
道间温度对316L奥氏体不锈钢管焊缝性能的影响
2017-10-11 01:25张西雷
焊管 2017年3期
张西雷,薛 慧,王 强
(中国石油天然气管道第二工程有限公司,江苏 徐州 221006)
道间温度对316L奥氏体不锈钢管焊缝性能的影响
张西雷,薛 慧,王 强
(中国石油天然气管道第二工程有限公司,江苏 徐州 221006)
为了研究道间温度对316L奥氏体不锈钢焊缝性能的影响,采用手工钨极氩弧焊方法对不同道间温度的焊接接头进行焊接,并对不同道间温度下的接头力学性能和晶间腐蚀性能进行了研究和比较,发现对晶间腐蚀试验不做要求时,316L不锈钢焊接的道间温度不超过150℃便可确保焊接接头的力学性能满足质量要求;要求进行晶间腐蚀试验时,应严格控制道间温度不超过80℃,否则极易发生晶间腐蚀开裂。
316L;奥氏体不锈钢;手工钨极氩弧焊;道间温度;晶间腐蚀
Abstract:In order to research the influence of interpass temperature on 316L austenite stainless steel weld performance, adopting the manual tungsten argon arc welding method to weld welded joint with different interpass temperature,studied the mechanical properties of welded joint and intercrystalline corrosiveness under different interpass temperature.The results indicated that the best interpass temperature for welding 316L austenite stainless steel:it should lower than 150℃ if intergranular corrosion wasn’t been required;it should lower than 80℃ if intergranular corrosion was been required; otherwise the intergranular corrosion cracking easily happened.
Key words:316L;austenite stainless steel;manual gas tungsten arc welding;interpass temperature;intergranular corrosion
