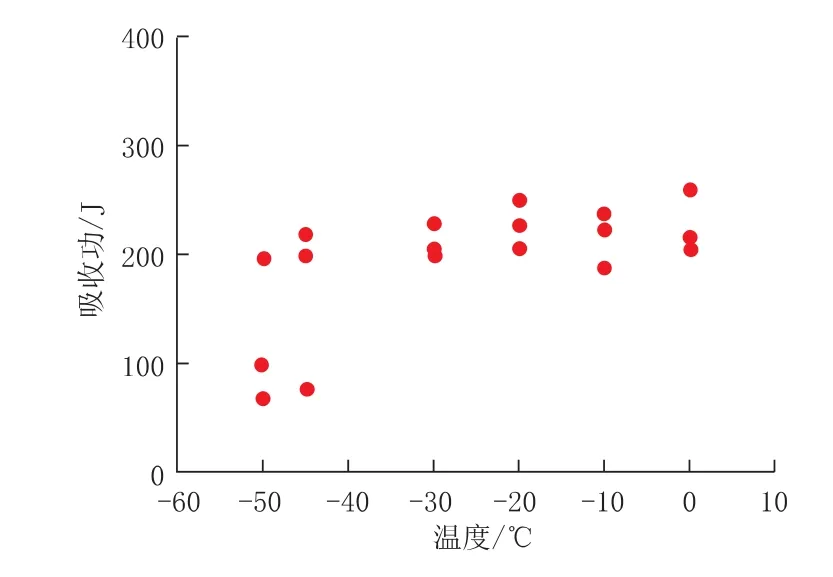
图4 螺旋焊管HAZ夏比V形冲击韧性
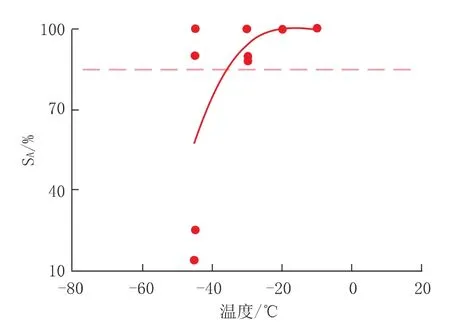
图5 钢管管体DWTT韧性
2.2 试验方法及过程
制管完成后,采用荷兰CRC-Evans自动焊机对坡口进行熔化极气保焊(GMAW),并对现场环焊焊接性进行了评价。环焊接头坡口加工如图6所示,采用双焊炬GMAW装置进行5G位置的下向焊。采用一个内部GMAW机头进行了内部根焊。焊接过程采用预热100℃和不预热两种方法,层间温度分别保持在低于150℃和75℃。焊接参数见表3。
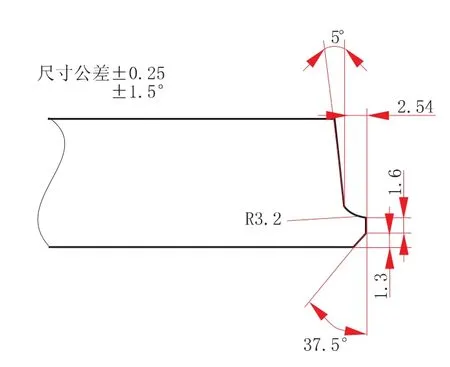
图6 环焊接头坡口设计
焊缝进行无损检测后,对环焊接头进行宏观断面检查,对其硬度、导向弯曲、横向接头和全焊缝金属拉伸、CVN和CTOD试验进行评价。取样、试验以及性能评价依据ISO 13847标准进行。
2.3 试验结果及讨论
环焊接头不同位置(3点和6点)焊缝截面检查结果表明,焊缝具有合格的几何形状和内部质量。图7为焊缝宏观形貌的示例(预热100℃)。
环焊接头的硬度测试结果见表4,焊缝没有明显的硬化现象,焊缝和热影响区最高测试值低于ISO 13847标准最大允许值(焊缝最大275HV,HAZ最大350HV)。另外,焊缝中的硬度没有明显差异。这是由于采用合适的预热以及随后轻微的降低冷却速率。理论计算证实预热100℃仅少量增加从800℃降到500℃的冷却时间(不预热时t8/5为3.3~5.7 s,预热100℃时t8/5为4.1~7.2 s)。
在2点和5点位置取样进行焊接接头导向侧弯试验,弯曲角度为180°,没有出现开裂、缺欠或裂纹,试验结果合格。

