
国产超高强度CT110连续管组织与性能
2017-10-11 01:25毕宗岳鲜林云汪海涛张晓峰
焊管 2017年3期
毕宗岳, 鲜林云, 汪海涛, 余 晗, 张晓峰
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
国产超高强度CT110连续管组织与性能
毕宗岳1,2, 鲜林云1,2, 汪海涛1,2, 余 晗1,2, 张晓峰1,2
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
为了发挥CT110超高强度连续管在深井、超深井及大位移水平井增产和稳产过程中的应用以及在页岩气分段压裂、钻磨桥塞等作业中的优势,对国产CT110钢级连续管的组织与性能进行了分析。结果表明,CT110连续管整体性能良好,强度、硬度等性能指标均满足API SPEC 5ST标准要求,且强度和塑性匹配良好,综合性能达到较好水平,同时国产CT110连续管主要性能指标达到或优于同规格进口CT110连续管。
连续管;CT110;组织;性能;腐蚀;疲劳
Abstract:In order to play the application of ultra high strength CT110 coiled tubing in deep well,extra-deep well and extended reach horizontal well production and stable production,as well as the advantages in the shale gas staged fracturing, drilling and milling bridge plug.In this article,it analyzed the microstructure and properties of domestic CT110 grade coiled tubing.The results indicated that the overall performance of CT110 coiled tubing is good,the performance indexes such as strength,hardness can meet the requirements of API SPEC 5ST standard,and the strength and plasticity match well,the comprehensive performance reaches rater high level.And the main performance indexes of domestic CT110 coiled tubing reach or exceed those of the same specification imported CT110 coiled tubing.
Key words:coiled tubing;CT110;microstructure;performance;corrosion;fatigue