道间温度(俗称层间温度)是指多层多道焊时,在施焊后续焊道之前,其相邻焊道应保持的最高温度。目前奥氏体不锈钢管的焊接以手工钨极氩弧焊为主。在奥氏体不锈钢的焊接过程中,道间温度是一个较为重要的焊接工艺参数。道间温度过高会导致焊缝处过热,导致焊道发黑;道间温度过低,在焊接时需要长时间冷却,增加施工时间,降低了施工功效。
1 焊接条件
316L不锈钢管的焊接在车间内进行,确保外界风速小于等于2 m/s,外界环境温度为12~38℃,环境湿度为42%RH~86%RH。焊接设备采用山东奥太的ZX7-400STG焊机,也可采用具有陡降外特性的焊接电源。焊接过程中均采用同一焊接工艺参数,见表1。

表1 316L不锈钢焊接工艺参数
2 焊接过程
选取316L Φ60 mm×5 mm不锈钢管作为研究对象,采用手工钨极氩弧焊的焊接方法,填充材料选用ER309LMo Φ2.4 mm实心焊丝,保持不同道间温度进行钢管焊接,焊接过程中保证其他焊接工艺参数不变。
2.1 焊前准备
焊前应将坡口两侧75 mm范围内的油污等杂质清理干净,组对间隙均匀,处于2.5~3.5 mm范围内。焊前将316L钢管预热至设定道间温度后方可进行焊接。
2.2 焊接过程
焊接过程中应保持焊接工艺参数不变,每道焊缝焊接完成后均应测量道间温度。若道间温度高于设定温度,则应等待其冷却至设定温度后方可进行焊接;若道间温度低于设定温度,则应将其加热至设定温度后继续焊接。
2.3 非破坏性检验
焊接完成后,要进行外观检查,焊缝表面不能有未熔合、未焊透、气孔、夹钨等缺陷,焊缝余高为0~3 mm。无损检测合格后才能进行射线检测,射线检测按照NB/T 47013—2015《承压设备无损检测》执行,无损检测合格后进行力学性能及晶间腐蚀试验。
2.4 破坏性检验
破坏性检验包括拉伸试验、弯曲试验和晶间腐蚀试验。拉伸试验按照标准GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》测定焊接接头的抗拉强度;弯曲试验按照标准GB/T 2653—2008《焊接接头弯曲试验方法》及标准NB/T47014—2011《承压设备焊接工艺评定》中规定的试验条件及参数测定焊接接头的完好性和塑性;晶间腐蚀试验按照标准ASTM A262-14《Standard to Intergra-nular Attack in Austenitic Stainless Steels》E法取样和试验。
3 试验结果