表3 环焊GMAW焊接条件(不预热和预热100℃相同)
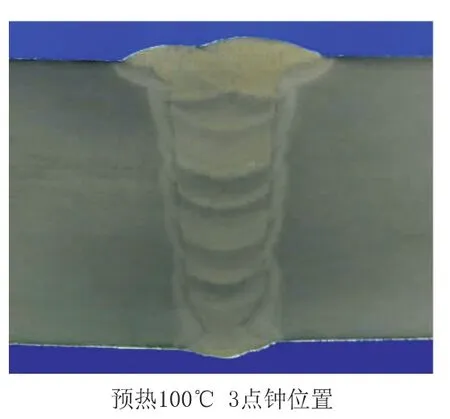
图7 环焊缝宏观形貌

表4 环焊接头硬度测试结果
在环焊接头上取横向试样,加工掉焊缝余高进行接头拉伸试验,结果表明预热和不预热两种情况下焊缝强度为高匹配,断口总是位于母材,焊缝抗拉强度满足最小570 MPa的标准要求,见表5。另外,还进行了全焊缝金属拉伸试验,结果见表6,进一步证明了焊缝强度为高匹配。

表5 环焊接头横向拉伸试验结果
从环焊接头的近表面和根部取全尺寸夏比冲击试样,V形缺口分别位于焊缝中心和 HAZ(包含1/3焊缝金属和2/3母材),在-20℃下进行冲击韧性试验,试验结果如图8所示。结果表明,焊缝和HAZ的冲击吸收功满足远高于标准的最低要求(平均 40 J,单个 30 J)。总的来说,焊缝的冲击吸收功较HAZ低,这与选用的填充焊丝有关(AWS A5.18 ER70S焊丝),可以进一步优化。这一试验结果表明,尽管是高Nb钢,HAZ还是具有很高的韧性。预热(限制温度)对HAZ的韧性没有明显影响。

表6 环焊接头全焊缝金属拉伸试验结果
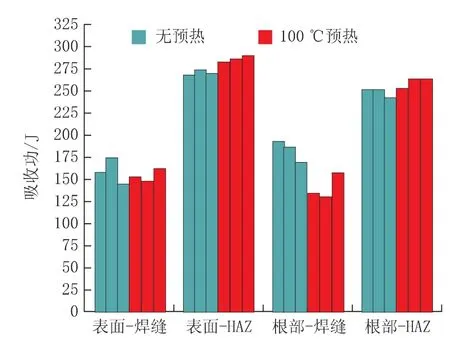
图8 夏比V形冲击韧性试验结果(-20℃)
使用B×B单边缺口弯曲(SENB)试样,并在-10℃下对环焊缝的动态断裂韧性CTOD进行了评价,试验结果见表7。从表7可以看出所有测试值均高于0.25 mm。预热(100℃)对环焊缝的CTOD值没有明显的影响。相对于缺口位于熔合线(部分代表HAZ),缺口位于焊缝中心的值相对较低,再次说明与使用的填充焊丝有关。试验结果表明,焊缝和熔合线(HAZ)具有极好的动态断裂韧性。