随着油气勘探开发技术的不断发展,深度超过5500m的油气井数量日益增加[1],其中,国内陆克深9井的钻井深度达8 038 m。对于Φ50.8 mm× 4.44 mm、密度为7 853 kg/m3的连续管而言,要满足下入深度和负载的要求,管材屈服强度应达到700 MPa以上[2]。现有钢级的连续管已经不能满足深井、超深井的开发需求。此外,随着页岩气的开发和利用力度的不断加大[3],大位移水平井的数量激增,且水平段的长度、水平段的压裂段数和压裂压力不断提高[4],目前国内最高压裂压力达80 MPa及以上,压裂段数超过30段的水平井已经很常见。作为水平井钻井、测井、拖动压裂、钻磨桥塞等作业的重要工具,连续管在水平井中的应用优势和规模日益增加。但是,连续管如果没有足够的强度,在水平井中作业时容易产生屈曲而锁死。另外,连续管在高压作业过程中,由于井口段(导向拱上、卷筒上、注入头下端到防喷器上端等部位)没有外部平衡压力,如果选用强度低的管材,会对施工过程造成一定的安全风险。
CT110级连续管屈服强度大于758 MPa、抗拉强度大于793 MPa[5-6],该管材超高强度使其具有较高的承载能力、抗内压能力、抗挤溃能力和抗疲劳性能,是解决深井、超深井及大位移水平井增产、稳产的重要工具。
本研究对宝鸡石油钢管有限责任公司研制开发的CT110连续管的组织与性能进行了全面的研究分析,以便用户合理选材、制定作业工艺、实现CT110连续管全面国产化应用。
1 试验材料与方法
1.1 试验材料
试验材料为规格Φ50.8 mm×4.44 mm的国产CT110级连续管,该管材是采用高洁净的低碳微合金钢热轧卷板经过精密成型、焊接制管后,再经过连续热处理制成的连续钢管,其化学成分见表1。

表1 CT110级连续管的化学成分 %
1.2 试验方法
对CT110连续管试样打磨、抛光后采用4%硝酸酒精腐蚀,并用Lepera溶液进行着色腐蚀[7],再采用Olympus GX71型光学显微镜进行金相组织分析;采用ZIWCK1200拉伸试验机依据ASTM 370标准进行整管拉伸试验;按照API SPEC 5ST[6]标准进行扩口和压扁试验;采用PLW-100型弯曲疲劳试验机对长度为1 524 mm的连续油管进行低周疲劳试验,弯曲模半径为1 828 mm,钢管内压为34.47 MPa。依据API RP 5C5标准在CPT-1外压挤毁试验系统对CT110连续管进行了纯外压挤毁试验。
依据NACE TM0284—2003[7]对CT110连续管焊缝和母材试样在A溶液(饱和硫化氢的0.5%醋酸+5%NaCl水溶液)中进行了抗氢致开裂(HIC)试验,试验时间 96 h,溶液温度 25℃。依据NACE TM0177—2005标准[8],采用单轴拉伸法对纵向试样在A溶液中进行硫化物应力腐蚀试验(SSCC),加载应力为CT110连续管屈服强度的72%,浸泡时间720 h,溶液温度为24℃。
2 试验结果与分析
2.1 微观组织
图1为CT110连续管HFW焊缝、热影响区和母材的金相组织形貌。图2为Lepera溶液着色腐蚀后的母材组织形貌,在图2中可观察到弥散分布的M/A组元[9]。由图1可知,CT110连续管组织以细晶形铁素体和粒状贝氏体为主,组织均匀,且HFW焊缝、热影响区、母材组织基本一致。经检测,焊缝、热影响区和母材晶粒度均为13级,带状组织小于1.5级,夹杂物小于1.0级。