试验过程中焊接道间温度分为6组:常温(20℃)、60℃、70℃、80℃、100℃、150℃,分别进行力学性能和晶间腐蚀试验。
3.1 拉伸试验
根据标准要求截取试样,进行拉伸试验,不同道间温度下焊接接头平均抗拉强度曲线见图1,试验结果见表2。
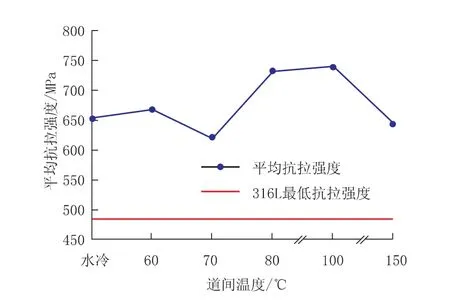
图1 不同道间温度下焊接接头抗拉强度曲线(316L)
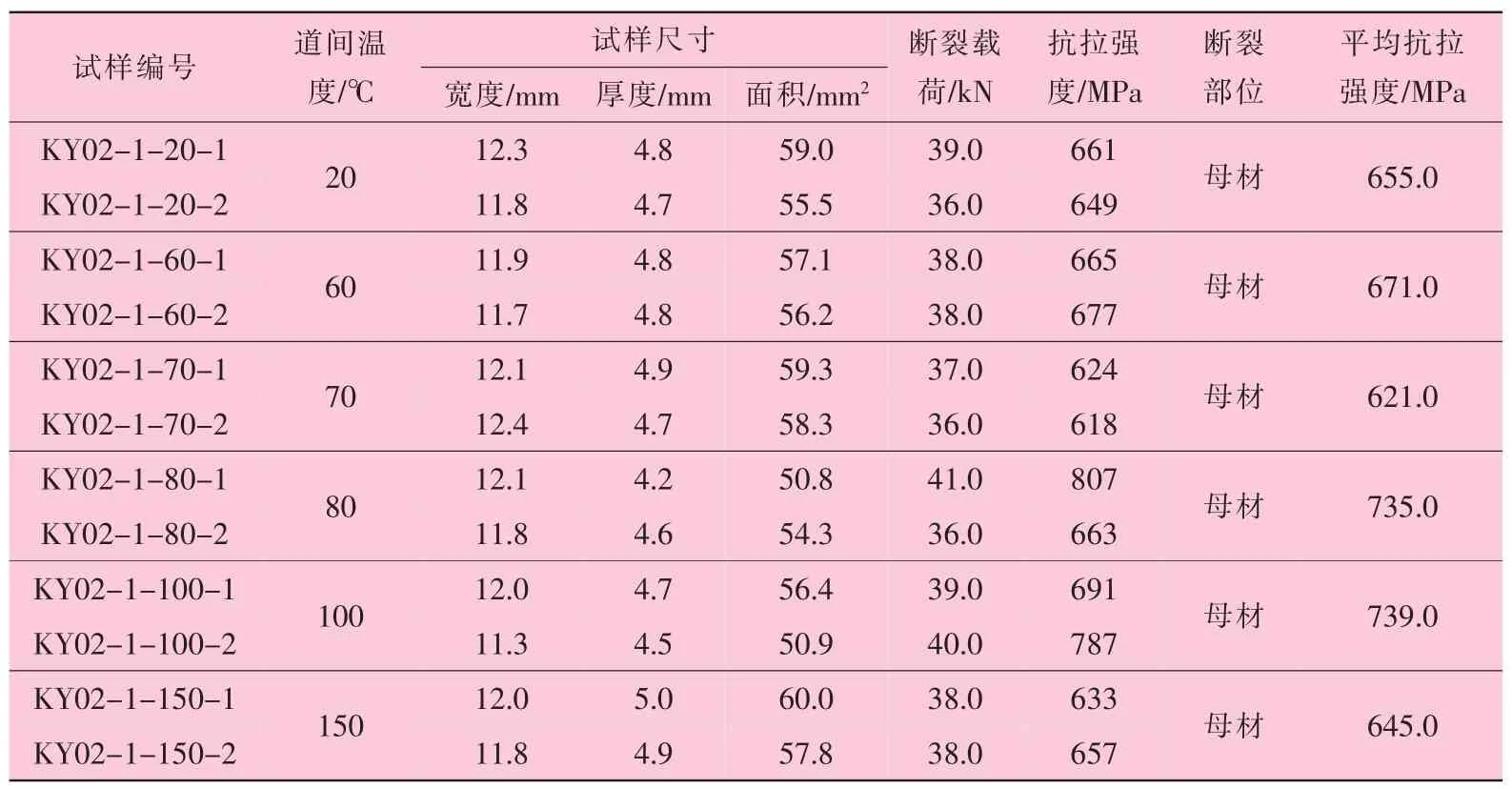
表2 316L Φ60 mm×5 mm不锈钢管不同道间温度时焊接接头拉伸试验结果
3.2 弯曲试验
根据标准要求对每组试件截取面弯、背弯试样各2件,试验结果见表3。
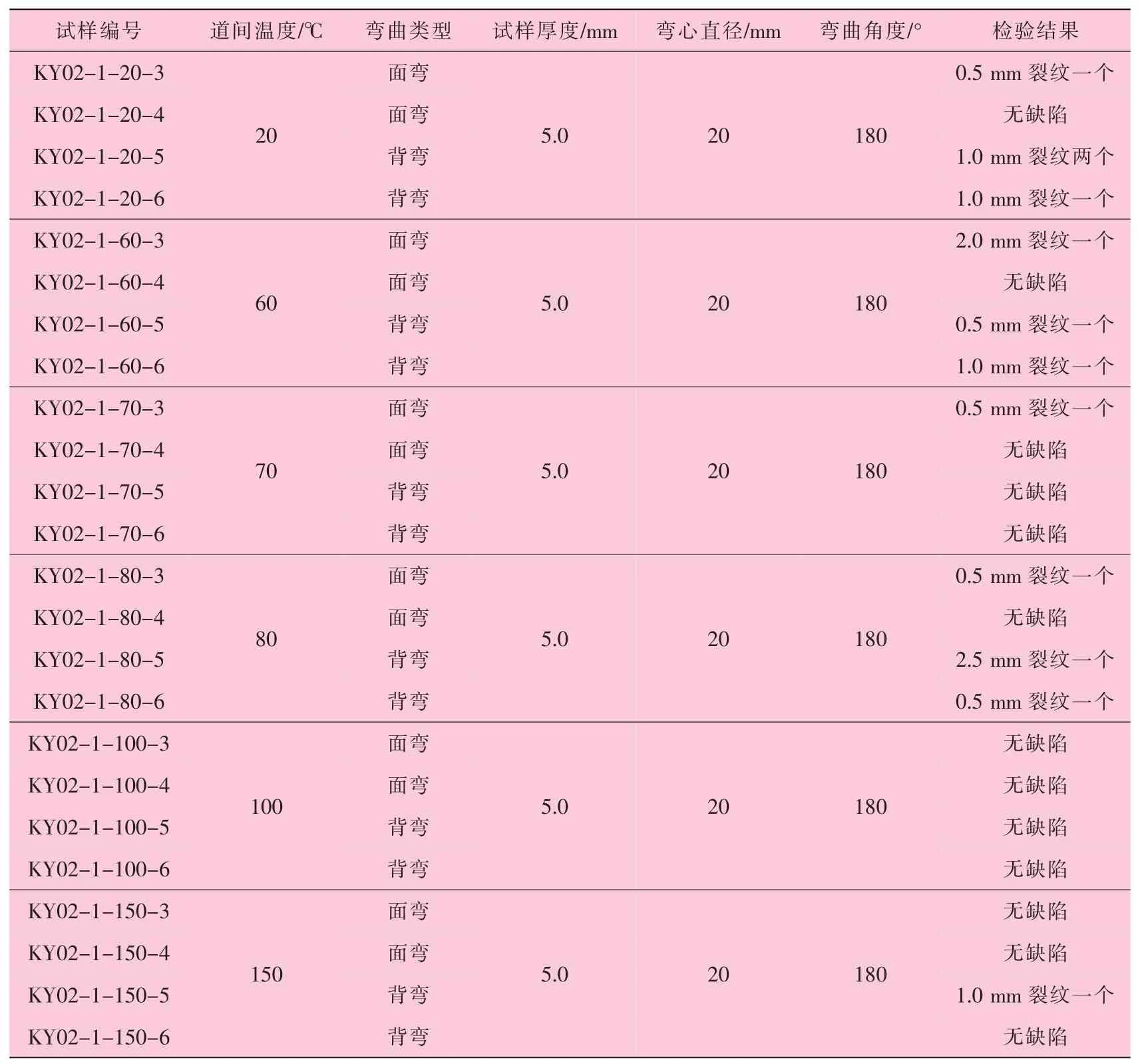
表3 316L Φ60 mm×5 mm不锈钢管不同道间温度时弯曲试验结果
3.3 晶间腐蚀试验
根据标准ASTM A 262-14 E法每组试验取3件进行晶间腐蚀试验,试验前先对试样进行敏化处理,敏化处理温度为650℃,保温2 h后空冷。常温(20℃)、60℃、70℃的晶间腐蚀试样未出现晶间腐蚀裂纹;80℃、100℃、150℃的晶间腐蚀试样表面出现了晶间腐蚀裂纹,其中70℃和80℃的晶间腐蚀试样分别见图2和图3。
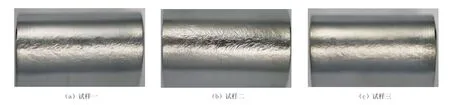
图2 316L道间温度为70℃时晶间腐蚀试样

图3 316L道间温度为80℃时晶间腐蚀试样
4 试验结果分析
通过对316L不同道间温度下拉伸试验结果的分析,道间温度不超过150℃时,焊接接头的抗拉强度均大于母材规定的最低抗拉强度,拉伸试验能够满足质量要求。
通过对316L不同道间温度下弯曲试验结果的分析,道间温度不超过150℃时,焊接接头的弯曲试验均能满足NB/T 47014—2011《承压设备焊接工艺评定》的要求。
通过对316L奥氏体不锈钢不同道间温度下晶间腐蚀试验结果的分析,道间温度与焊缝的晶间腐蚀性能有较为明显关系。当道间温度小于80℃时,能够确保焊接接头的晶间腐蚀试验合格;当道间温度大于等于80℃时,焊接接头的晶间腐蚀试验有不同程度的开裂,不能满足质量要求。
5 结论
(1)若管线设计时对奥氏体不锈钢晶间腐蚀试验无要求,道间温度不超过150℃便可确保焊接接头的力学性能满足质量要求。
(2)若管线设计为输送腐蚀性介质或焊接工艺评定中要求进行晶间腐蚀试验时,316L不锈钢焊接过程中应严格控制道间温度不超过80℃,否则极易发生晶间腐蚀开裂。
(3)为严格控制焊接过程中的道间温度,并提高施工效率,每道焊缝完成后可以采取必要的措施加快焊缝的冷却速度(如水冷)。