表7 环焊接头CTOD试验结果(-10℃)
3 结论
对Arcelormittla公司23.7mm高Nb低CX70M板卷制造的螺旋埋弧焊管的现场焊接性进行了评价。环焊试验采用陆地管道敷设普遍使用的窄坡口机械GMAW方法。环焊缝的性能没有观察到明显的硬化现象,焊缝和HAZ均表现出极好的断裂韧性。
研究表明,这一材料适合用于陆上油气管道,支持低C高Nb成分设计理念。因此,ISO 3183附录M对Nb的限制不仅对于厚壁管放宽,建议放宽所有厚度对Nb范围的限制与正文一致,即w(Nb+V+Ti)≤0.15%,同时调整碳含量到更低的水平。
译自:Özlem E.Güngör,Martin Liebeherr,Hervé Luccioni.Girth Weldability Evaluation of SAWH Pipes Produced form 23.7 mm Thick,Hith-Nb Contaiing X70 Linepipe Steel[C]//Proceedings of the 2014 10th International Pipeline Conference.Calgary, Alberta,Canada:[s.n.],2014.
[1]CUDDY L J.The Effect of Microalloying Concentration on the Recrystallization of Austenite During Hot Deformation [C]//A.J.DeArdo et al.,Proceedings of the International Conference on Ther Momechanical Processing of Microalloyed Austenite,USA:AIME,1982:129-139.
[2]CAO Y,XIAO F,QIAO G,ZHANG X,LIAO B.Quantitative Research on Effects of Nb on Hot Deformation Behaviors of High-Nb Microalloyed Steels[J].Materials Science and Engineering:A,2011(530):277-284.
[3]XIAO F,CAO Y,QIAO G,ZHANG X,LIAO B.Effect of Nb Solute and NbC Precipitates on Dynamic or Static Recrystallization in Nb Steels[J].Journal of Iron and Steel Research,International,2012(19):52-56.
[4]API 5L Specification for Line Pipe(45th edition)[S].
[5]ISO 3183:2012,Petroleum and natural gas industries Steel pipe for pipeline transportation systems(3rd edition)[S].
[6]POOLE W J,MILITZER M,FAZELI F,MAALEKIANM,PENNISTION C,TAYLOR D.Microstructure Evolution in the HAZ of Girth Welds in Linepipe Steels for the Arctic[C].Calgary Alberta:Proceedings of the 8th International Pipeline Conference,2010.
[7]SVENSSON L E.Control of Microstructures and Properties in Steel arc Welds[M].Boca Raton,State of Florida, USA:CRC Press,Inc.,1994.
[8]HATTINGH R J,PIENAAR G.Weld HAZ Embrittlement of Nb Containing C-Mn Steels[J]International Journal of Pressure Vessels and Piping,1998(75):661-677.
[9]CHEN X,QIAO G,HAN X,et al.Effects of Mo,Cr and Nb on Microstructure and Mechanical Properties of Heat Affected Zone for Nb Bearing X80 Pipeline Steels[J].Materials and Design,2014(53):888-901.
[10]KIRKWOOD P,NIOBIUM and Heat Affected Zone Mythology,Proceedings of Welding of High Strength Pipeline Steels[C]//Proceedings of Welding of High Strength Pipeline Steels,International Seminar of CBMM,Araxá,Brazil: International Seminar of CBMM,2011.
[11]GUAGNELLI M,SCHINO A D,CESILE M C,et al.Effect of Nb Microalloying on the Heat Affected Zone Microstructure of X80 Large Diameter Pipeline After in Field Girth Welding[C]//Proceedings of Welding of High Strength Pipeline Steels,International Seminar of CBMM,Araxá,Brazil,2011.
[12]SHANG C,WANG X,LI X,et al.Weld-ability of High Niobium Bearing X80 Pipeline Steel for the Second West to East Pipeline Project[C]//Proceedings of the 6th International Pipeline Technology Conference,Ostend, Belgium,2013.
[13]CHEN X,LIAO B,QIAO G,et al.Effect of Nb on Mechanical Properties of HAZ for High-Nb X80 Pipeline Steels[J].Journal of Iron and Steel Research,International,2013,20(12):53-60.
编辑:张 歌
2017年(第十八届)中国焊管(冷弯)行业年会通知
各焊管(冷弯)、装备、配件厂家:
2017年(第十八届)中国焊管(冷弯)行业年会将于2017年5月25—29日在浙江省温州市召开。年会将为到会的业界厂家提供一个信息沟通、业务洽谈、交友聚会、共谋发展的重要平台。年会得到了中国钢铁工业协会、冷弯型钢协会的高度重视和支持。两协会主要领导专程到会指导并做主旨报告。
●会议内容:
(1)十三五中国钢铁行业去产能调整面临的形势、任务及对策
——报告人:中国钢铁工业协会副会长迟京东
(2)中国冷弯型钢产业应用领域的扩展及强劲的市场需求
——报告人:中国冷弯型钢分会理事长韩静涛
(3)济南金品轧辊模具有限公司关于提高轧辊耐磨使用技术的情况汇报。
(4)焊管厂家交流提高焊速、提高成材率、降低成本的成功经验与做法。
(5)会议期间将组织考察活动。
●会议时间:2017年5月25日—29日,5月25日全天报到,温州机场、温州南站全天接站,永嘉火车站下车代表自行到酒店报到。
●会议地点:温州市铂尔曼酒店(五星级)。
●会议费用:每位代表须交住宿等会务费1 100元,考察事宜详询会务组;温州当地仅开会的代表不收任何费用。
此次年会由济南金品轧辊模具有限公司承办,咨询电话:13805408006、15953162600。
中国焊管(冷弯)行业年会秘书处
Girth Weldability Evaluation of SAWH Pipes Produced from High-Nb Containing Linepie Steel
Edited and Translated by LI Weiwei1,QUE Yongbin2,WU Jiancheng2
(1.State Key Laboratory of Service Behavior and Structural Safety of Tubular Goods and Equipment,CNPC Tubular Goods Research Institute,Xi’an 710077,China;2.CNPC Western Pipeline Branch,Urumchi 830013,China)
TE973.3
B
10.19291/j.cnki.1001-3938.2017.03.015
2017-01-06
国家质检公益性行业科研项目“国际标准研制”(项目号201510205-03);中国石油天然气集团公司科学研究与技术开发项目“X80管道本质安全运行技术研究”(项目号2016B-3106)。
李为卫(1965—),男,硕士,高工,毕业于西安交通大学焊接专业,目前主要从事油气输送管材料及焊接研究工作。
猜你喜欢
今日农业(2022年16期)2022-09-22
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
中华养生保健(2020年5期)2020-11-16
建材发展导向(2019年11期)2019-08-24
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
红领巾·探索(2018年10期)2018-11-14
特别文摘(2016年15期)2016-08-15
数学大王·低年级(2015年6期)2015-07-09