图1 CT110连续管微观组织形貌

图2 Lepera溶液着色腐蚀后的母材组织形貌
2.2 管材强度
表2为CT110连续管拉伸性能试验结果。由表2可以知道,CT110连续管平均屈服强度为790 MPa,平均抗拉强度825 MPa,同时具有较高的延伸率。各项性能均满足 API SPEC 5ST《连续油管规范》要求,表明该管材具有良好的承重和提拉性能。与CT90相比,CT110连续管在相同条件下下入深度可提高22.2%。
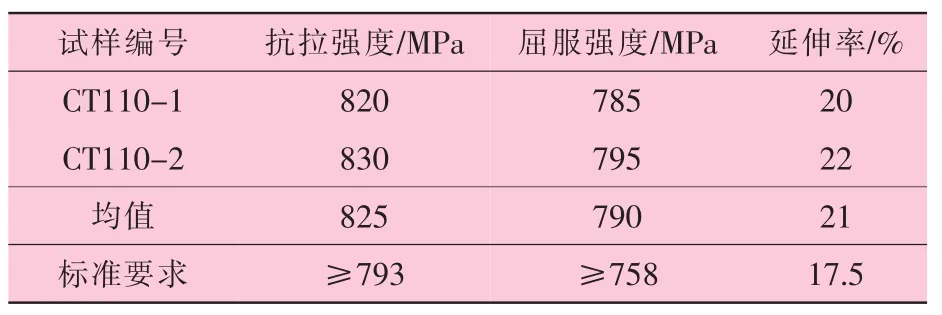
表2 CT110级连续管的拉伸性能
为了检测整盘CT110连续管,在102.7 MPa内压条件下进行静水压试验,保压15 min,无泄露,无压降(标准规定压降不超过0.34 MPa),静水压试验曲线如图3所示。试验后对管柱外径检测结果表明,外径尺寸未发生变化,即管柱未变形,表明CT110连续管HFW(高频感应焊)焊缝强度和稳定性良好,具备承受较高内压的能力。
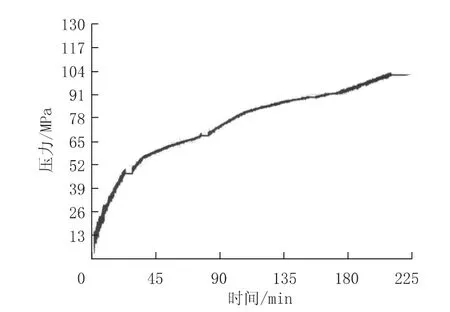
图3 CT110连续管静水压试验曲线
2.3 硬度
表3为CT110连续管HFW焊缝、热影响区和母材的截面硬度分布,由表3可知,焊缝、热影响区、 母材硬度控制合理, 硬度值小于301HV0.5,且波动较小,表明该管材组织均匀、性能一致。

表3 CT110级连续管的硬度
2.4 塑性
图4为CT110级连续管拉伸曲线。由图4可知,CT110连续管均匀延伸率为8%,表明管材能满足作业过程中大应变塑性变形的需求。整管拉伸试验结果表明,CT110连续管的平均延伸率为21%,高于标准要求的17.5%。同时,依据API SPEC 5ST标准分别对CT110连续管进行了扩口试验和压扁试验。扩口试验采用60°锥头,扩口率为21%,母材及焊缝均未出现裂纹。对样管进行压扁试验,将HFW焊缝分别处于0点和9点位置压至两板间距离为44.13 mm(API SPEC 5ST标准规定为0.85 D),所有试样焊缝、母材均未出现可见裂纹,检测结果表明,CT110连续管具有良好的塑性。
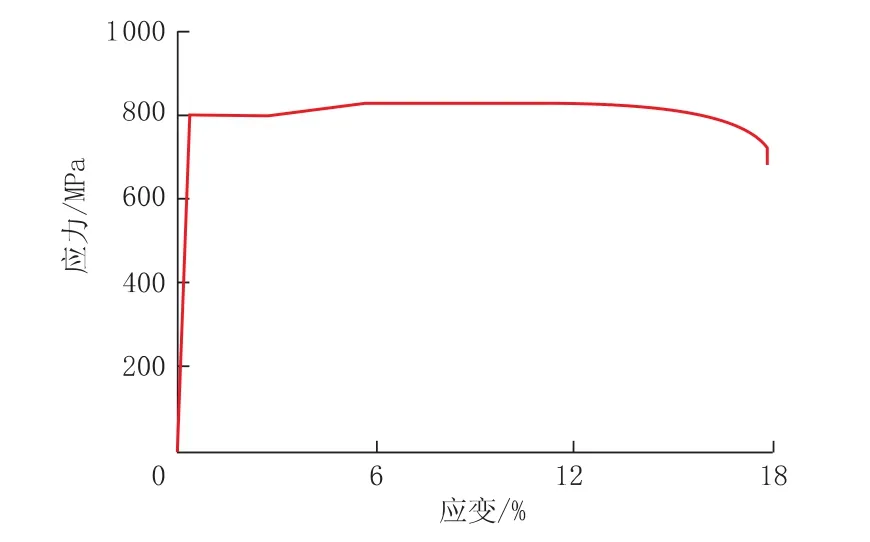
图4 CT110连续管拉伸曲线
2.5 抗外压挤毁性能
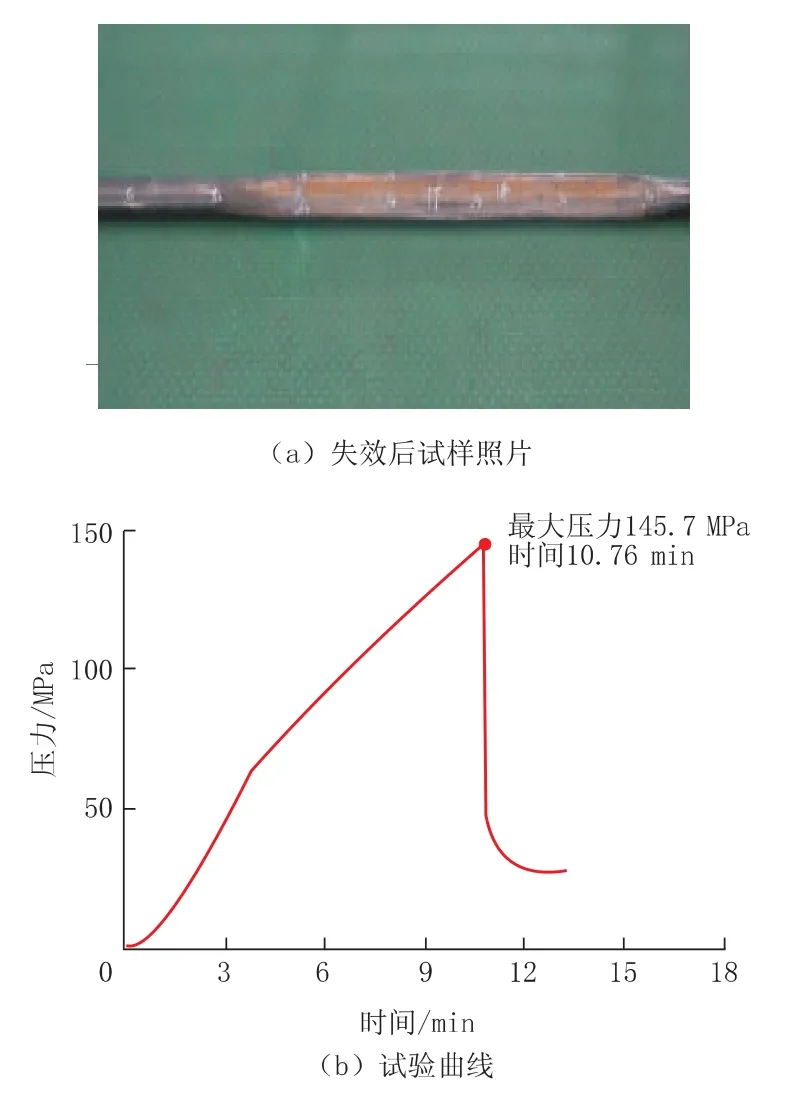
图5 CT110连续管挤毁试验失效试样照片及试验曲线
图5所示为挤毁试验曲线和挤毁后的CT110连续管试样形貌。对规格为Φ50.8 mm×4.44 mm的CT110连续管在CPT-1外压挤毁试验系统上进行了挤毁试验。试样有效长度为1.2 m,压力介质为水,压力加载速度低于35 MPa/min,试验依据 API RP 5C5标准进行。由图 5可知,CT110级连续管的挤毁强度为146.9 MPa,较标准计算值115 MPa提高了27.7%,表明CT110连续管抗外压挤毁性能优异。
2.6 抗内压爆破性能