[1]陈祝年.焊接工程师手册(第2版)[M].北京:机械工业出版社,2010.
[2]张应立.新编焊工使用手册[M].北京:金盾出版社,2004.
[3]刘云龙.焊工技师手册[M].北京:机械工业出版社,2005.
[4]王文翰.焊接技术手册[M].郑州:河南科学技术出版社,2000.
[5]NB/T 47014—2011,承压设备焊接工艺评定[S].
[6]ASTM A262-14,Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels[S].
[7]孟庆森,王文先,吴志生.金属材料焊接基础[M].北京:化学工业出版社,2006.
[8]潘春旭.异种钢及异种金属焊接——显微结构特征及其转变机理[M].北京:人民交通出版社,2000.
[9]胡元岩,杨元修,严俊霞.实用焊工速查手册[M].石家庄:河北科学技术出版社,2002.
[10]屈兴胜,林成,刘志林.奥氏体不锈钢晶间腐蚀[J].辽宁工学院学报,2007,27(1):45-50.
[11]黄一桓.奥氏体不锈钢晶间腐蚀机理及预防措施[J].中国科技信息,2006(16):88-90.
Influence of Interpass Temperature on 316L Austenite Stainless Steel Weld Performance
ZHANG Xilei,XUE Hui,WANG Qiang
(The No.2 Pipeline Construction Limited Company of China National Petroleum Corporation, Xuzhou 221006,Jiangsu,China)
TG407
B
10.19291/j.cnki.1001-3938.2017.03.003
2016-12-26
编辑:汪翰云
张西雷(1982—),男,本科,工程师,主要从事焊接技术及焊接工艺研究工作。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
中国特种设备安全(2022年3期)2022-07-08
军民两用技术与产品(2021年2期)2021-04-13
铝加工(2020年2期)2020-05-12
模具制造(2019年10期)2020-01-06
山东冶金(2019年5期)2019-11-16
商品与质量(2019年12期)2019-07-24
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
三联生活周刊(2016年35期)2016-08-29