图6为Φ50.8 mm×4.44 mm的CT110连续管爆破试验曲线和爆破后实物形貌。试验结果表明,CT110级连续管的爆破压力为170.6 MPa,较标准计算值138.6 MPa提高23.3%,表明CT110连续管抗内压爆破性能优异。
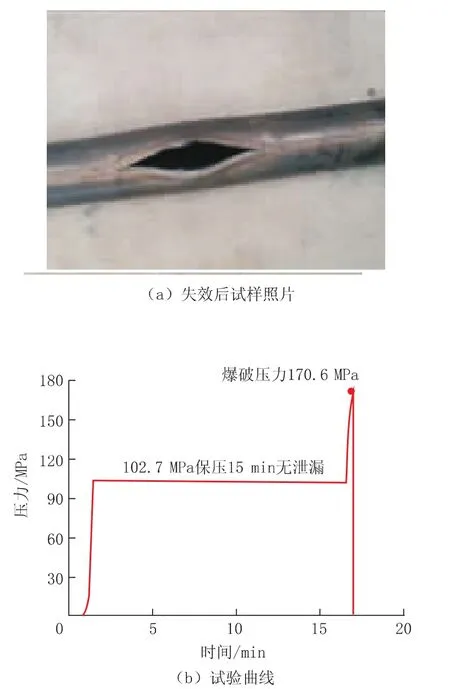
图6 CT110连续管爆破试验失效试样照片及试验曲线
2.7 低周疲劳性能
研究表明,连续管疲劳寿命与其规格、强度等级、作业压力等有关。在直径相同的条件下,壁厚越厚,强度越高。 直径越小,作业压力越低,疲劳寿命越高,作业次数也越多;反之,疲劳寿命低,作业次数也少[10]。对规格为Φ50.8 mm× 4.44 mm的CT110连续管在内压为34.47 MPa、弯曲半径为1 828 mm(此弯曲半径为该规格连续管作业车卷筒最小内径,也是连续管作业过程中承受的最小弯曲半径)条件下进行实物弯曲疲劳试验。结果表明,CT110平均疲劳寿命为139次,相比相同规格、相同压力、相同弯曲半径下的CT90连续管,疲劳寿命提高了54.4%。
2.8 抗腐蚀性能
按照NACE 0248《管道和压力容器用钢抗氢致开裂能力的评定》和NACE0177《H2S环境中抗特殊形式的环境开裂材料的实验室试验方法》标准进行制样并开展试验。结果表明,CT110连续管焊缝和母材试样在饱和硫化氢+0.5%醋酸+5% NaCl混合溶液中浸泡96 h后,试样的纵向、横向表面及截面均无裂纹产生,即裂纹长度率(CLR)、裂纹厚度率(CTR)和裂纹敏感率(CSR)均为0,表明CT110连续管对HIC不敏感。抗SSCC试验中,焊缝和母材试样的加载应力分别为材料名义屈服强度的72%,试验后连续管试样未出现断裂,表面均未出现可见裂纹,如图7所示。从图7可以看出,CT110连续管具有良好的抗硫化氢应力腐蚀能力。

图7 CT110连续管SSCC试验后的试样
3 国内外产品性能对比
在同等试验条件下,国产CT110连续管与国外同类产品进行了性能检测对标分析,结果表明,两者的强度、抗疲劳性能、抗挤毁性能基本相当。但国产连续管在硬度控制、焊缝组织均匀性、抗硫化氢腐蚀等性能方面具有明显的优势。
4 结论
(1)国产CT110连续管组织以超细晶粒的“铁素体+贝氏体”为主;母材、焊缝和HAZ的组织性能基本一致。CT110连续管整体性能良好,强度、硬度等性能指标均满足API SPEC 5ST标准要求,且强度和塑性匹配良好,综合性能达到较好水平。
(2)国产CT110钢级Φ50.8 mm×4.44 mm连续管具有较高的抗内压强度和抗挤毁强度。其中,挤毁强度达146.9 MPa,爆破压力高达170.6 MPa。疲劳寿命达到139次,比同规格CT90连续管疲劳寿命提高54.4%。
(3)国产CT110对HIC性能不敏感;在试样加载72%σs应力下,SSC试验没有发生断裂,表明其具有一定的抗硫化氢腐蚀性能。
(4)对比检测结果表明,国产CT110连续管主要性能达到或优于同规格进口CT110连续管。
[1]张士彬,杨高.塔里木油田连续油管技术应用现状及前景分析[J].科技创新导报,2015(16):100-101.
[2]ZHENG A S,LARSEN H A.High-pressure coiled-tubing-string design[C].SPE 54480.Texas,USA:Society of Petreleum Engineers,1999:1-8.
[3]邹才能,董大忠,王玉满,等.中国页岩气特征、挑战及前景(二)[J].石油勘探与开发,2016(2):166-178.
[4]来国荣,安崇清,范琳沛.水平井连续油管钻磨桥塞技术分析及应用[J].石油工业技术监督,2016(1):54-57.
[5]毕宗岳,付宏强.高强度连续管[J].焊管,2007,30(6):74-77.
[6]API SPEC 5ST:Specification for Coiled Tubing(the 8th E-di-tion)[S].
[7]NACE TM0284—2003.Standard Test Method Evaluation of PipelineandPressureVesselSteelsforResistancetoHIC[S].
[8]NACE TM0177—2005.Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments[S].
[9]李鹤林,郭生武,冯耀荣,等.高强度微合金管线钢显微组织分析与鉴别图谱[M].北京:石油工业出版社,2001.
[10]毕宗岳,张晓峰,张万鹏,等.连续油管疲劳试验机设计与疲劳寿命试验[J].理化检验-物理分册,2012(2):79-82.
Microstructure and Mechanical Properties of Domestic Ultra-high Strength CT110 Grade Coiled Tubing
BI Zongyue1,2,XIAN Linyun1,2,WANG Haitao1,2,YU Han1,2,ZHANG Xiaofeng1,2
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China;2.Steel Pipe Research Institute,Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
TE933.8
B
10.19291/j.cnki.1001-3938.2017.03.006
2016-04-29
修改稿
2017-02-08
编辑:汪翰云
毕宗岳(1962—),男,陕西宝鸡人,教授级高级工程师,目前主要从事管材开发及焊接技术研究工作。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年5期)2022-04-18
云南化工(2020年11期)2021-01-14
航空制造技术(2020年11期)2020-07-01
军民两用技术与产品(2020年4期)2020-05-16
中国特种设备安全(2018年2期)2018-03-14
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
天然气勘探与开发(2015年3期)2015-12-08
中国海上油气(2015年3期)2015-07-01
